
自动测量弯曲管子的装置.pdf

灵慧****89

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动测量弯曲管子的装置.pdf
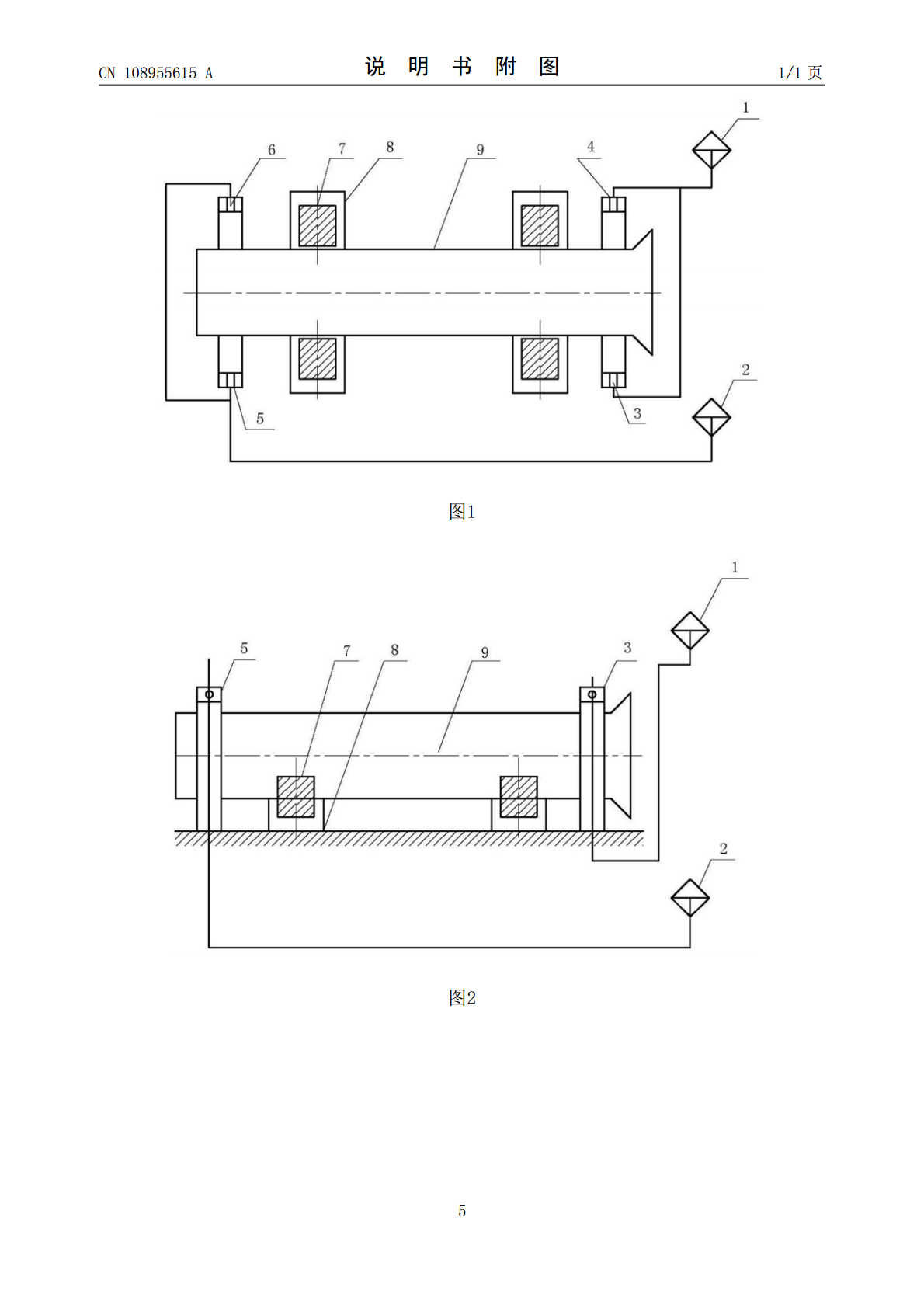
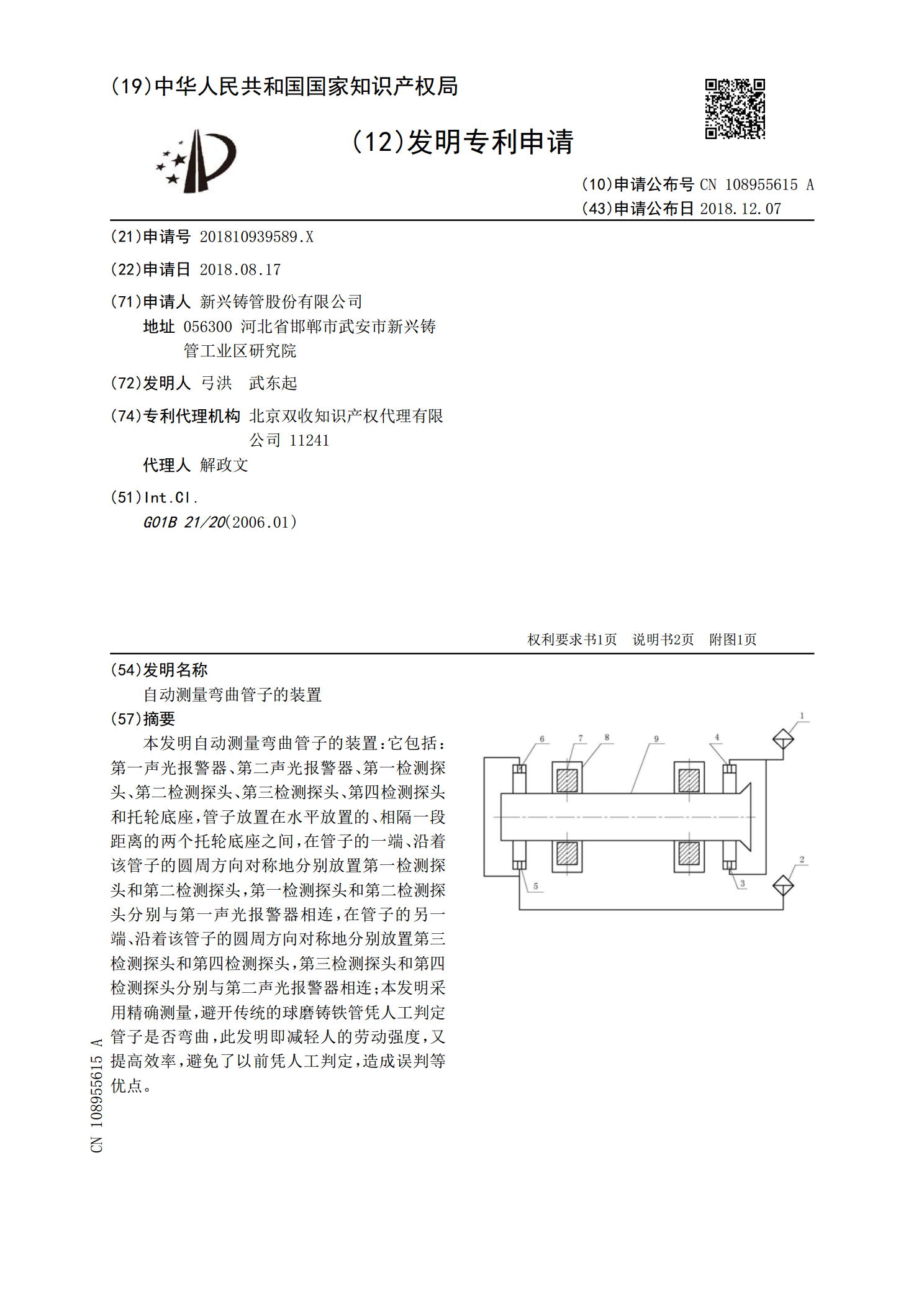
本发明自动测量弯曲管子的装置:它包括:第一声光报警器、第二声光报警器、第一检测探头、第二检测探头、第三检测探头、第四检测探头和托轮底座,管子放置在水平放置的、相隔一段距离的两个托轮底座之间,在管子的一端、沿着该管子的圆周方向对称地分别放置第一检测探头和第二检测探头,第一检测探头和第二检测探头分别与第一声光报警器相连,在管子的另一端、沿着该管子的圆周方向对称地分别放置第三检测探头和第四检测探头,第三检测探头和第四检测探头分别与第二声光报警器相连;本发明采用精确测量,避开传统的球磨铸铁管凭人工判定管子是否弯曲

管子的弯曲.ppt
7.3管子的弯曲(1)受力分析及易产生的缺陷(1)受力分析及易产生的缺陷管子外侧壁受拉应力,最外侧应力最大。而且管子弯曲时的变形度大(一般大于20%),所以外壁受到的拉伸力很大减薄严重。管子内侧壁受压力,最内侧应力最大。同上原因管子增厚严重,当应力超过临界应力时会使管子失稳变形,产生皱折。从以上两点来看,外侧拉应力和内侧压应力的合力将管子压扁,从而使管子变成椭圆形。(1)受力分析及易产生的缺陷(2)变形率要求及变形量计算7.3.2弯管方法b.手工热弯(2)冷弯机弯管a.有芯弯管a.有芯弯管b.无芯弯管b.

一种小直径管子弯曲成型装置.pdf
本发明一种小直径管子弯曲成型装置,包括工作台、压紧模和设置于该工作台上的弯管模及夹紧装置,其特征在于:该工作台设有导向槽和导向板,所述导向板为半圆弧形,且其在Z轴方向上的高度连续变化;所述弯管模外圆弧表面设有容纳管子的凹槽;所述压紧模包括主轴、设置于该主轴上的导向块及压紧滚轮,所述主轴下端与所述导向槽相连,所述导向块与所述导向板相接触,所述压紧滚轮的外圆表面设有与管子配合的凹槽。本发明通过施加在压紧模上的作用力,迫使压紧模在导向槽与导向板的双重引导下,与弯管模相互配合,从而到达高效率、高精度弯曲管子的目的
一种变曲率管子弯曲装置及方法.pdf
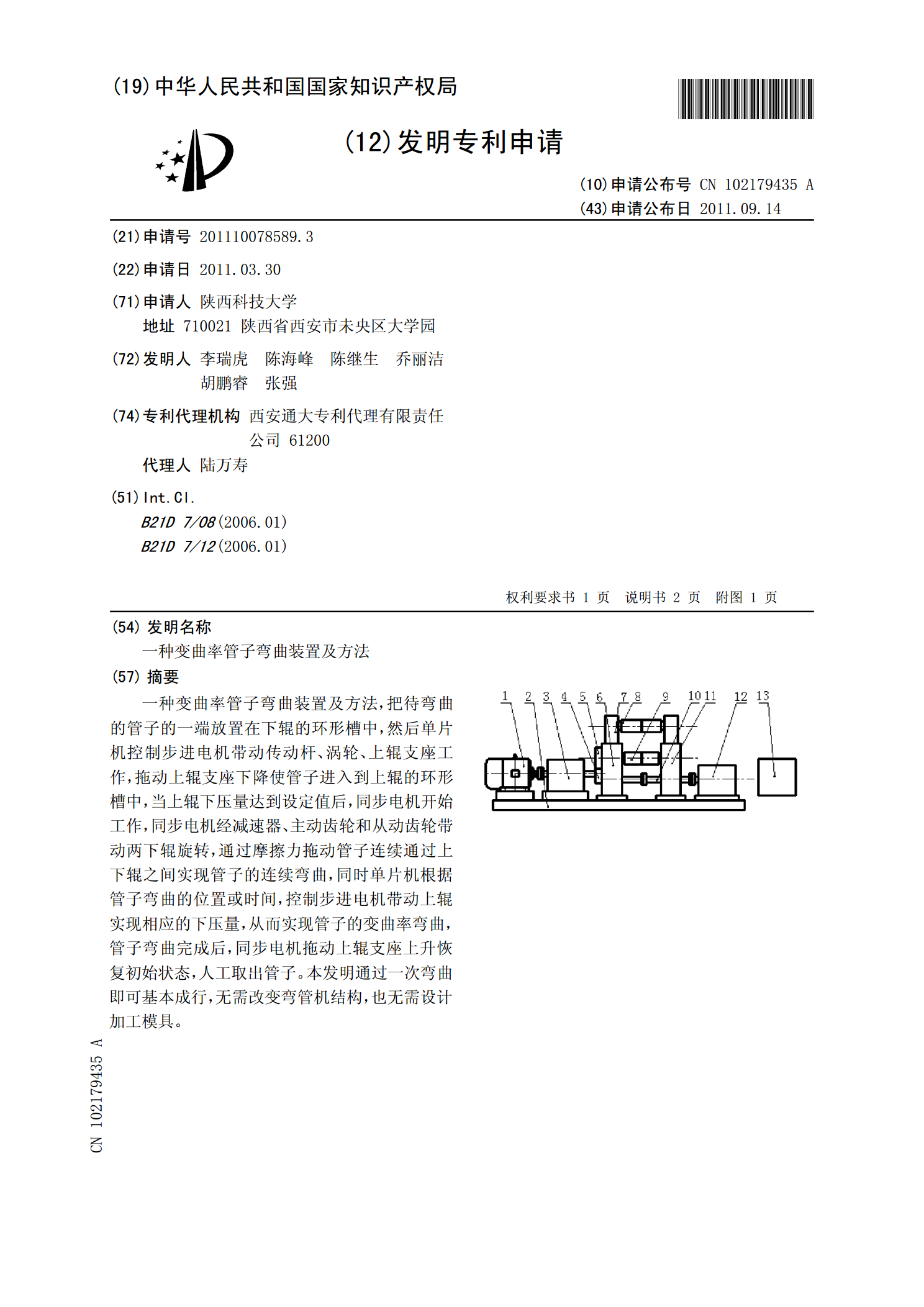
一种变曲率管子弯曲装置及方法,把待弯曲的管子的一端放置在下辊的环形槽中,然后单片机控制步进电机带动传动杆、涡轮、上辊支座工作,拖动上辊支座下降使管子进入到上辊的环形槽中,当上辊下压量达到设定值后,同步电机开始工作,同步电机经减速器、主动齿轮和从动齿轮带动两下辊旋转,通过摩擦力拖动管子连续通过上下辊之间实现管子的连续弯曲,同时单片机根据管子弯曲的位置或时间,控制步进电机带动上辊实现相应的下压量,从而实现管子的变曲率弯曲,管子弯曲完成后,同步电机拖动上辊支座上升恢复初始状态,人工取出管子。本发明通过一次弯曲即

钢筋弯曲机弯曲角度自动定位装置.pdf
本发明涉及钢筋弯曲机技术领域,具体地说是一种钢筋弯曲机弯曲角度自动定位装置,包括旋转编码器、齿轮组及电气控制系统,所述旋转编码器由电路连接电气控制系统,所述旋转编码器设置在弯曲机的主转轴后方与定位轴上方处,所述旋转编码器的旋转轴通过齿轮组传动连接主转轴;本发明的有益效果:结构新颖、简单,操作安全、方便,可以准确加工多种角度钢筋尺寸,无需操作人员进行多次调整误差,经由人机接口电控程序的控制,当调整钢筋弯曲的长度及位置时,仅需在面板上更换图型设定长度即可准确旋转到任意定点,达到钢筋弯曲机加工任意钢筋角度。所以