
一种轮辐拉伸预成型及端面校平模具.pdf

雅云****彩妍


1/8

2/8

3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮辐拉伸预成型及端面校平模具.pdf
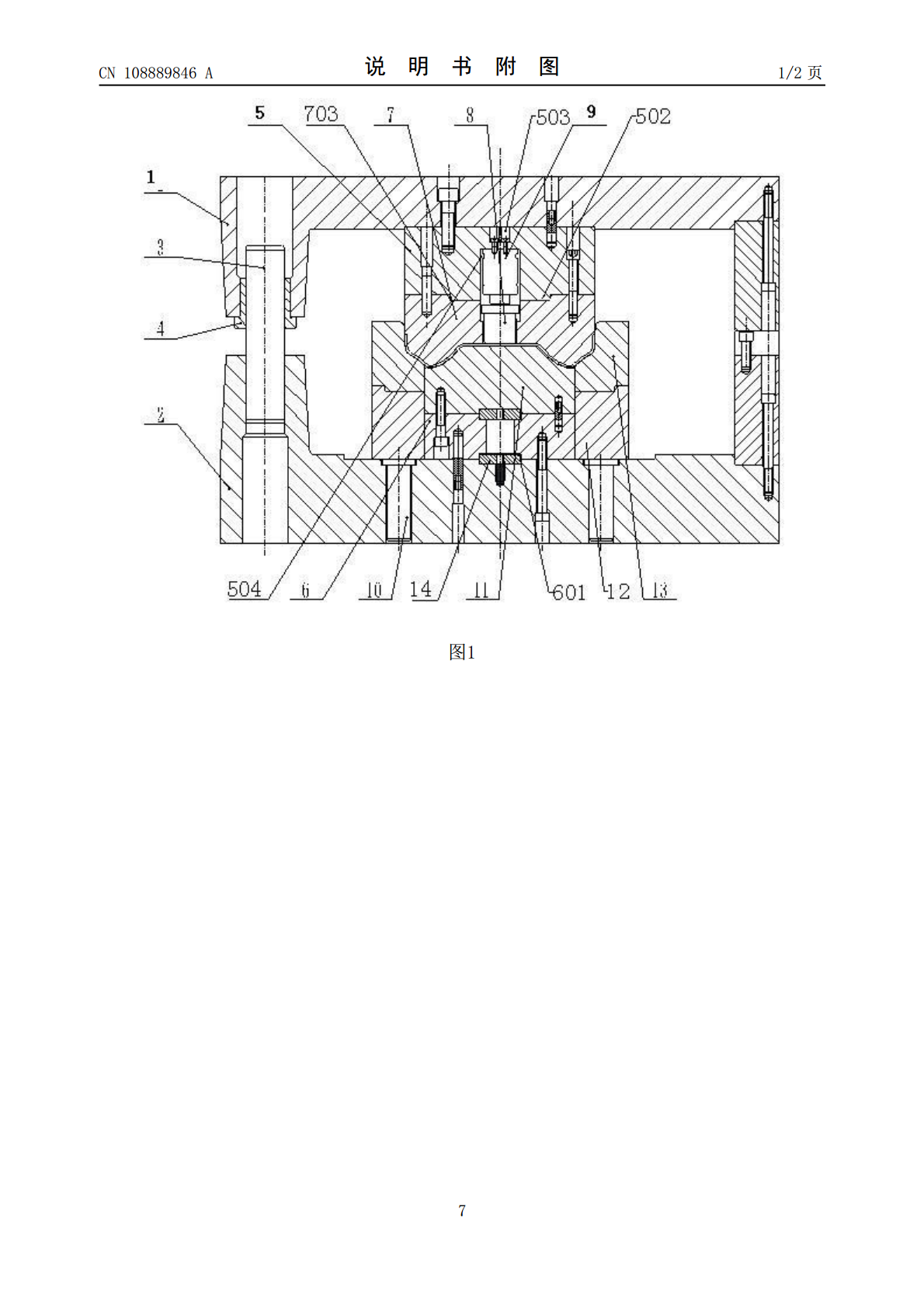
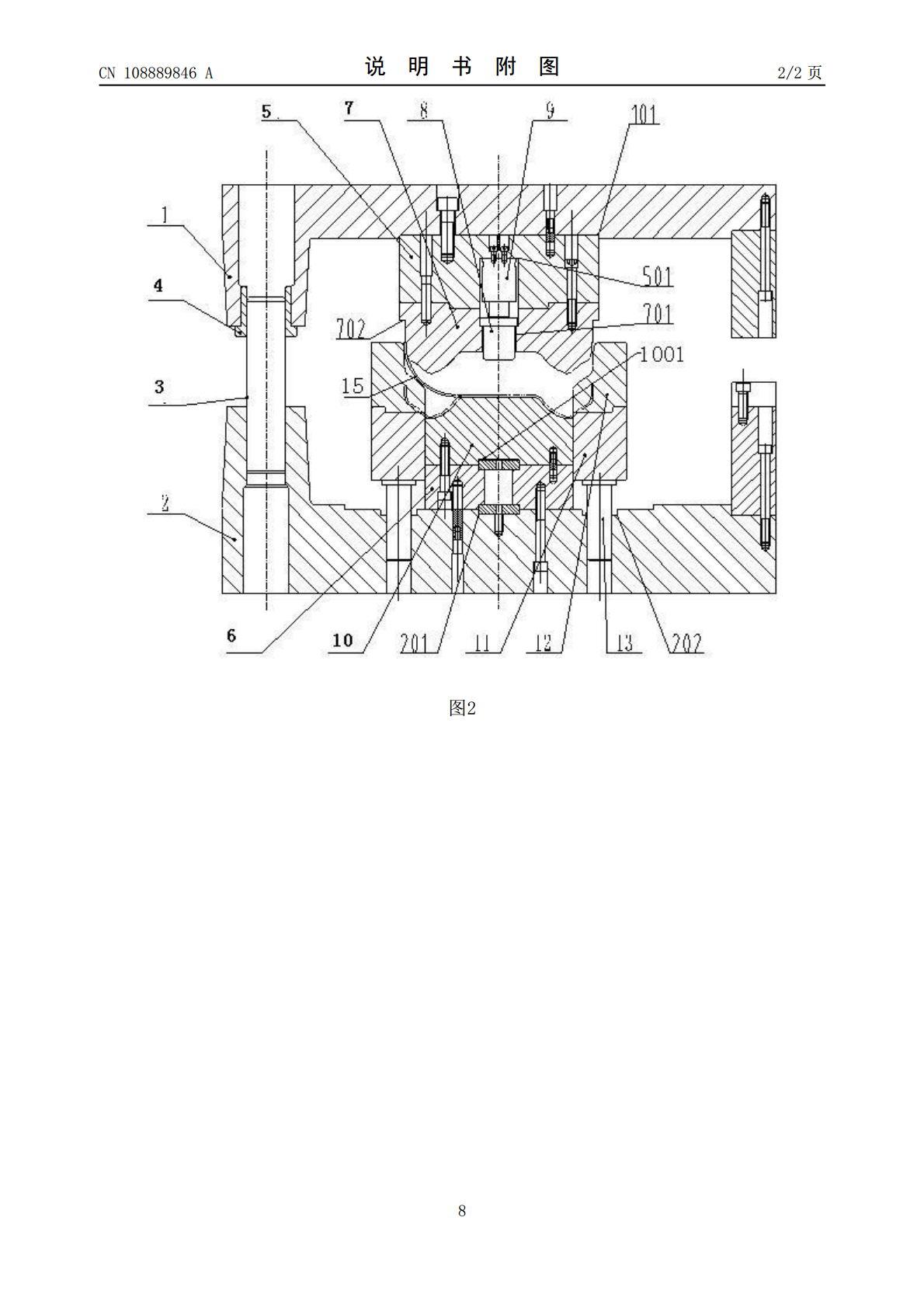
本技术提供一种轮辐拉伸预成型及端面校平模具,使用该模具可以在一个工位上较高质量地完成轮辐拉伸预成型及端面校平两分工序;它包括水平设置、中心线共轴的下模和上模,上模包括中心线共轴的上模架、上模座、上模芯和上模脱料块,上模座固联在上模架的底面中央,上模芯固联在上模座的下面,上模脱料块移动设置在上模座和上模芯内;下模包括下模架、下模座、下模芯、环形结构的托料成型环座和托料成型环,托料成型环固联在托料成型环座的上面,下模座固联在下模架的上面中央,下模芯固联在下模座的上面,托料成型环和托料成型环座移动设置在下模座和

一种车轮辐板压弯校整模具.pdf
本发明提供一种应用于机动车车轮生产加工技术领域的车轮辐板压弯校整模具,所述的校整模具包括上压弯模(1),下压弯模(2),上压弯模(1)和下压弯模(2)分别与车轮(3)两侧的辐板(4)配合,所述的上压弯模(1)的上工作面(5)和下压弯模(2)的下工作面(6)上分别设置多个凸起的压弯高点(7)和凹进的压弯低点(8),本发明的车轮辐板压弯校整模具,结构简单的能够解决车轮压制和轧制中出现的辐板缺陷无法通过压弯有效校整问题,提高直辐板车轮的合格率,降低生产成本。

拉伸成型模具设计.doc
HotMold.com收集整理欢迎转载河南新飞电器有限公司(河南新乡453002)丁鹏丁保龙【摘要】通过对半球形件进行拉伸工艺分析,阐述了零件在拉伸成形过程中的难点,制定出合理的工艺路线,设计了2副拉伸模,满足了产品的设计要求。关键词半球形件拉伸起皱工艺图1所示半球形件,材料为08钢,料厚t=1mm,成形后要求零件表面无起皱,无变形。经分析,坯料相对厚度为t/D×100=0.65,因此需要采用强力压边装置,来提高材料的变形阻力;而在模具结构上通常采取设置加强筋来提高材料的抗失稳起皱能力。但是加强筋的设置会

一种预浸料的成型方法及其成型模具.pdf
本发明提供了一种预浸料的成型方法及其成型模具,通过利用抽真空,除去残留空气、小分子,使树脂分布均匀、充分浸润,并且还采用闭合模具、内置气囊作为压实预浸料的辅助手段,由于气囊在充入有压流体后膨胀,在加热成型中,可以使预浸料在各个方向上获得均匀压力,得到压实来提高预浸料的性能。此外,通过设置梯度压力和温度,使树脂充分浸润纤维,可有效改善架桥、白斑、缺胶等贫树脂现象。本发明在密封模具内部加压,可控制性强,在改善复合成型的同时能有效节约成本、不污染环境,扩大了使用范围。更重要地,由于模具可设计性强、压力气囊变形性

一种预成型的拉延模具结构.pdf
本发明涉及洗衣机内筒后盖拉伸模具技术领域,具体是一种预成型的拉延模具结构,包括下模座和上模座,下模座顶部外壁的轴心处焊接有下拉延凸模,且下拉延凸模的外部套接有下压料板,下压料板沿下拉延凸模滑动,且下压料板底部外壁的一侧均通过螺栓安装有柱杆。本发明在模具冲压过程中由油压机传导到压力顶杆的力使下压料板先压料,后台面下压相对下拉延凸模向上运动将平板胚料向上拉延凹模板进行拉延,拉延过程中当下拉延凸模与预成型冲头闭合时,由于预成型凸模使用多个氮气弹簧支撑力使产品形成一次预成型,此时模具未闭死继续向下运动,当模具闭死