
工件表面轮廓在位测量系统及方法.pdf

Do****76

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
工件表面轮廓在位测量系统及方法.pdf
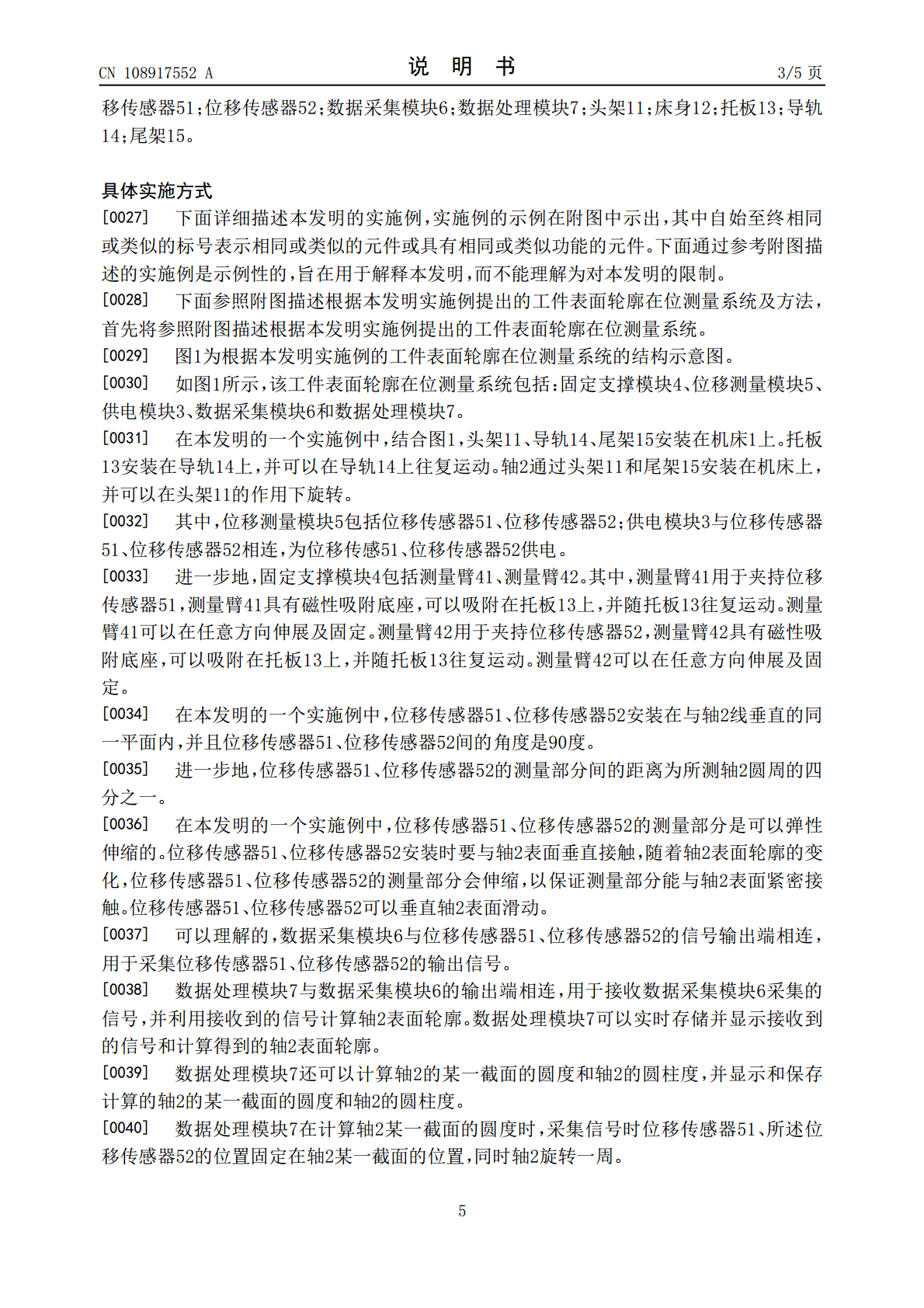
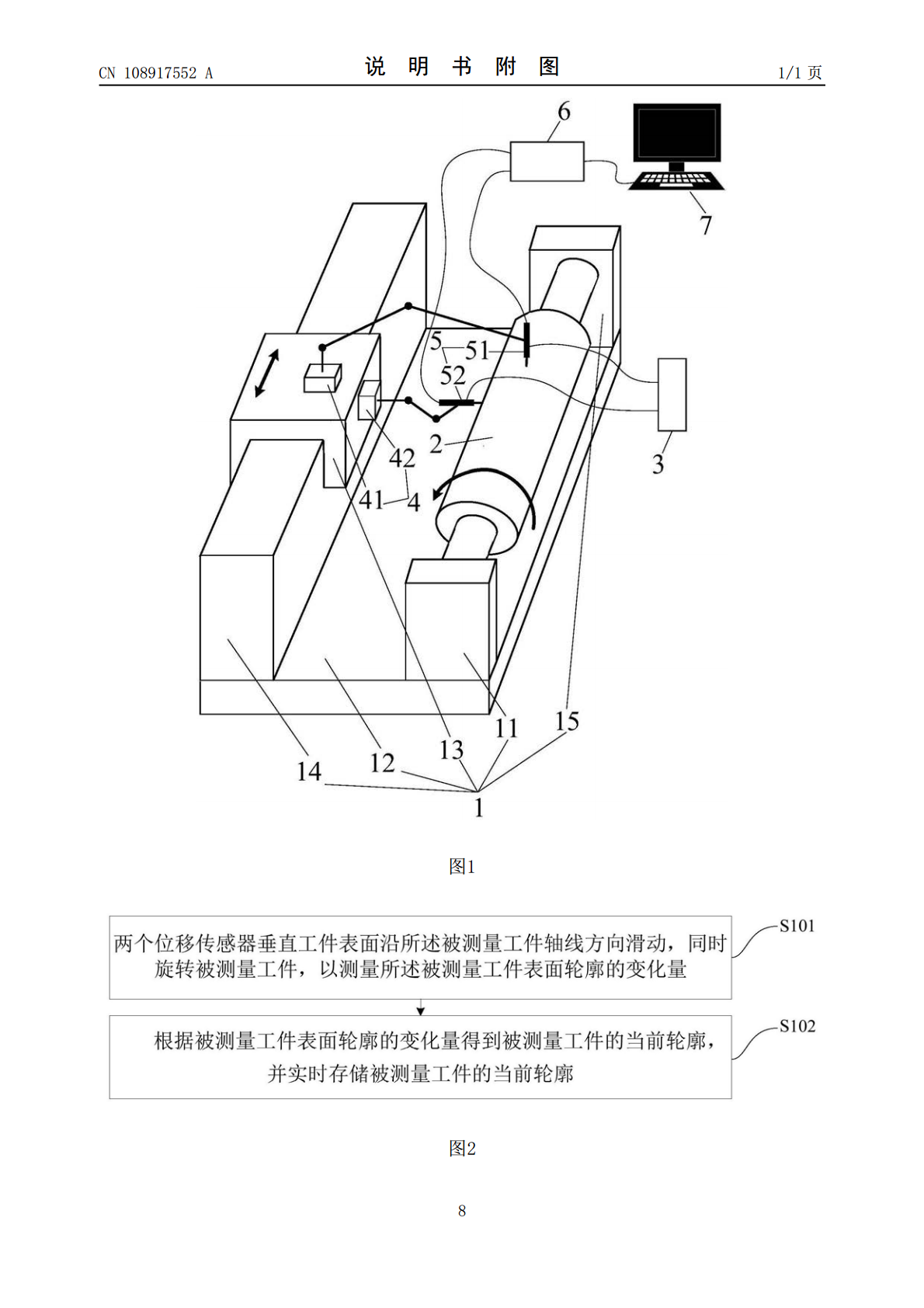
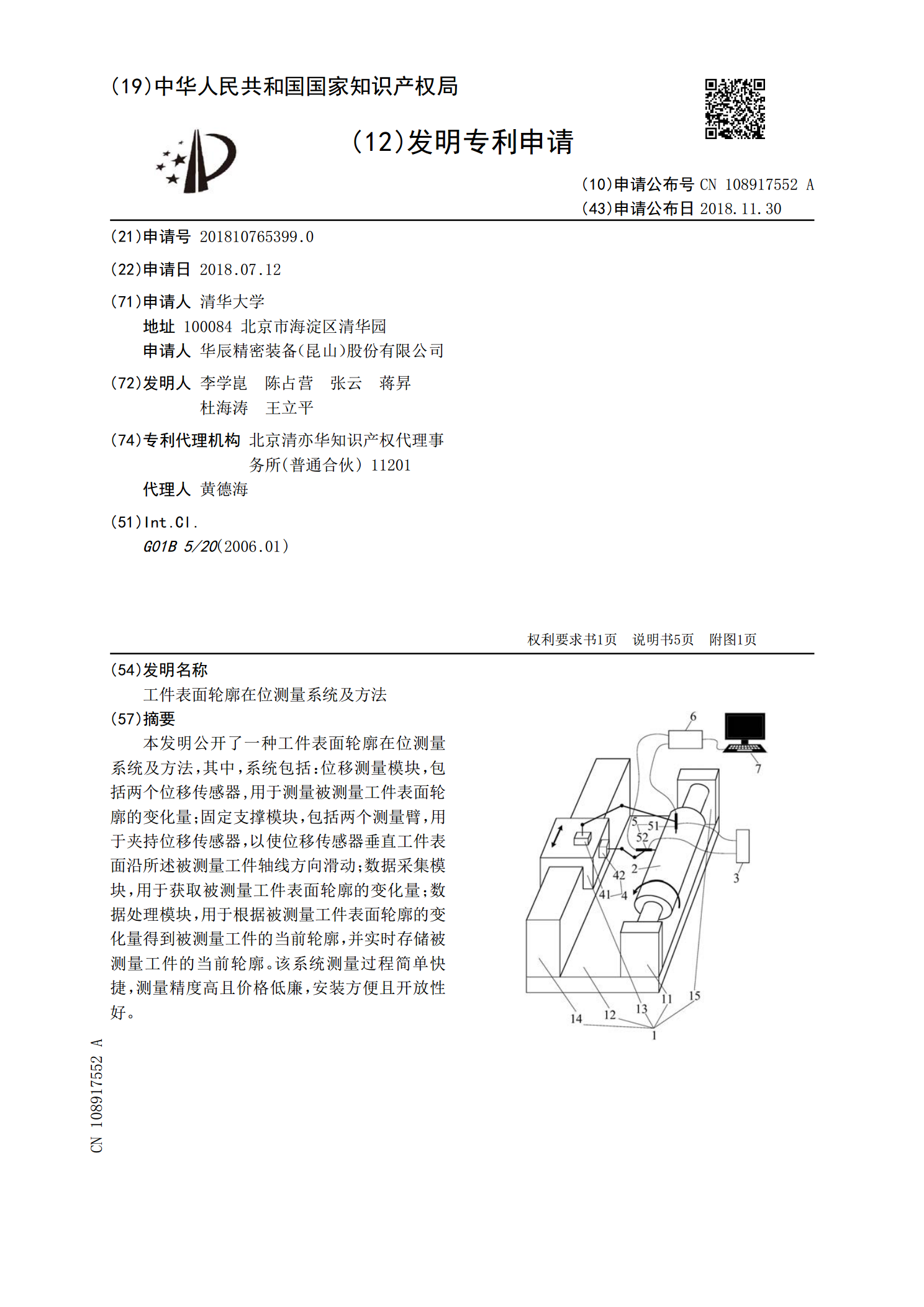
本发明公开了一种工件表面轮廓在位测量系统及方法,其中,系统包括:位移测量模块,包括两个位移传感器,用于测量被测量工件表面轮廓的变化量;固定支撑模块,包括两个测量臂,用于夹持位移传感器,以使位移传感器垂直工件表面沿所述被测量工件轴线方向滑动;数据采集模块,用于获取被测量工件表面轮廓的变化量;数据处理模块,用于根据被测量工件表面轮廓的变化量得到被测量工件的当前轮廓,并实时存储被测量工件的当前轮廓。该系统测量过程简单快捷,测量精度高且价格低廉,安装方便且开放性好。

木工件轮廓曲线自动测量系统.pdf
本发明公开了一种木工件轮廓曲线自动测量系统,包括测量机构、回转测量工作台、回转伺服电机驱动机构和控制器,其特征在于:所述的测量机构包括测量头、X轴位移传感器、Z轴位移传感器和工作台角位移传感器;所述的控制器包括信号处理单元、数据处理单元和电气控制单元;所述的X轴位移传感器、Z轴位移传感器和测量头连接,工作台角位移传感器和回转测量工作台连接;所述的X轴位移传感器、Z轴位移传感器和工作台角位移传感器分别与信号处理单元连接,信号处理单元和数据处理单元通讯连接,数据处理单元和电气控制单元通讯连接,电气控制单元与回
工件轮廓扫描系统及方法.pdf
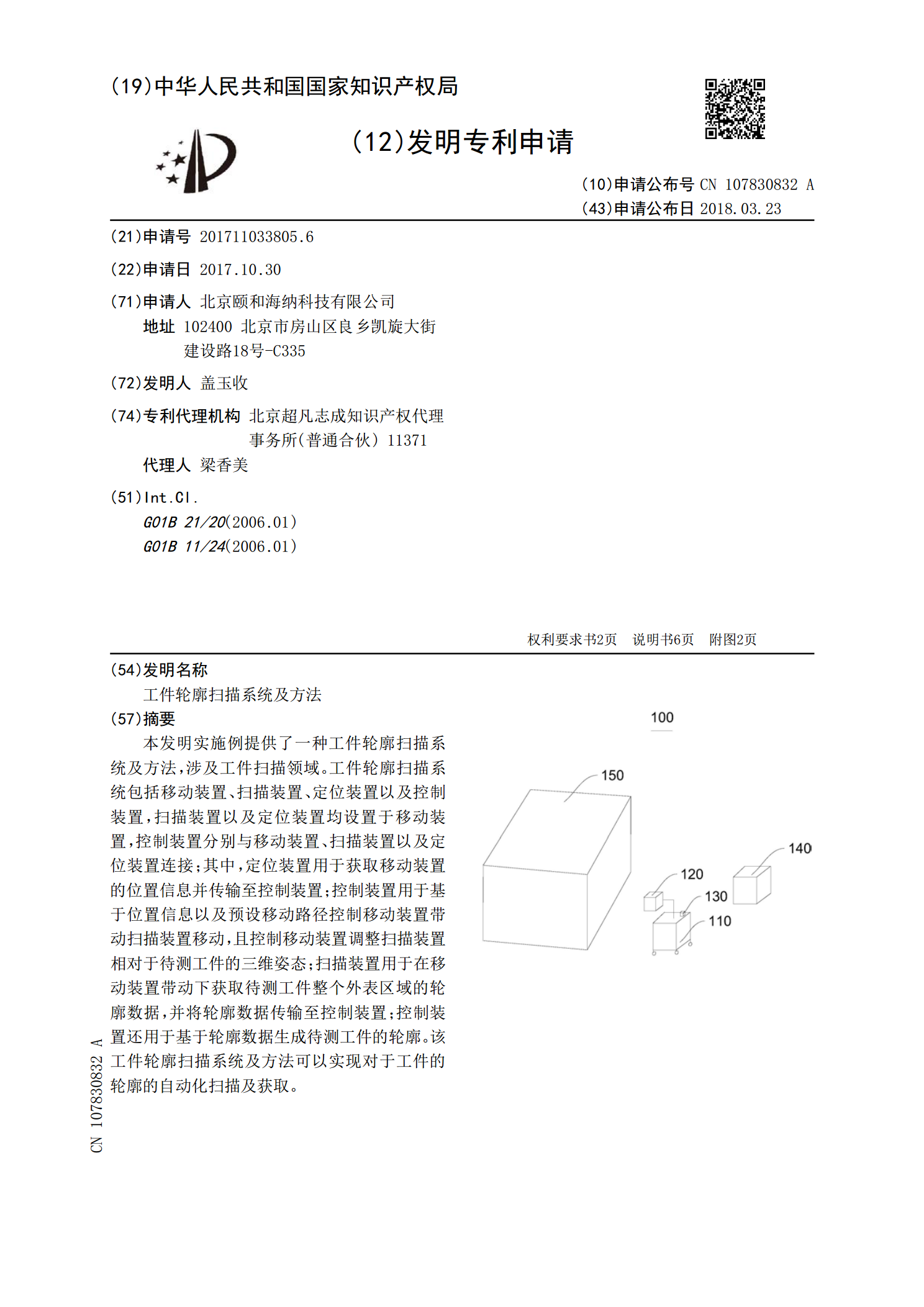
本发明实施例提供了一种工件轮廓扫描系统及方法,涉及工件扫描领域。工件轮廓扫描系统包括移动装置、扫描装置、定位装置以及控制装置,扫描装置以及定位装置均设置于移动装置,控制装置分别与移动装置、扫描装置以及定位装置连接;其中,定位装置用于获取移动装置的位置信息并传输至控制装置;控制装置用于基于位置信息以及预设移动路径控制移动装置带动扫描装置移动,且控制移动装置调整扫描装置相对于待测工件的三维姿态;扫描装置用于在移动装置带动下获取待测工件整个外表区域的轮廓数据,并将轮廓数据传输至控制装置;控制装置还用于基于轮廓数

一种测量工件轮廓的方法.pdf
本发明公开了一种测量工件轮廓的方法,先将工件放入检测辅助夹具上由工件的设计外轮廓线向外偏移得到的定位腔内,并通过相应的定位机构定位,工件上的各测量点在定位腔上形成对应的检测点,然后将测量装置中可前后移动的竖直的测量杆定位在检测辅助夹具的检测点处,接着向前移动测量杆,使其抵靠工件的测量点,读取检测辅助夹具的标尺显示的测量杆的实际移动距离和定位腔的检测点相对于工件对应测量点的理论偏移值之间的差值,即为工件在该测量点处的尺寸偏离值,进而判断工件在安装时与相邻工件之间的间隙是否符合设计要求。本发明结构简单成本低,
蜂窝芯表面轮廓测量方法.pdf
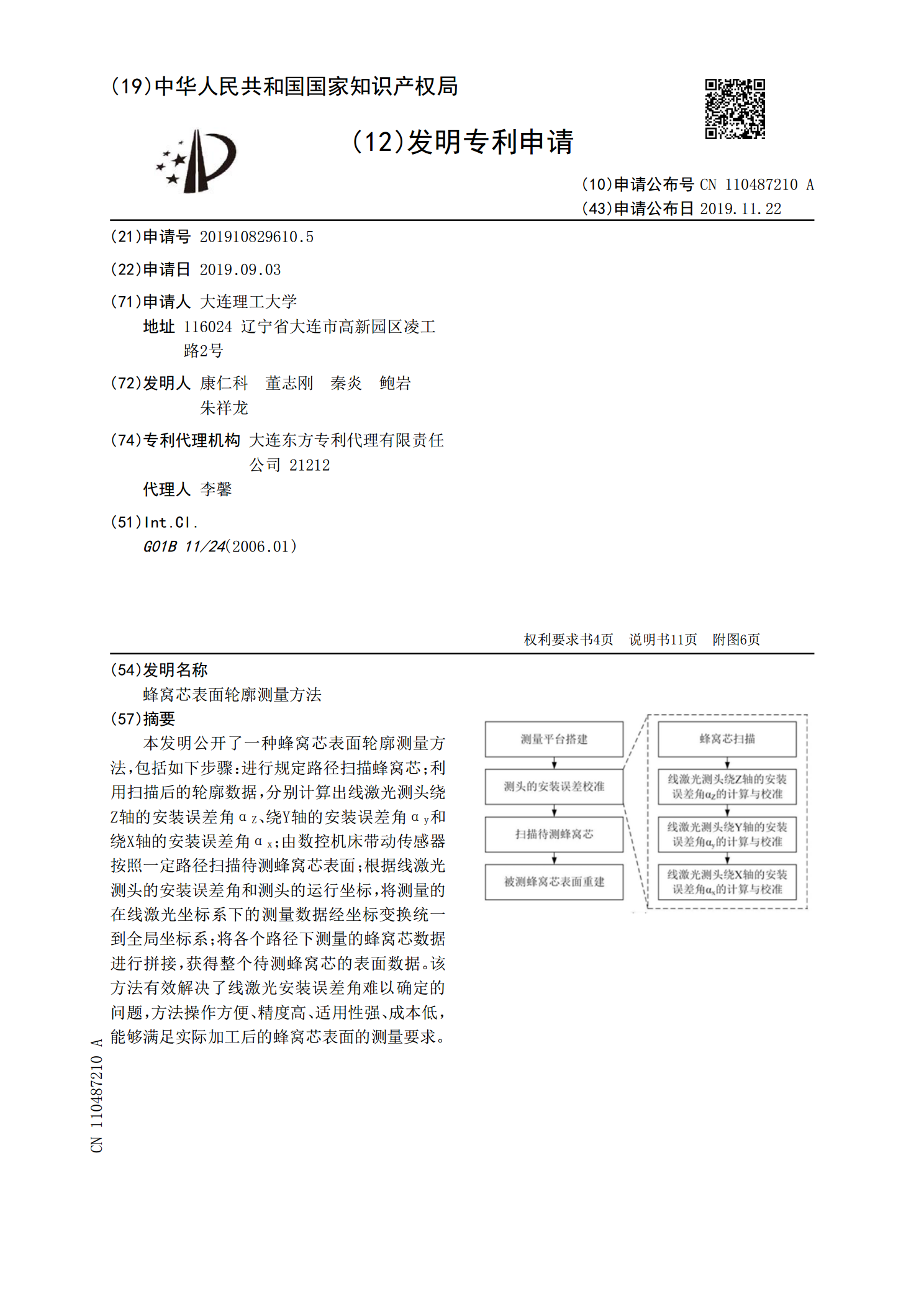
本发明公开了一种蜂窝芯表面轮廓测量方法,包括如下步骤:进行规定路径扫描蜂窝芯;利用扫描后的轮廓数据,分别计算出线激光测头绕Z轴的安装误差角α