
管子的弯曲.ppt

sy****28

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

管子的弯曲.ppt
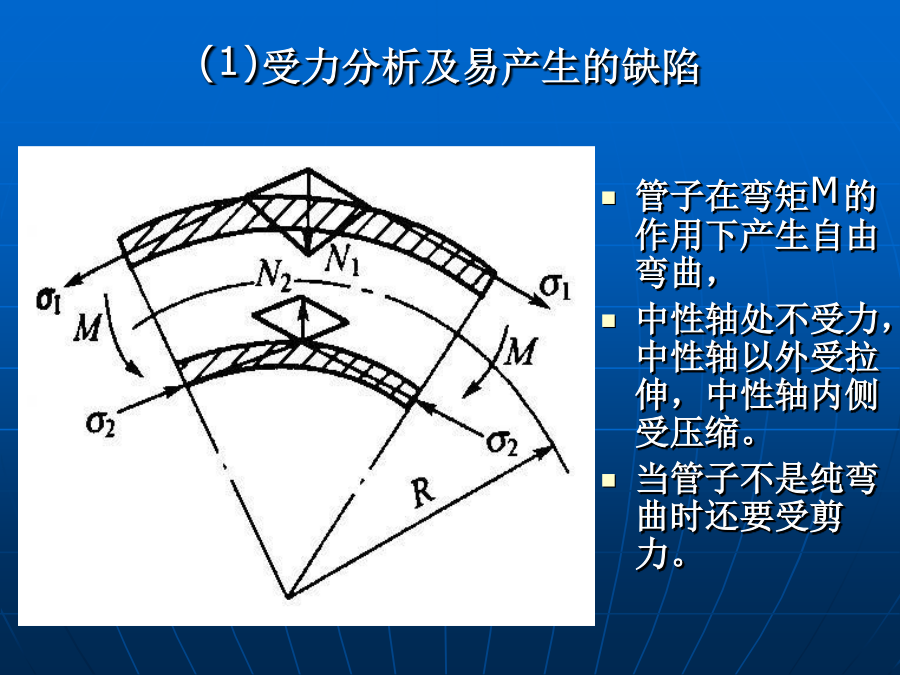
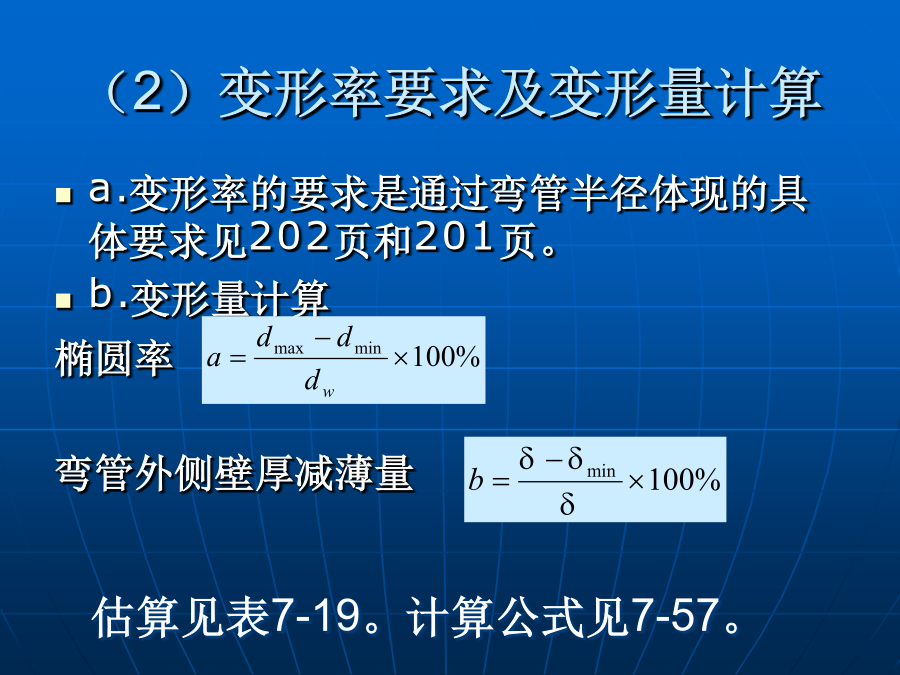
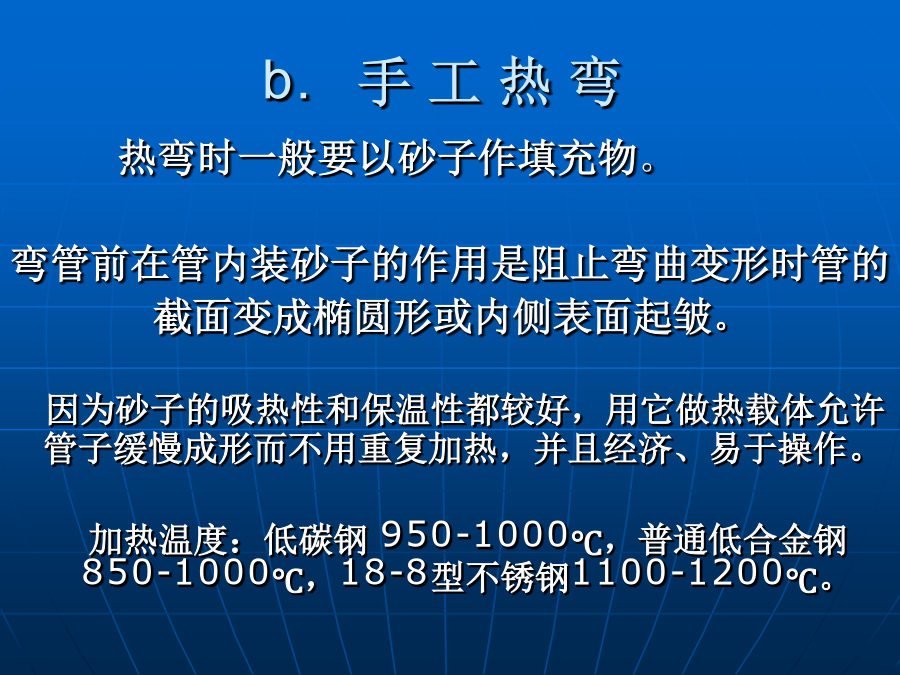
7.3管子的弯曲(1)受力分析及易产生的缺陷(1)受力分析及易产生的缺陷管子外侧壁受拉应力,最外侧应力最大。而且管子弯曲时的变形度大(一般大于20%),所以外壁受到的拉伸力很大减薄严重。管子内侧壁受压力,最内侧应力最大。同上原因管子增厚严重,当应力超过临界应力时会使管子失稳变形,产生皱折。从以上两点来看,外侧拉应力和内侧压应力的合力将管子压扁,从而使管子变成椭圆形。(1)受力分析及易产生的缺陷(2)变形率要求及变形量计算7.3.2弯管方法b.手工热弯(2)冷弯机弯管a.有芯弯管a.有芯弯管b.无芯弯管b.

弯曲管子的下料和管子校对方法.docx
弯曲管子的下料和管子校对方法弯曲管子的下料和管子校对方法摘要:弯曲管子在工业生产、建筑施工等领域中广泛应用,但其下料和校对过程是制造高质量弯曲管件的关键环节。本文主要讨论了弯曲管子的下料和校对方法,首先介绍了弯曲管子的基本工艺流程及其重要性,然后详细描述了弯曲管子的下料方法和校对方法,分别从计算管子长度、选择弯曲角度、确定管子的弯曲位置以及校对管子的精度等方面进行了阐述。最后,总结了弯曲管子的下料和校对方法对提高弯曲管件质量和生产效率具有重要意义。关键词:弯曲管子、下料、校对、工艺流程、弯曲角度1.引言弯
自动测量弯曲管子的装置.pdf
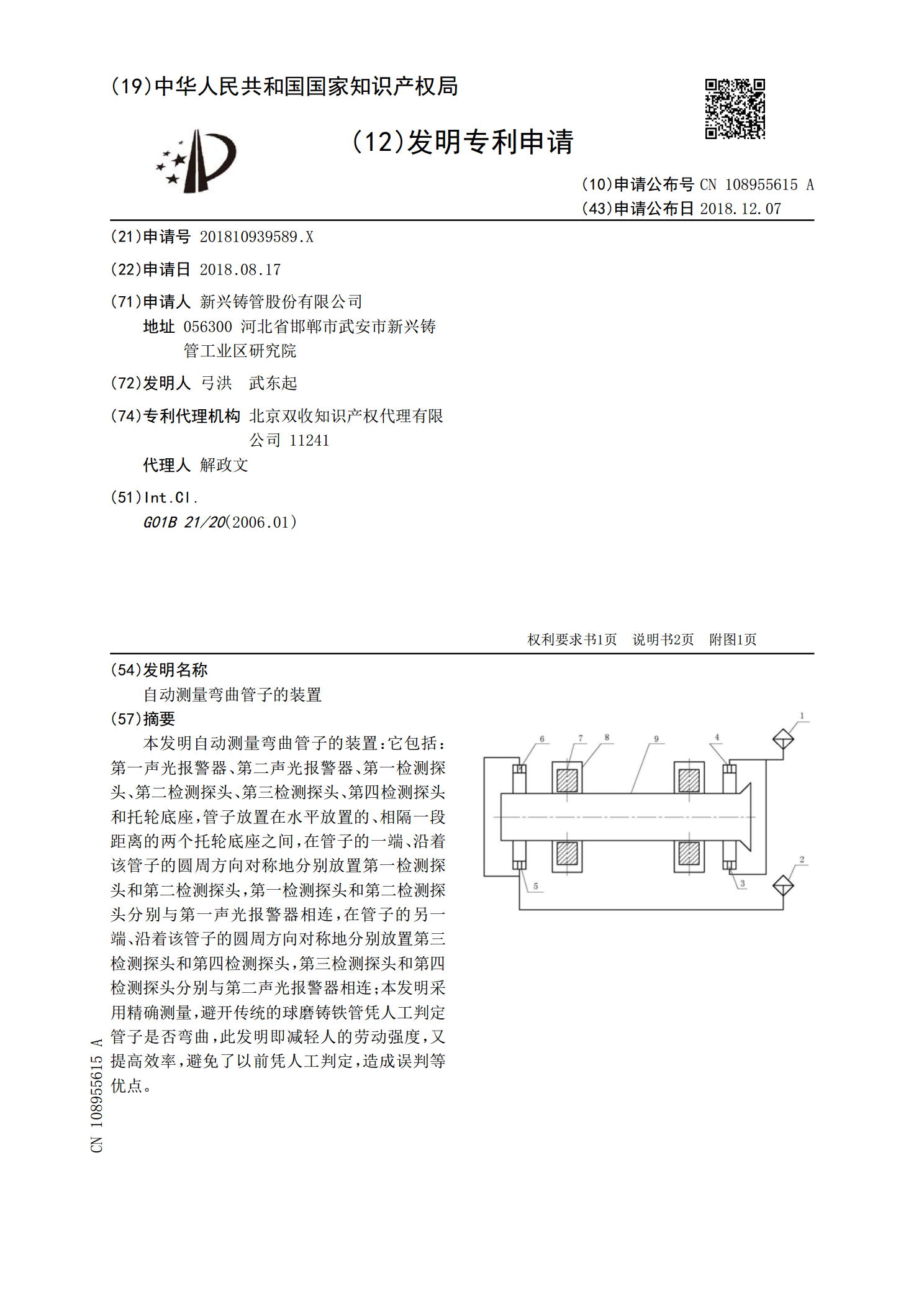
本发明自动测量弯曲管子的装置:它包括:第一声光报警器、第二声光报警器、第一检测探头、第二检测探头、第三检测探头、第四检测探头和托轮底座,管子放置在水平放置的、相隔一段距离的两个托轮底座之间,在管子的一端、沿着该管子的圆周方向对称地分别放置第一检测探头和第二检测探头,第一检测探头和第二检测探头分别与第一声光报警器相连,在管子的另一端、沿着该管子的圆周方向对称地分别放置第三检测探头和第四检测探头,第三检测探头和第四检测探头分别与第二声光报警器相连;本发明采用精确测量,避开传统的球磨铸铁管凭人工判定管子是否弯曲

管子弯曲时壁厚变薄研究.docx
管子弯曲时壁厚变薄研究管子在弯曲过程中壁厚会发生变薄的现象,这一现象在工程实践中经常出现,给工程设计和安全使用带来了一定的挑战。因此,本论文旨在探讨管子在弯曲过程中壁厚变薄的原因,并从材料特性、弯曲过程以及设计和使用等方面提出相应的解决措施。一、管道材料特性对壁厚变薄的影响1.材料硬度:管道材料的硬度对管道的壁厚变薄影响较大。材料硬度越高,管道在弯曲过程中容易发生塑性变形,导致壁厚变薄。因此,在设计管道材料时,应选择具有适当硬度的材料,以减少壁厚变薄的发生。2.材料的应变硬化指数:管道材料的应变硬化指数也
一种变曲率管子弯曲装置及方法.pdf
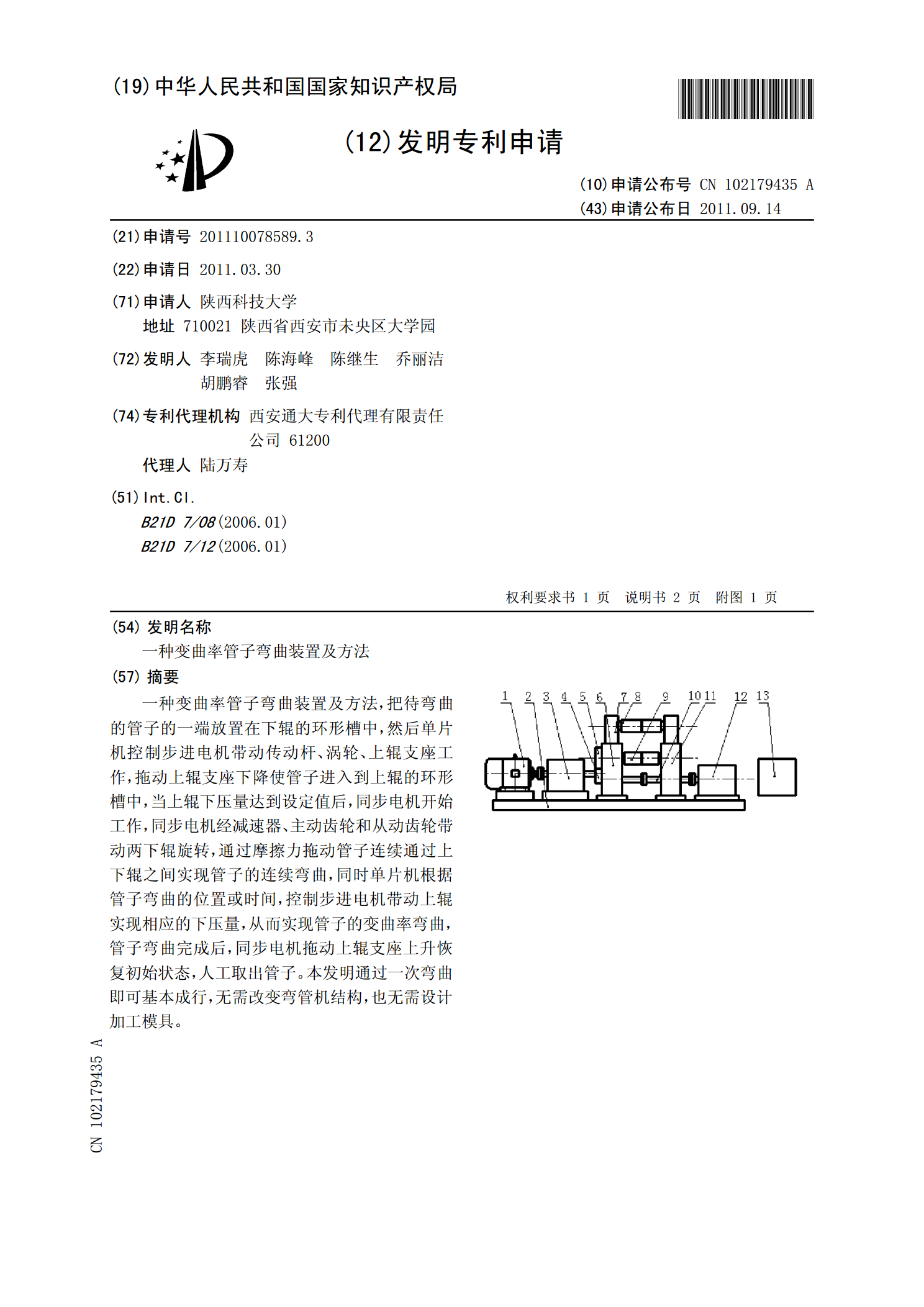
一种变曲率管子弯曲装置及方法,把待弯曲的管子的一端放置在下辊的环形槽中,然后单片机控制步进电机带动传动杆、涡轮、上辊支座工作,拖动上辊支座下降使管子进入到上辊的环形槽中,当上辊下压量达到设定值后,同步电机开始工作,同步电机经减速器、主动齿轮和从动齿轮带动两下辊旋转,通过摩擦力拖动管子连续通过上下辊之间实现管子的连续弯曲,同时单片机根据管子弯曲的位置或时间,控制步进电机带动上辊实现相应的下压量,从而实现管子的变曲率弯曲,管子弯曲完成后,同步电机拖动上辊支座上升恢复初始状态,人工取出管子。本发明通过一次弯曲即