
一种拆卸式可调长桁夹紧定位装置和定位方法.pdf

哲妍****彩妍


1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种拆卸式可调长桁夹紧定位装置和定位方法.pdf
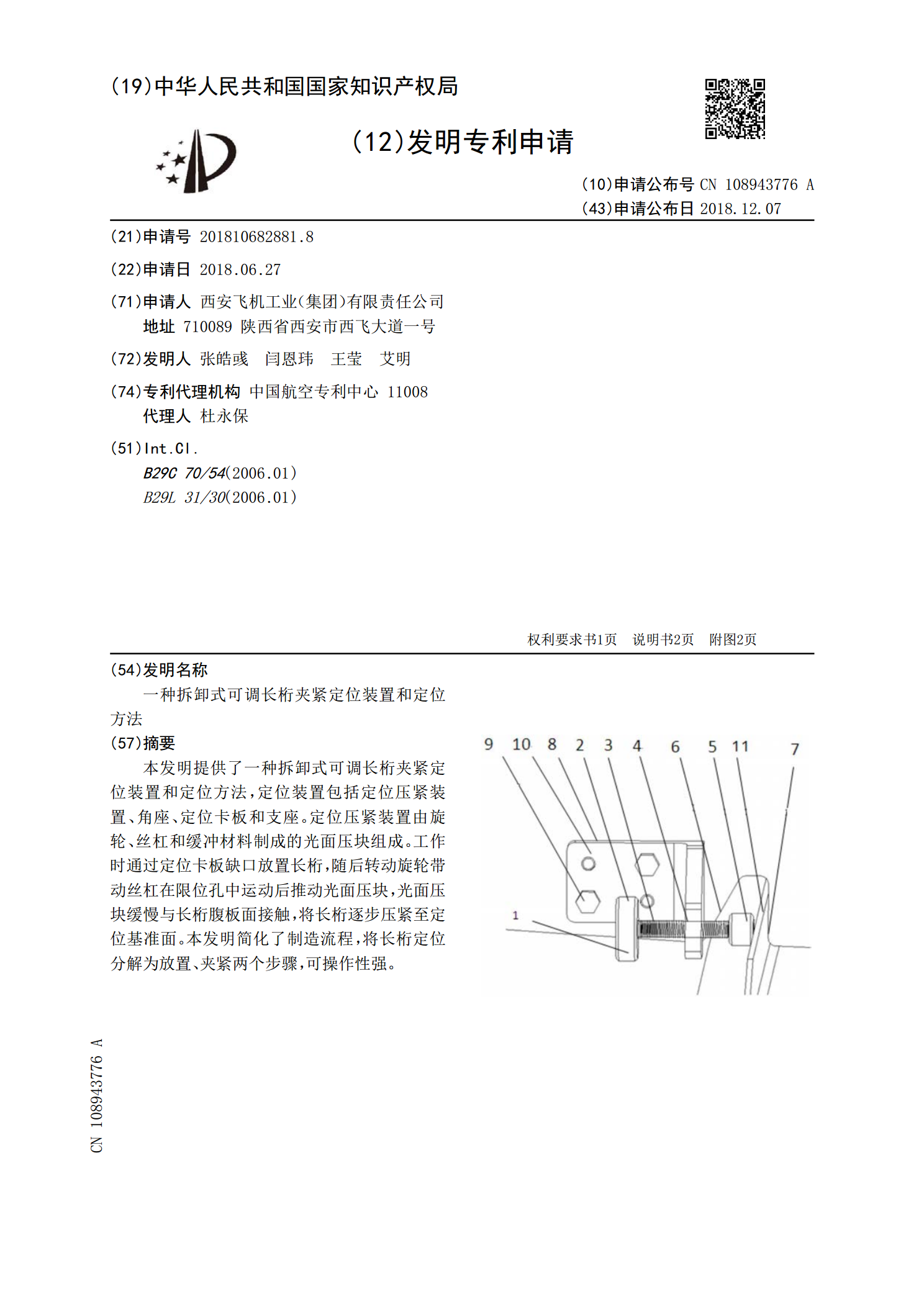
本发明提供了一种拆卸式可调长桁夹紧定位装置和定位方法,定位装置包括定位压紧装置、角座、定位卡板和支座。定位压紧装置由旋轮、丝杠和缓冲材料制成的光面压块组成。工作时通过定位卡板缺口放置长桁,随后转动旋轮带动丝杠在限位孔中运动后推动光面压块,光面压块缓慢与长桁腹板面接触,将长桁逐步压紧至定位基准面。本发明简化了制造流程,将长桁定位分解为放置、夹紧两个步骤,可操作性强。
一种帽型长桁整体定位装置及方法.pdf
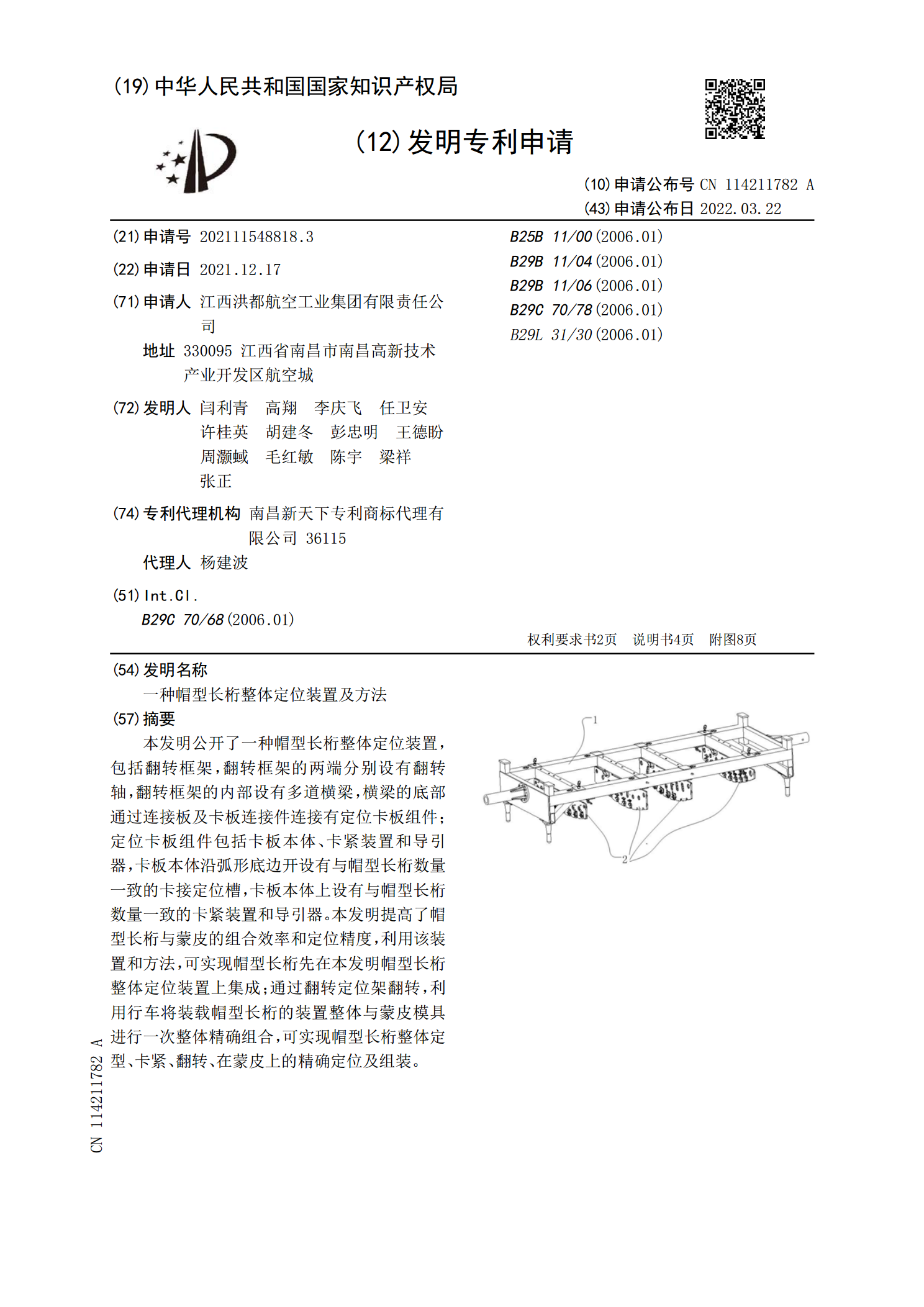
本发明公开了一种帽型长桁整体定位装置,包括翻转框架,翻转框架的两端分别设有翻转轴,翻转框架的内部设有多道横梁,横梁的底部通过连接板及卡板连接件连接有定位卡板组件;定位卡板组件包括卡板本体、卡紧装置和导引器,卡板本体沿弧形底边开设有与帽型长桁数量一致的卡接定位槽,卡板本体上设有与帽型长桁数量一致的卡紧装置和导引器。本发明提高了帽型长桁与蒙皮的组合效率和定位精度,利用该装置和方法,可实现帽型长桁先在本发明帽型长桁整体定位装置上集成;通过翻转定位架翻转,利用行车将装载帽型长桁的装置整体与蒙皮模具进行一次整体精确

一种可调导管定位夹紧器.pdf
本申请提供一种可调导管定位夹紧器,所述定位夹紧器包括后面板1、定位器3、齿轮4、其中:所述定位器3均匀设置在所述后面板1的内侧边缘且所述定位器3的长度方向均沿着所述后面板1的半径方向,所述定位器3的数量为至少三个;齿轮均匀设置在两个所述定位器3之间,所述齿轮的数量为至少四个。
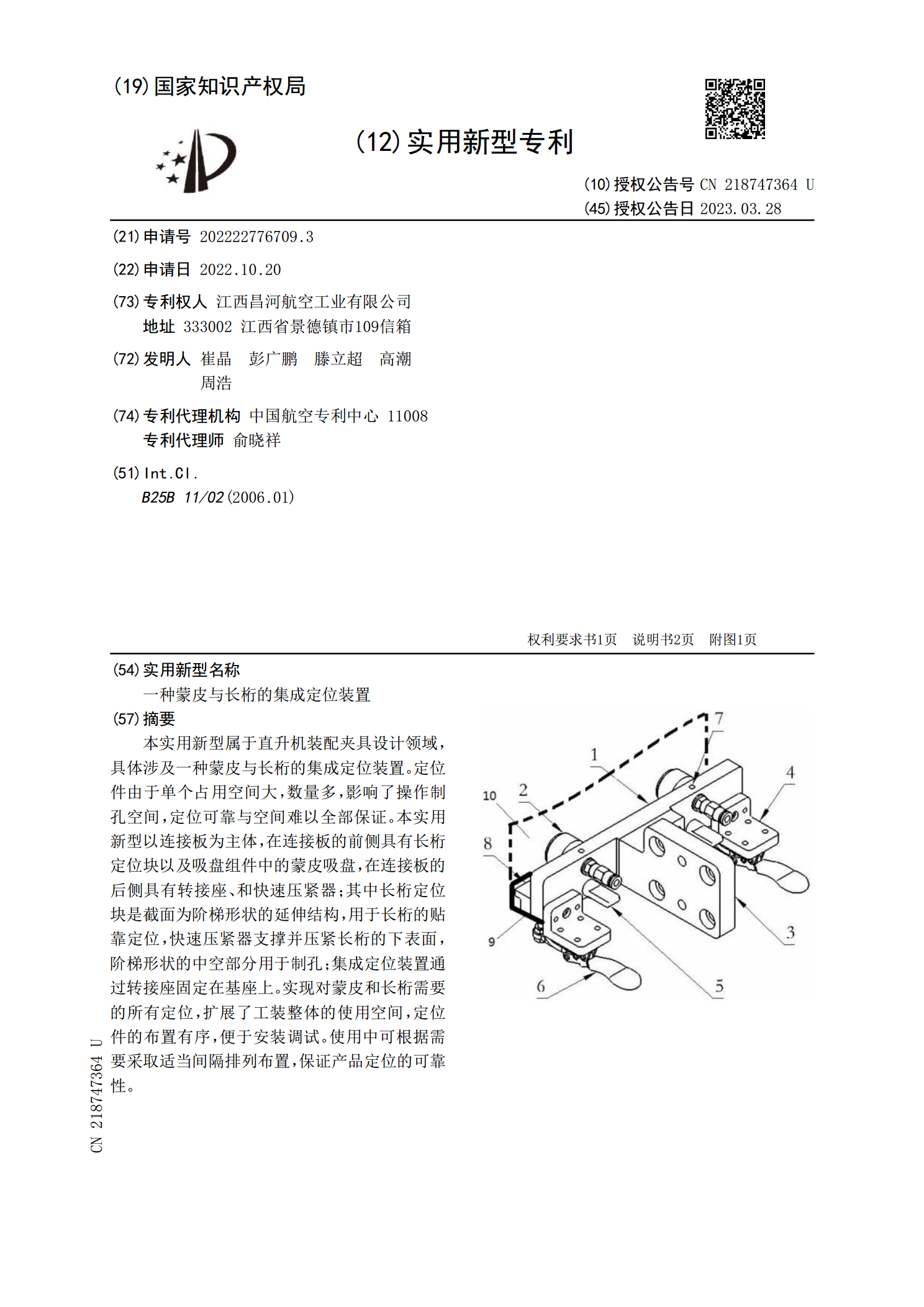
一种蒙皮与长桁的集成定位装置.pdf
本实用新型属于直升机装配夹具设计领域,具体涉及一种蒙皮与长桁的集成定位装置。定位件由于单个占用空间大,数量多,影响了操作制孔空间,定位可靠与空间难以全部保证。本实用新型以连接板为主体,在连接板的前侧具有长桁定位块以及吸盘组件中的蒙皮吸盘,在连接板的后侧具有转接座、和快速压紧器;其中长桁定位块是截面为阶梯形状的延伸结构,用于长桁的贴靠定位,快速压紧器支撑并压紧长桁的下表面,阶梯形状的中空部分用于制孔;集成定位装置通过转接座固定在基座上。实现对蒙皮和长桁需要的所有定位,扩展了工装整体的使用空间,定位件的布置有
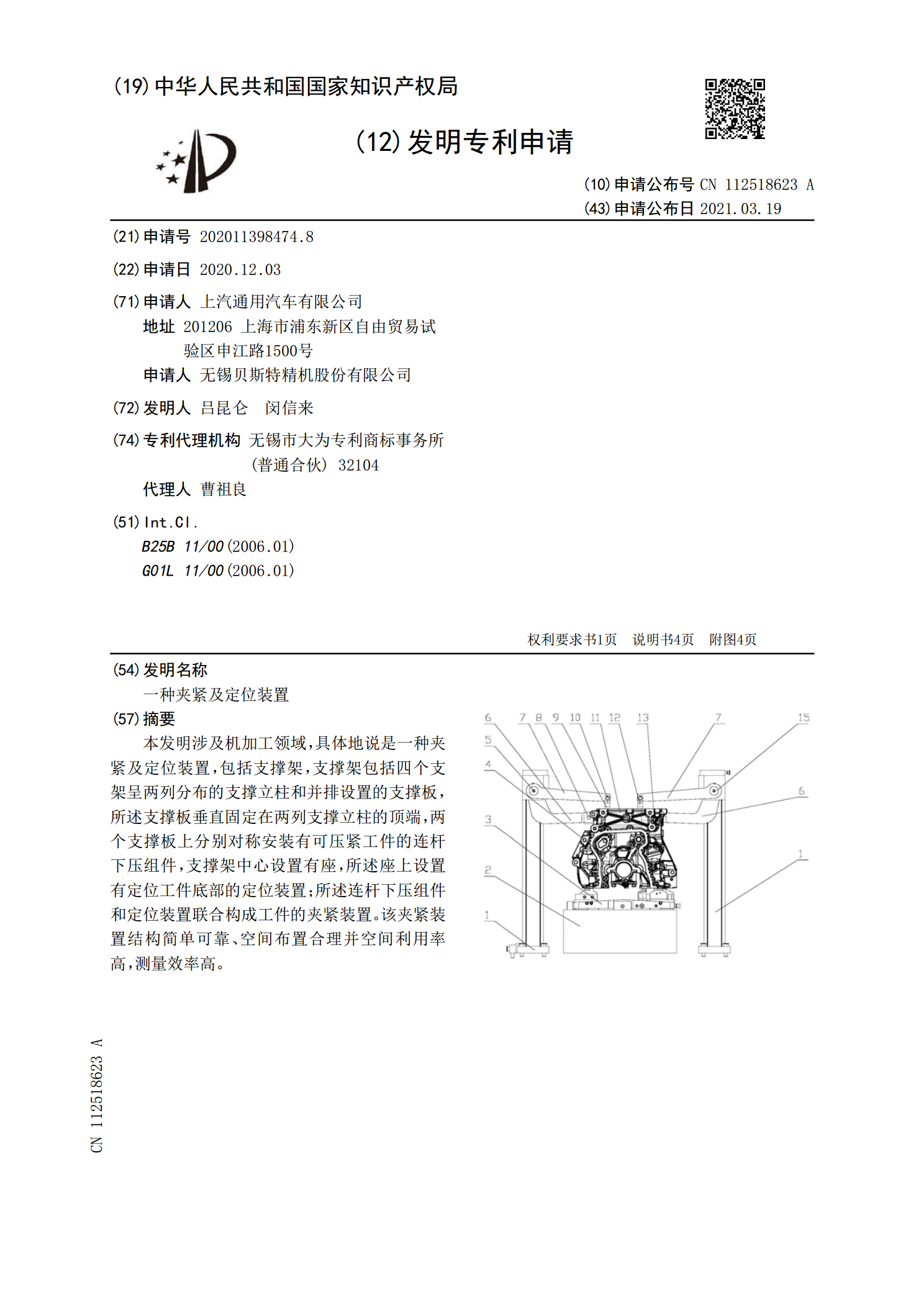
一种夹紧及定位装置.pdf
本发明涉及机加工领域,具体地说是一种夹紧及定位装置,包括支撑架,支撑架包括四个支架呈两列分布的支撑立柱和并排设置的支撑板,所述支撑板垂直固定在两列支撑立柱的顶端,两个支撑板上分别对称安装有可压紧工件的连杆下压组件,支撑架中心设置有座,所述座上设置有定位工件底部的定位装置;所述连杆下压组件和定位装置联合构成工件的夹紧装置。该夹紧装置结构简单可靠、空间布置合理并空间利用率高,测量效率高。