
一种基于3D轮廓的鞋底喷胶轨迹生成方法以及应用该方法的设备.pdf

飞飙****ng

1/9
2/9
3/9

4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于3D轮廓的鞋底喷胶轨迹生成方法以及应用该方法的设备.pdf
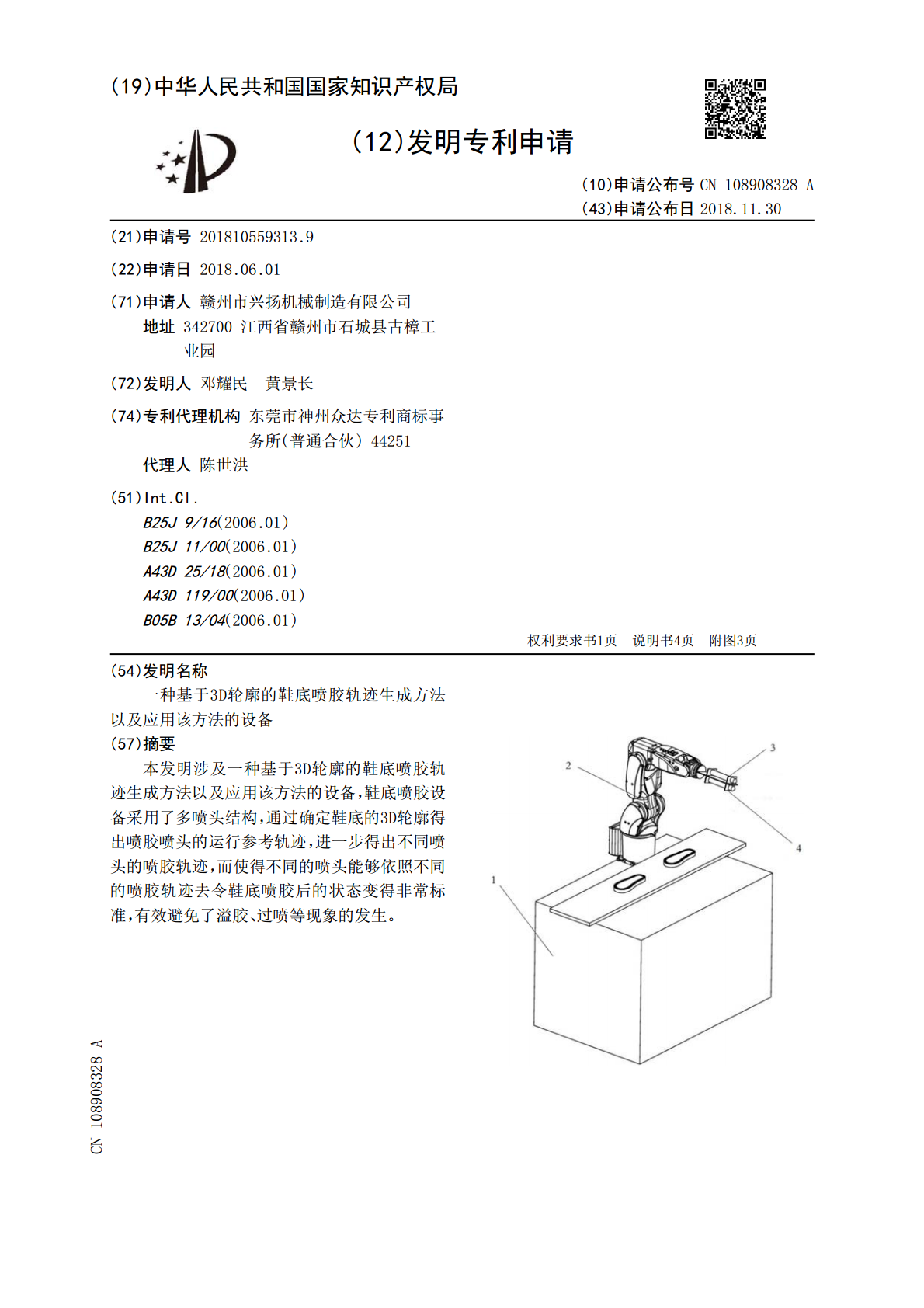
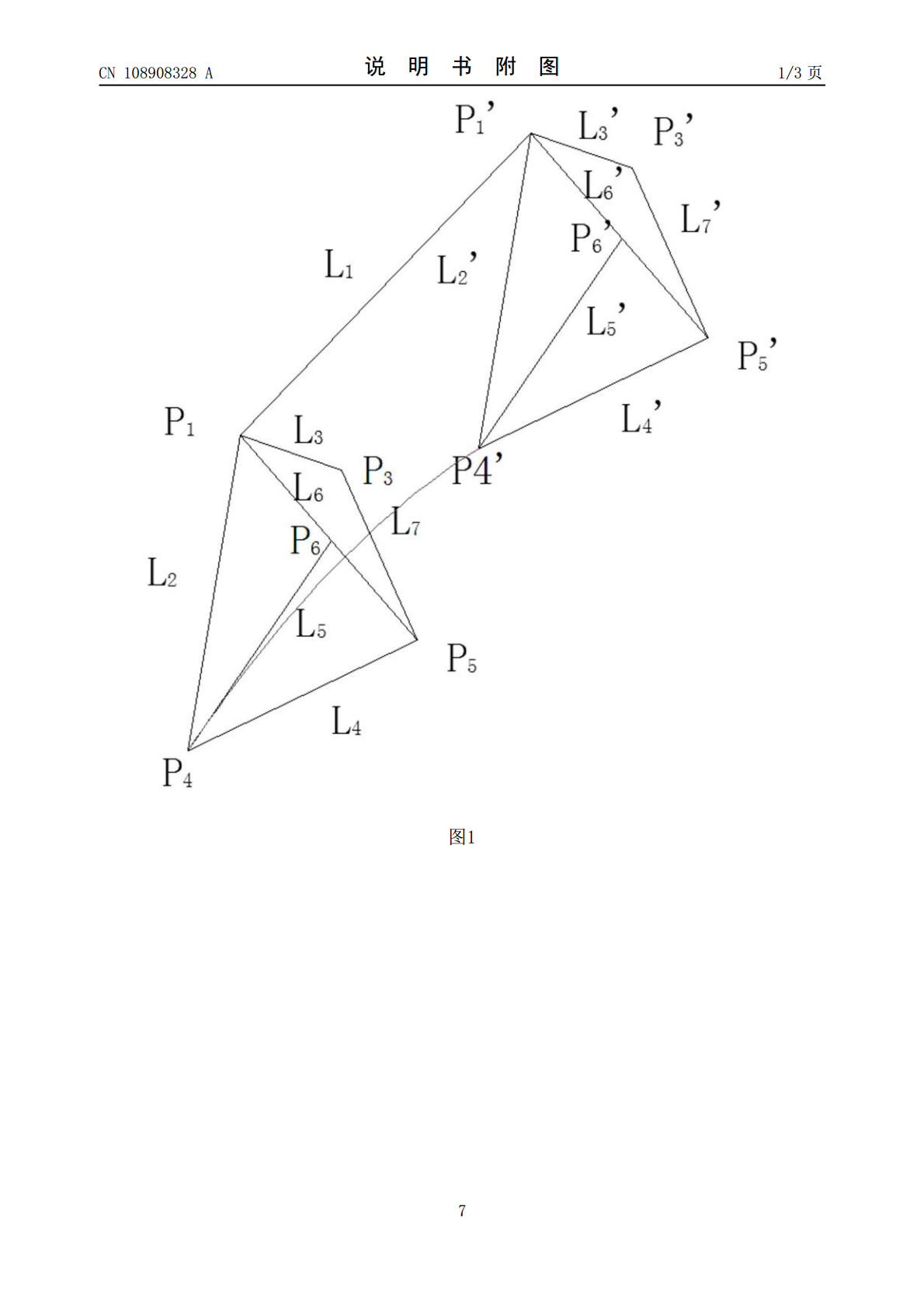
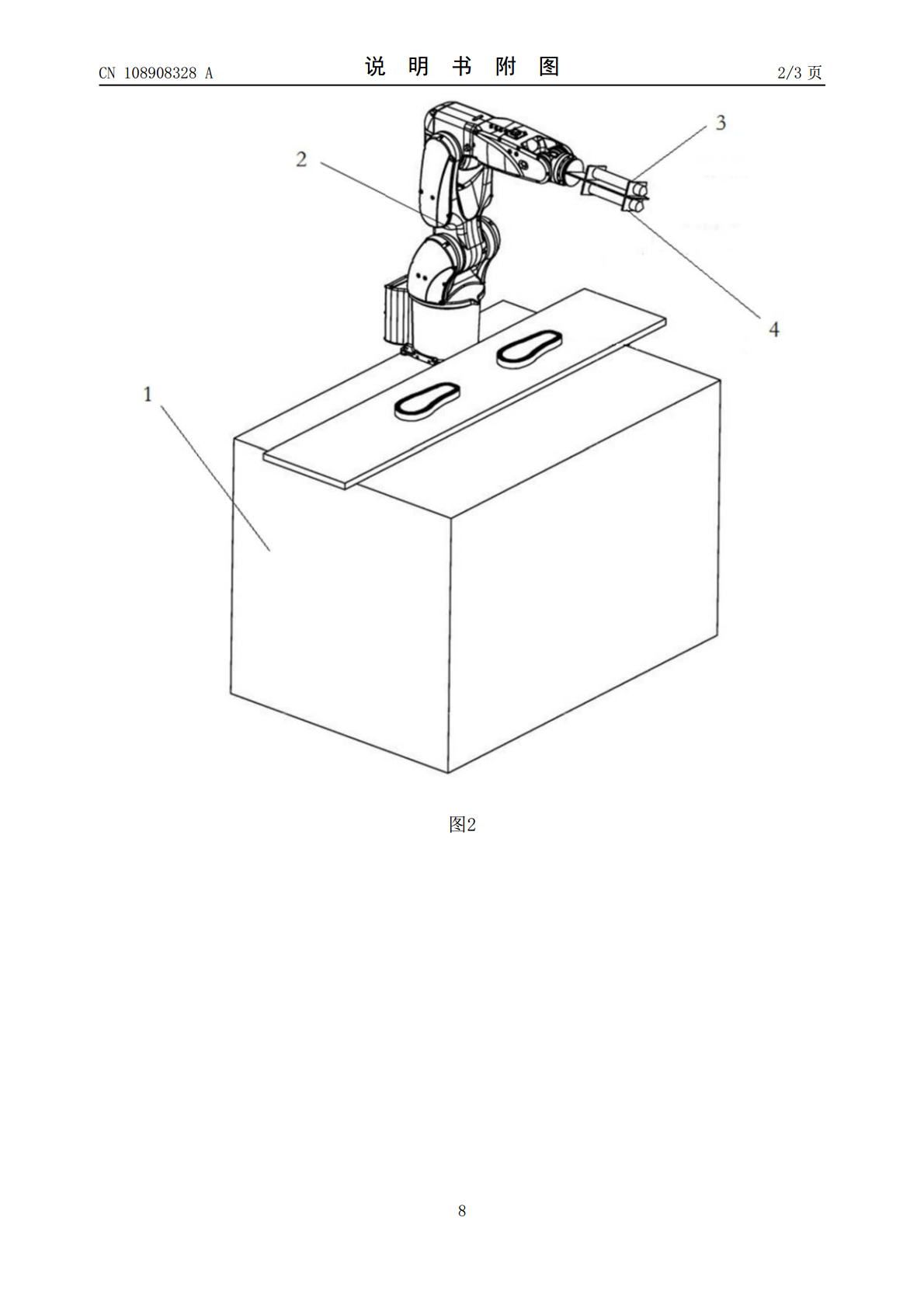
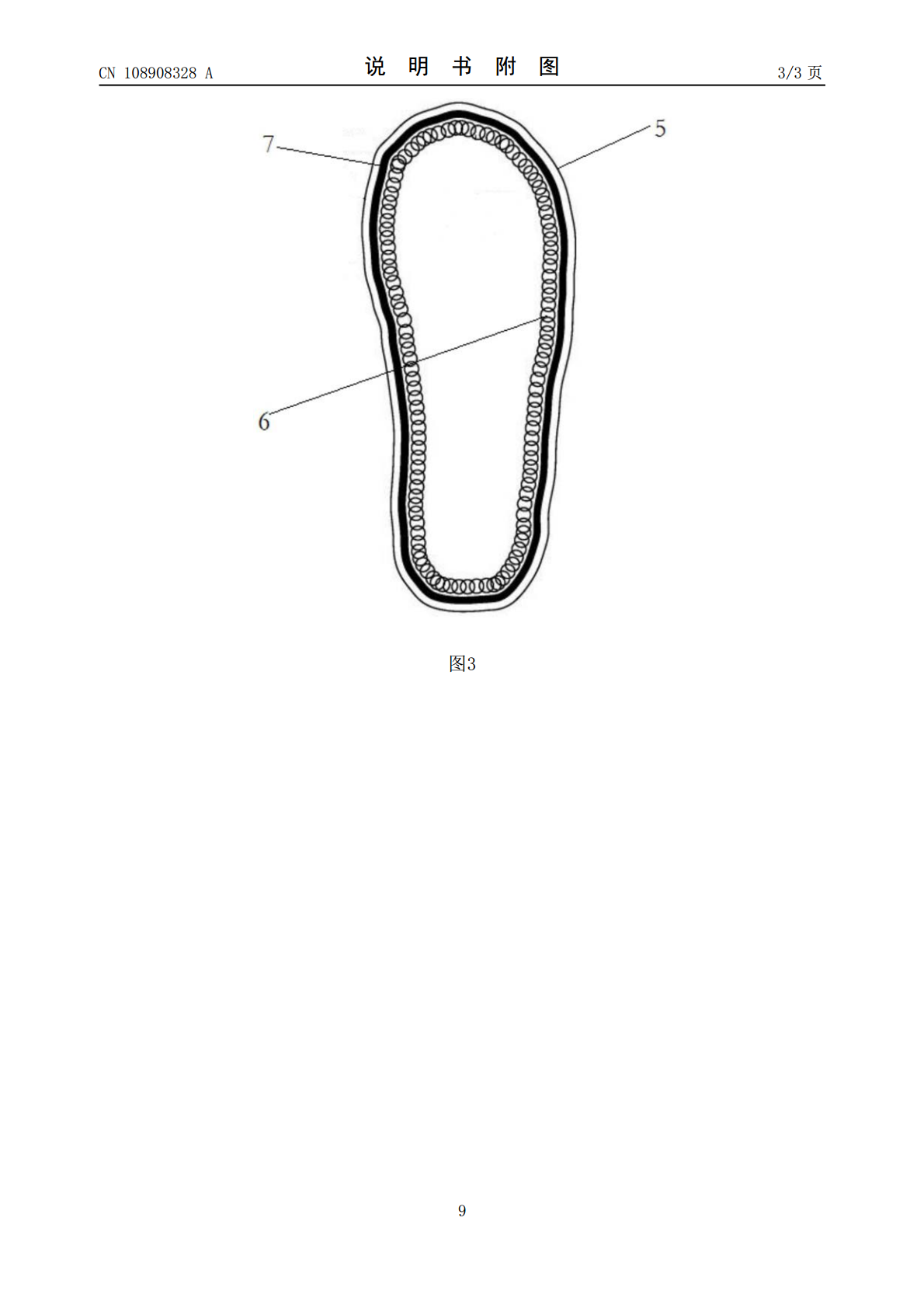
本发明涉及一种基于3D轮廓的鞋底喷胶轨迹生成方法以及应用该方法的设备,鞋底喷胶设备采用了多喷头结构,通过确定鞋底的3D轮廓得出喷胶喷头的运行参考轨迹,进一步得出不同喷头的喷胶轨迹,而使得不同的喷头能够依照不同的喷胶轨迹去令鞋底喷胶后的状态变得非常标准,有效避免了溢胶、过喷等现象的发生。
基于CAD模型的鞋底喷胶轨迹生成方法.pdf
第2O卷第5期计算机辅助设计与图形学学报V01.2O.No.52008年5月JOURNAlOFCOMPUTER—AIDEDDESIGN8LCOMPUTERGRAPHICSMay.2008基于CAD模型的鞋底喷胶轨迹生成方法武传宇贺磊盈李秦川胡旭东(浙江理工大学机械与自动控制学院杭州310018)cywu@zstu.edu.cn摘要针对数字化制鞋生产的需要,提出一种自动生成鞋底喷胶轨迹的方法.该方法首先从三维鞋楦CAD模型中提取鞋底轮廓线,计算其在鞋底曲面的偏置曲线作为轨迹曲线,采用等参数方法对轨迹曲线进行

基于轮廓拼接的特殊片底类鞋底喷胶路径的生成方法.pdf
本发明公开了基于轮廓拼接的特殊片底类鞋底喷胶路径的生成方法,过程为:获取一张特殊片底类鞋底的原图像;对原图像通过灰度分析得到掩膜,然后将掩膜与原图像做交集进行裁剪;对裁剪后的图像使用Sobel算子进行边缘检测得到特殊片底类鞋底的外轮廓,通过对外轮廓进行均匀内缩得到内轮廓;然后在外轮廓和内轮廓上找到轮廓拼接的四个交界点;获取分段轮廓并拼接为拼接轮廓,然后将拼接轮廓进行均匀内缩得到拼接轮廓的内轮廓;对拼接轮廓的内轮廓按照等间距方式提取的点位作为喷胶机器人的喷胶路径所经过的各个关键点位。本发明获得的喷胶路径接近
一种鞋底喷胶机械人的轨迹生成方法及控制系统.pdf
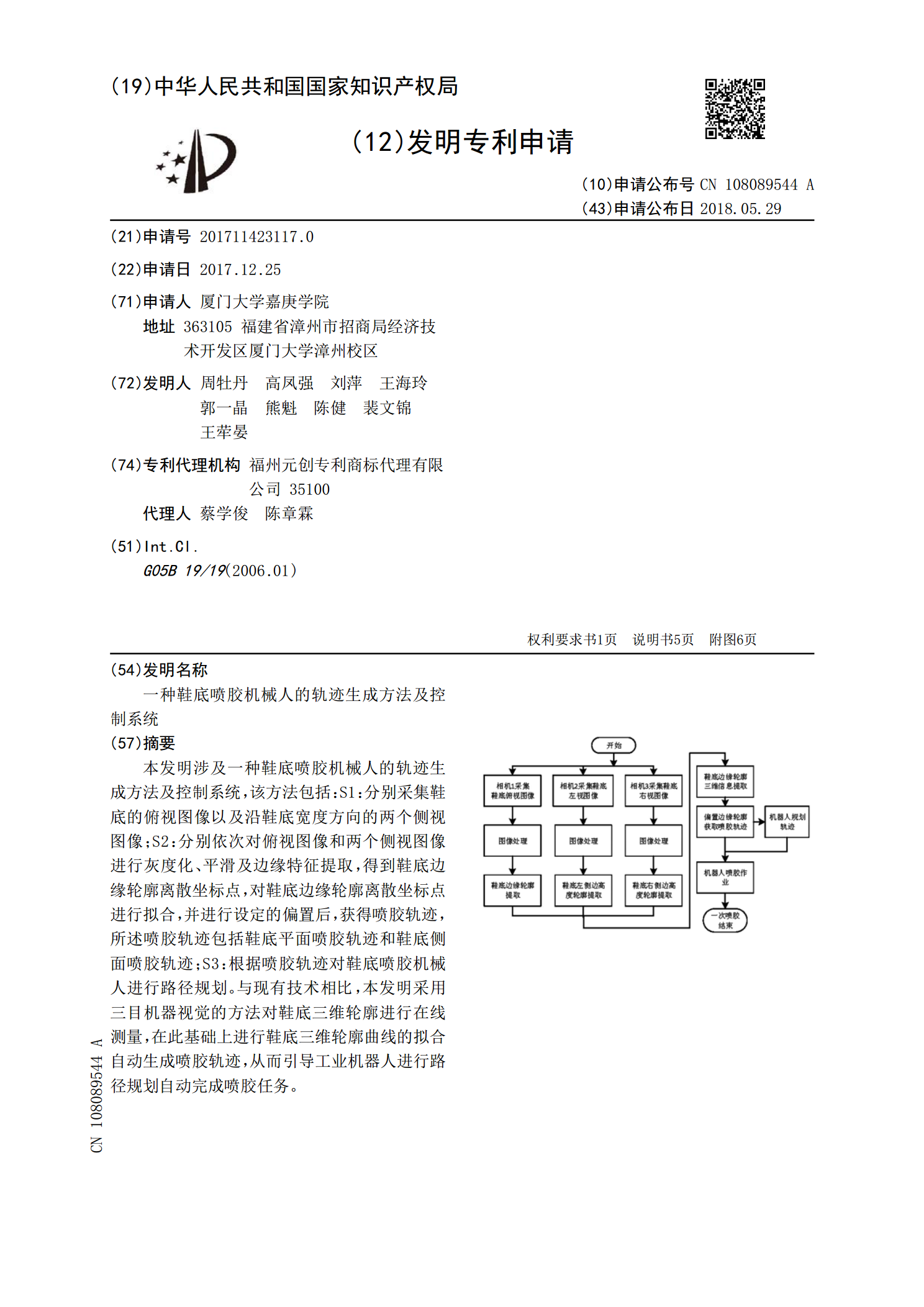
本发明涉及一种鞋底喷胶机械人的轨迹生成方法及控制系统,该方法包括:S1:分别采集鞋底的俯视图像以及沿鞋底宽度方向的两个侧视图像;S2:分别依次对俯视图像和两个侧视图像进行灰度化、平滑及边缘特征提取,得到鞋底边缘轮廓离散坐标点,对鞋底边缘轮廓离散坐标点进行拟合,并进行设定的偏置后,获得喷胶轨迹,所述喷胶轨迹包括鞋底平面喷胶轨迹和鞋底侧面喷胶轨迹;S3:根据喷胶轨迹对鞋底喷胶机械人进行路径规划。与现有技术相比,本发明采用三目机器视觉的方法对鞋底三维轮廓进行在线测量,在此基础上进行鞋底三维轮廓曲线的拟合自动生成

一种基于单目视觉的鞋底喷胶设备及方法.pdf
本发明提供一种基于单目视觉的鞋底喷胶设备,包括传送带装置、视觉装置、机械手装置以及控制系统;本发明还提供一种基于单目视觉的鞋底喷胶方法,包括以下设备调试、获取图像、图像处理、获取测量坐标、提取轨迹点位、坐标变换和喷胶动作等步骤;本发明的设备及方法采用单目相机代替现有的双面视觉系统,成本相对较低,且结合了三维视觉测量检测速度快和机器人喷胶效率高、通用性强的优点,对任意鞋码尺寸、鞋形轮廓,都可以快速完成施胶工作,其施胶质量符合制鞋工艺的要求,节省了人工,降低了工人劳动强度及化学粘接剂对人体可能产生的损害。