
一种夹紧及定位装置.pdf

听云****君哇

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种定位夹紧装置.pdf
一种定位夹紧装置,其特征是它主要由底板(1)、顶尖支座(3)、导向套(4)、压簧(5)、顶尖调节螺母(6)、顶尖(7)、翻板(11)、定位套(12)、锥形插销(13)、丝杆套(14)、丝杆(15)、手轮(16)、压紧锥(17)和支座(18)组成。本发明的定位夹紧装置将工件放置在所述导顶尖与压紧锥之间,并翻合翻板,把锥形插销插入工件内侧上口部位,使得毛坯中心几乎与加工部位的中心重合,拧紧压紧螺丝,使压紧块压紧工件,再拧紧锁紧螺丝然后拿掉锥形插销,翻开翻板,这时可进入机加工。这就大大保证了产品的尺寸精度,提高
一种夹紧及定位装置.pdf
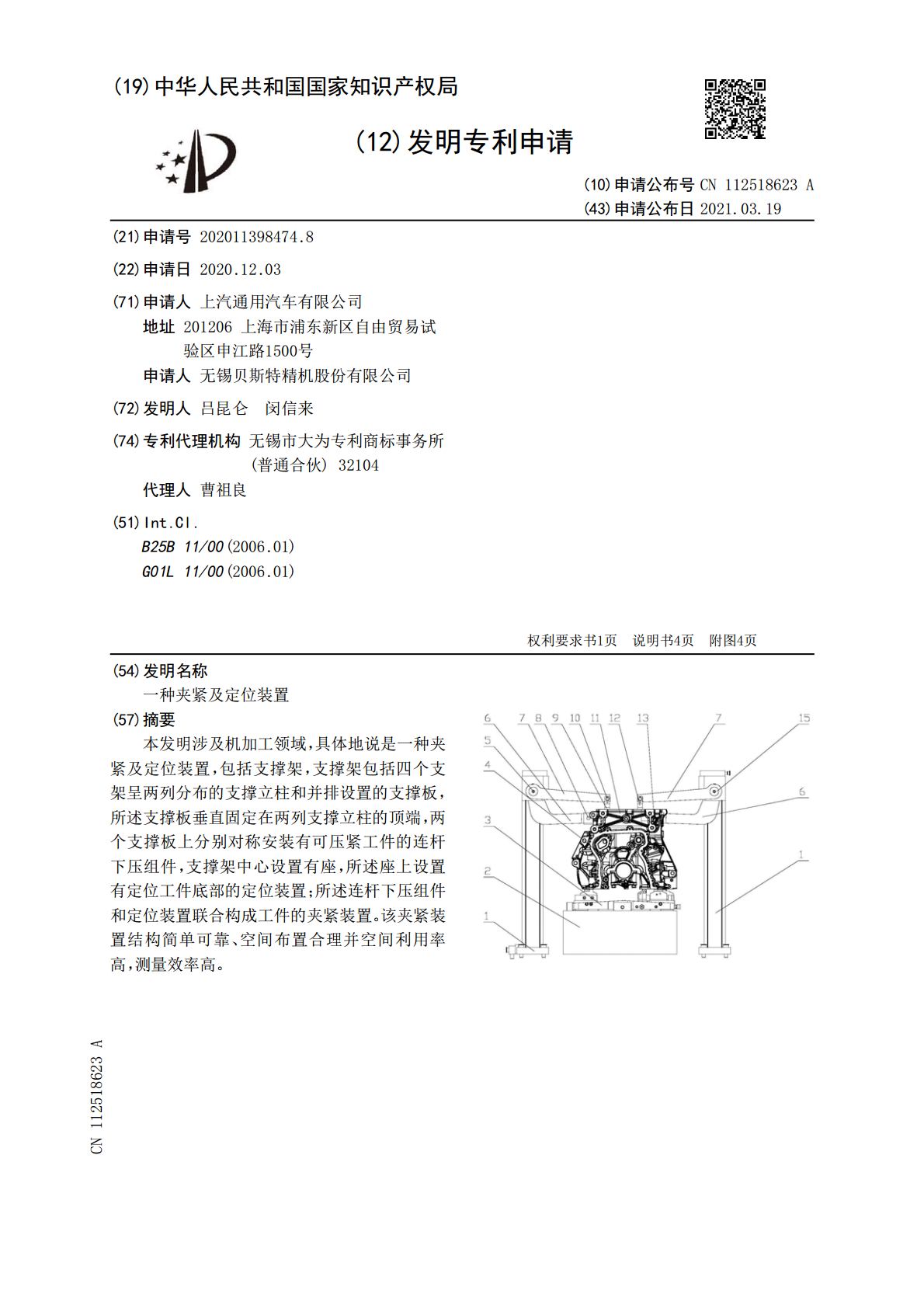
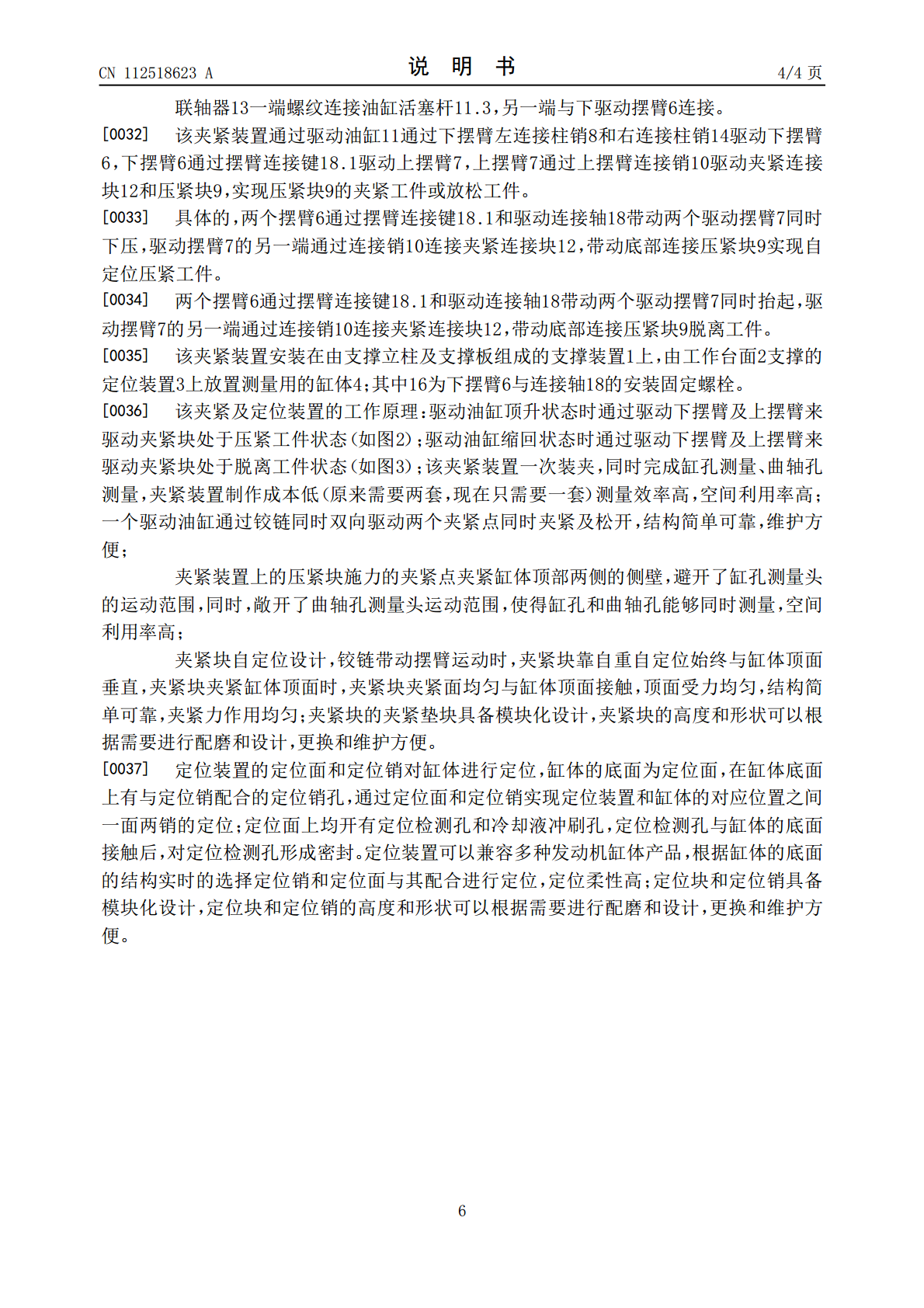
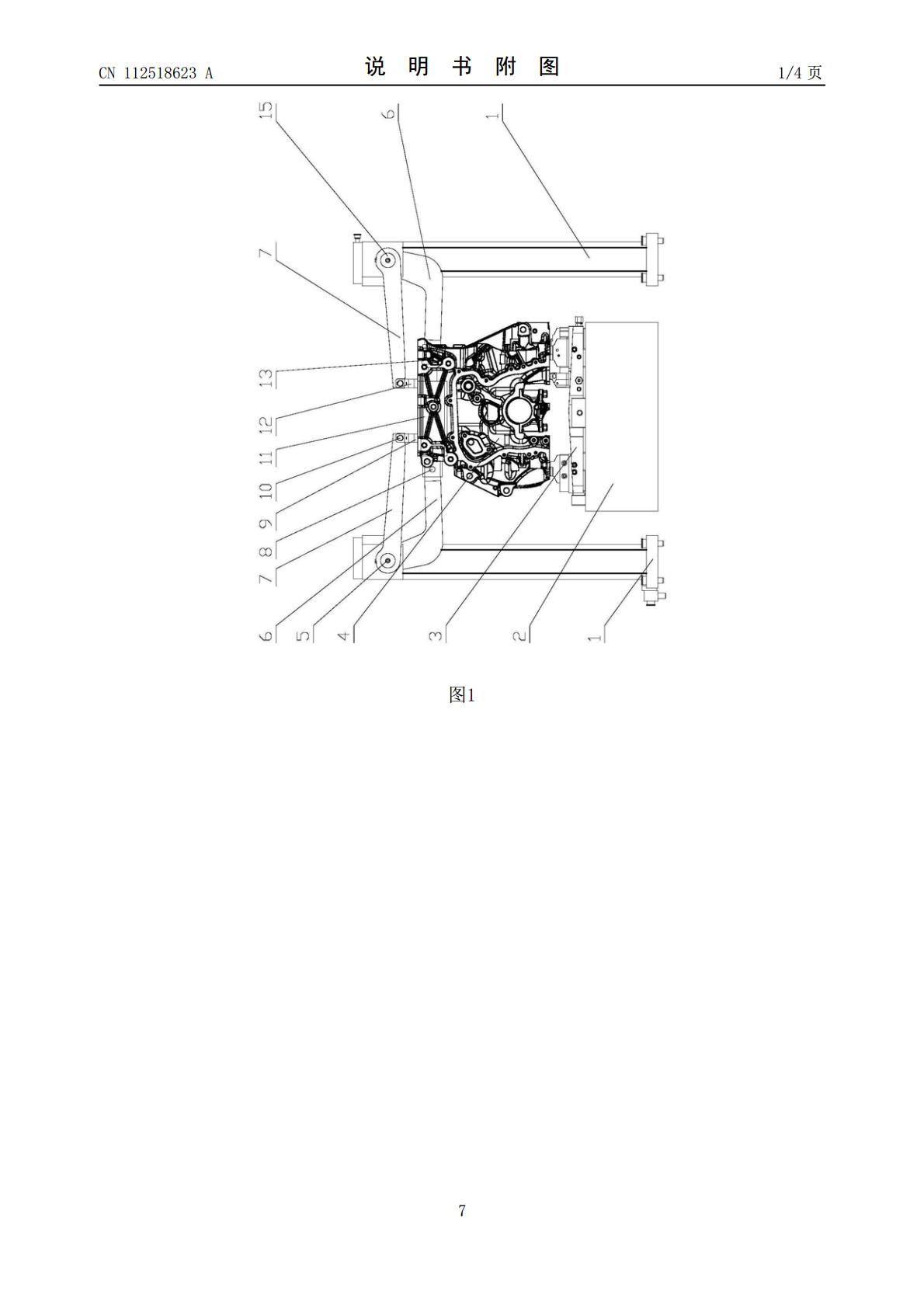
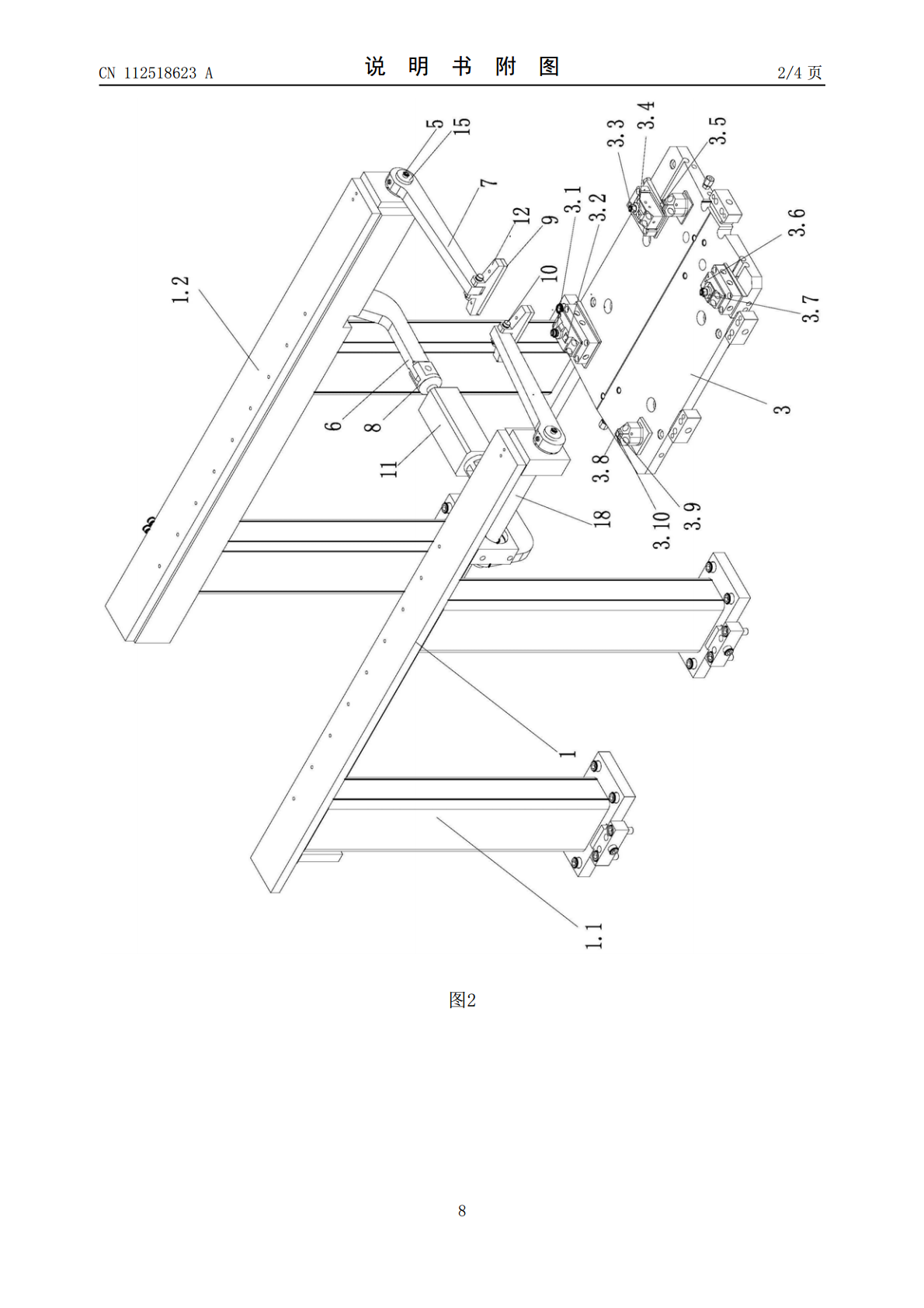
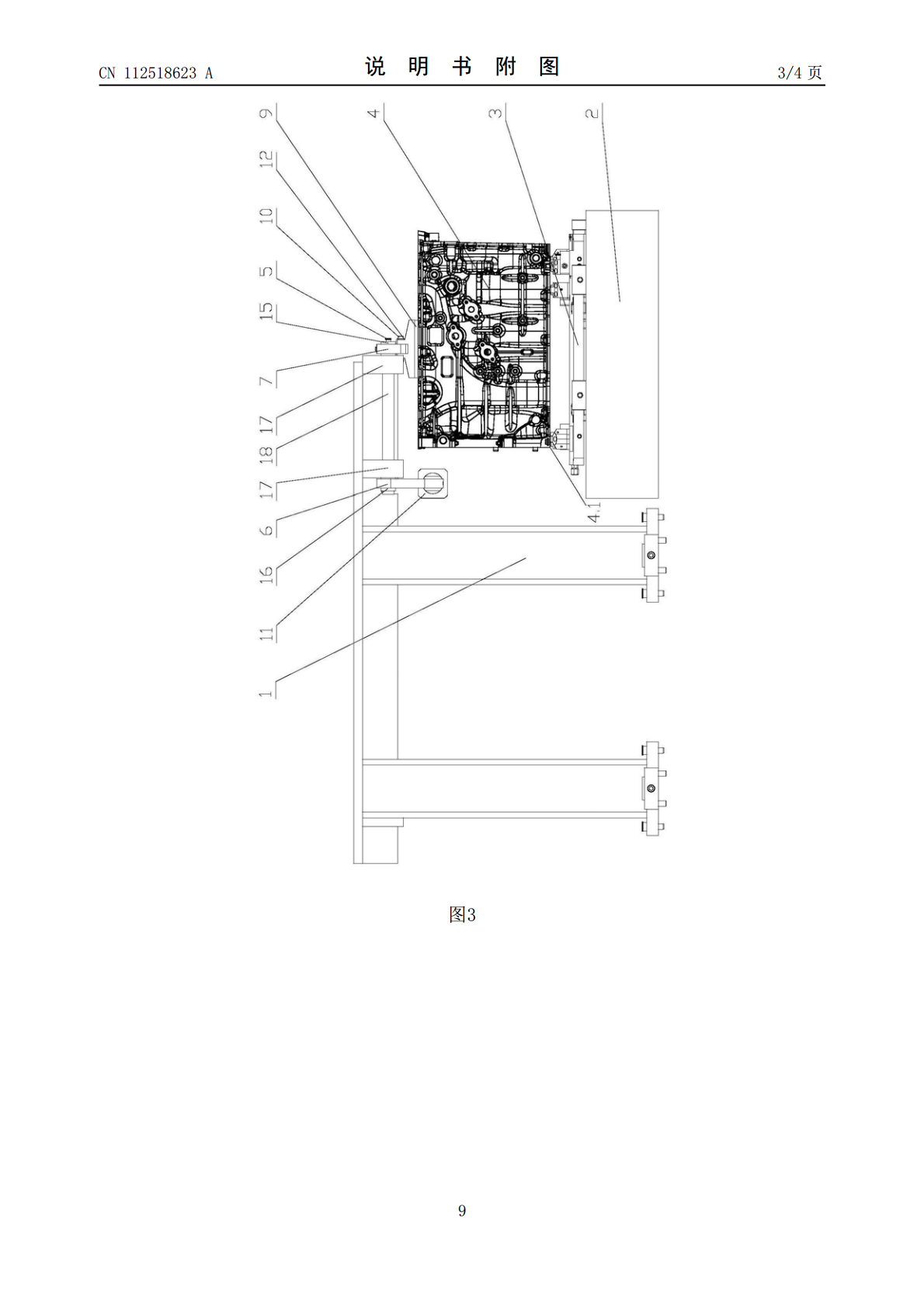
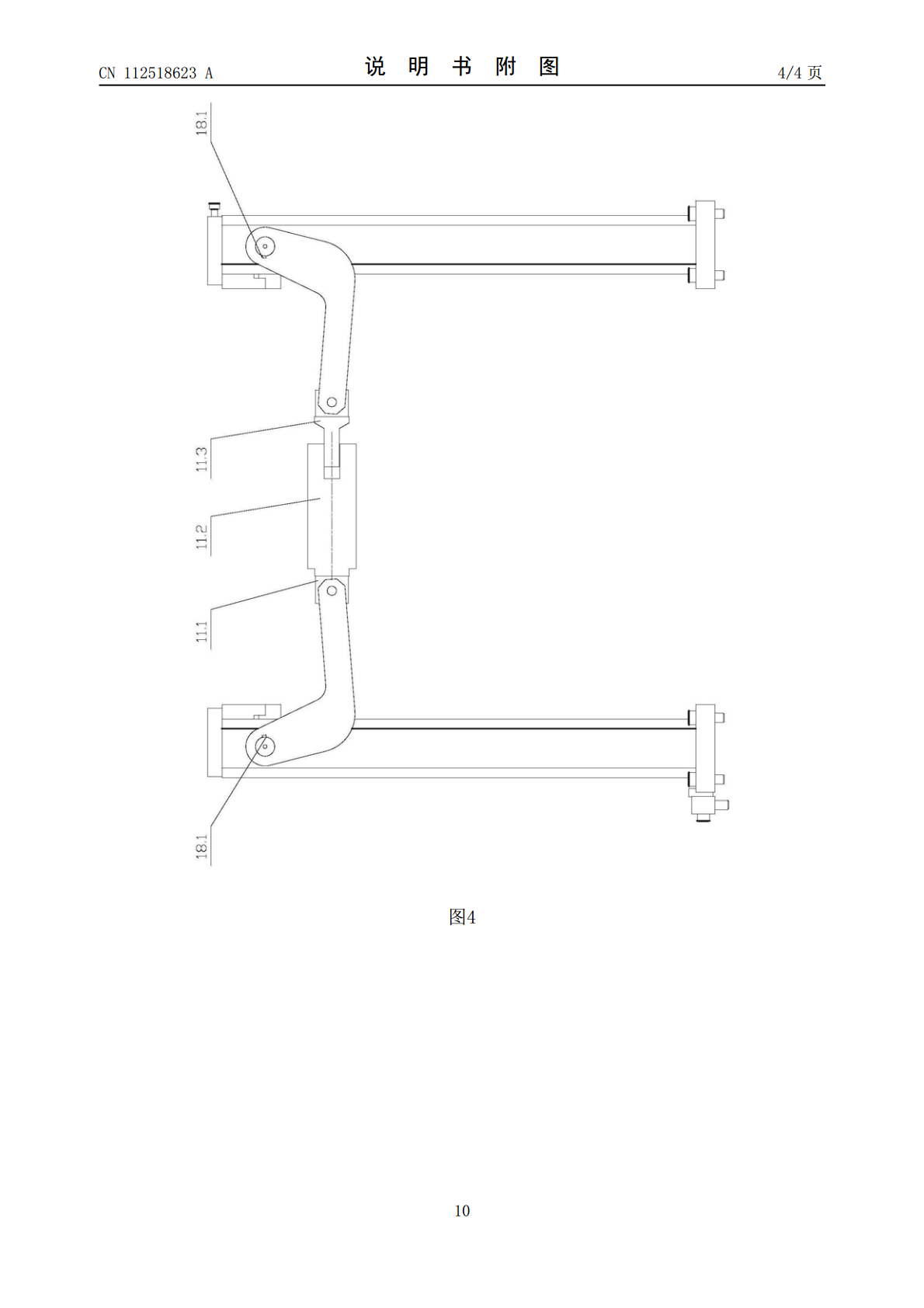
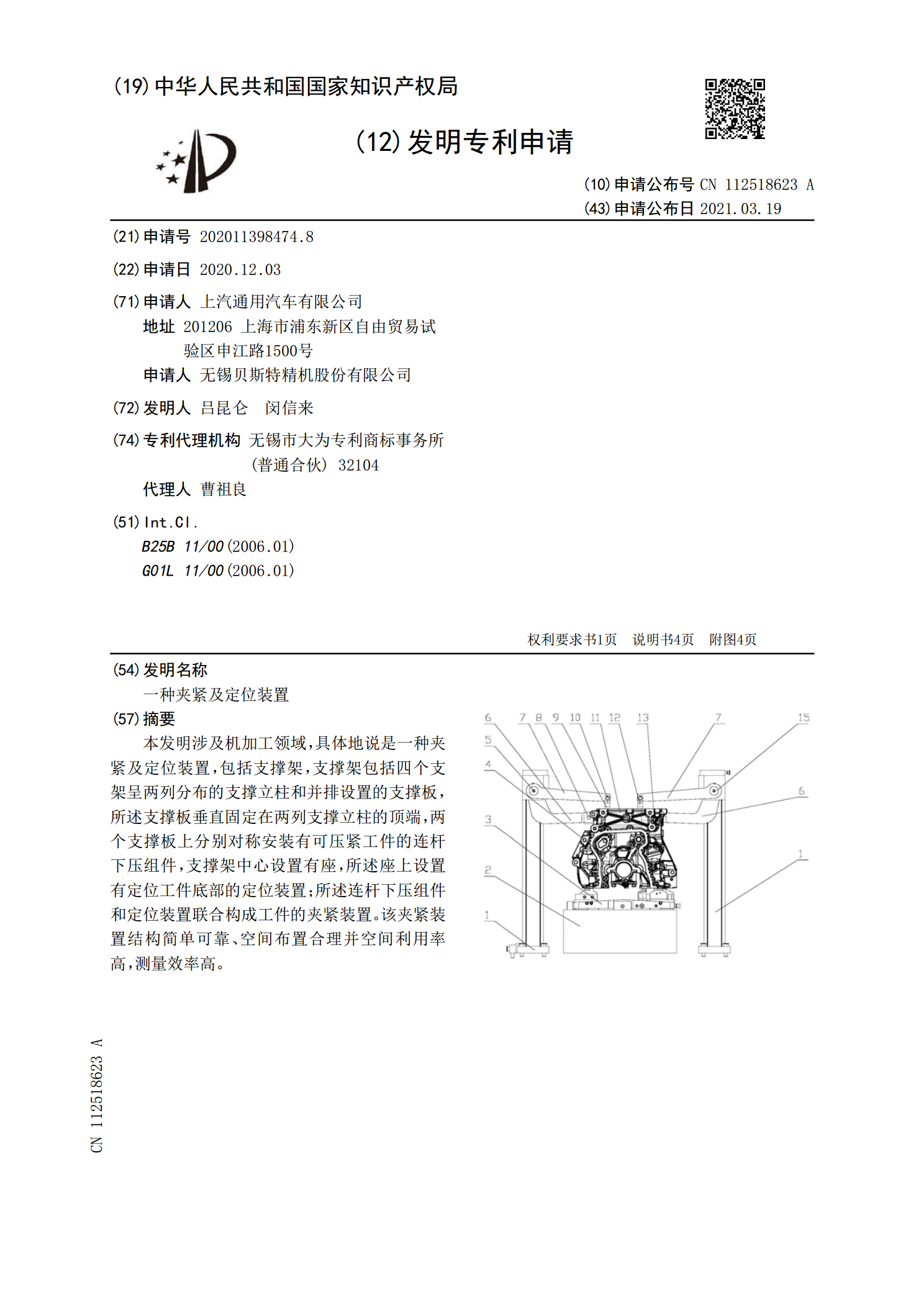
本发明涉及机加工领域,具体地说是一种夹紧及定位装置,包括支撑架,支撑架包括四个支架呈两列分布的支撑立柱和并排设置的支撑板,所述支撑板垂直固定在两列支撑立柱的顶端,两个支撑板上分别对称安装有可压紧工件的连杆下压组件,支撑架中心设置有座,所述座上设置有定位工件底部的定位装置;所述连杆下压组件和定位装置联合构成工件的夹紧装置。该夹紧装置结构简单可靠、空间布置合理并空间利用率高,测量效率高。

一种膜片定位夹紧装置.pdf
本发明涉及一种膜片定位夹紧装置,包括开槽螺母、左旋螺杆、右旋螺杆、调节环;左旋螺杆的外螺纹与开槽螺母左旋螺纹孔的内螺纹匹配,外螺纹沿周向形成牙槽交错结构;左旋螺杆的内部具有与风洞激波管直径相同的通孔;右旋螺杆的外螺纹与开槽螺母右旋螺纹孔的内螺纹匹配,外螺纹沿周向形成牙槽交错结构;右旋螺杆的通孔为风洞喷管的喉道段;压缩空气经左旋螺杆内的长槽调节环内部,作用在膜片左端,当膜片破裂后,压缩空气经右旋螺杆的长槽进入风洞喷管。本发明仅通过激波管和喷管的液压推拉机构,即可将杆插入到开槽螺母内;通过设置摆动液压缸驱动开
一种手动定位夹紧装置.pdf
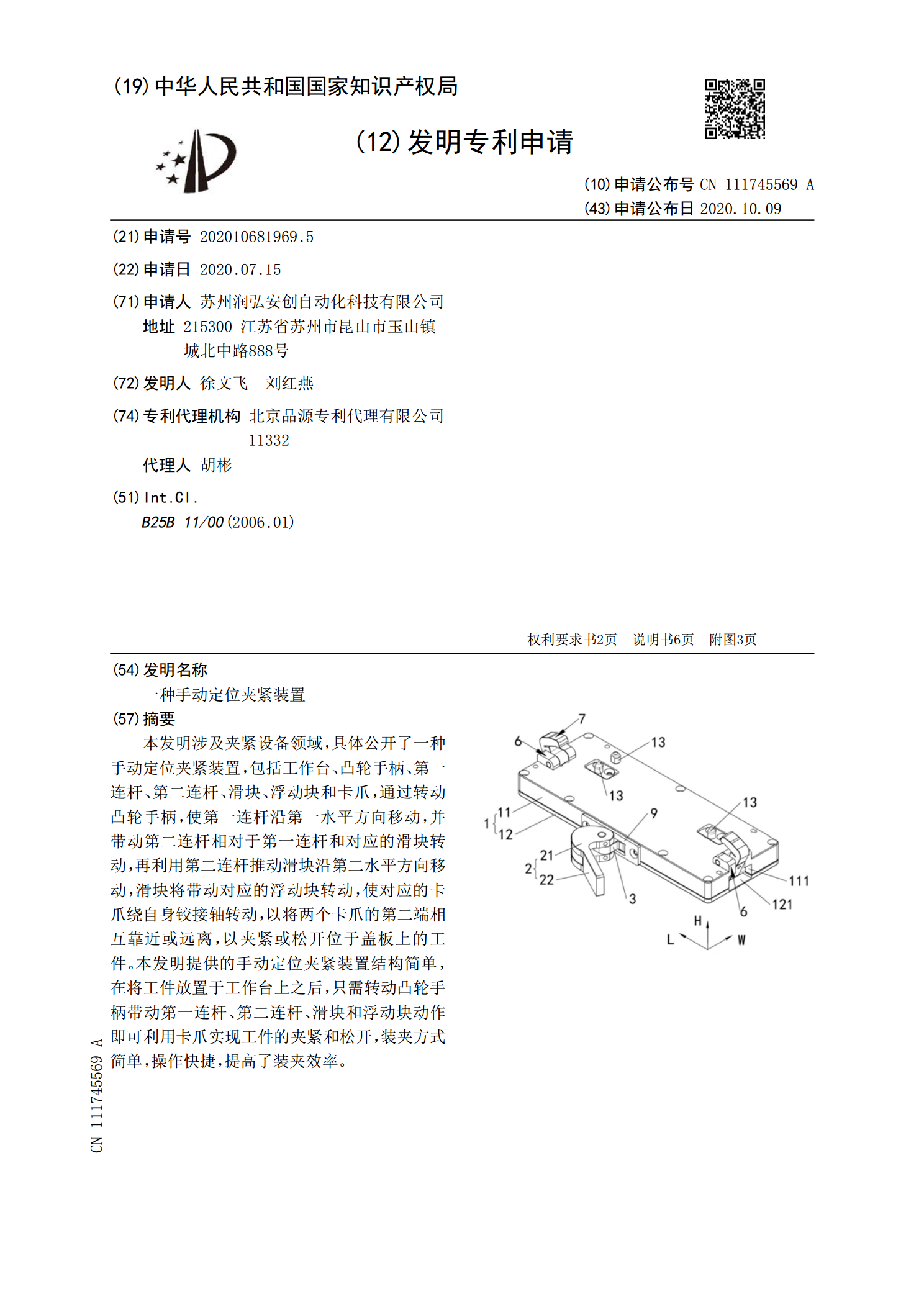
本发明涉及夹紧设备领域,具体公开了一种手动定位夹紧装置,包括工作台、凸轮手柄、第一连杆、第二连杆、滑块、浮动块和卡爪,通过转动凸轮手柄,使第一连杆沿第一水平方向移动,并带动第二连杆相对于第一连杆和对应的滑块转动,再利用第二连杆推动滑块沿第二水平方向移动,滑块将带动对应的浮动块转动,使对应的卡爪绕自身铰接轴转动,以将两个卡爪的第二端相互靠近或远离,以夹紧或松开位于盖板上的工件。本发明提供的手动定位夹紧装置结构简单,在将工件放置于工作台上之后,只需转动凸轮手柄带动第一连杆、第二连杆、滑块和浮动块动作即可利用卡

一种水泵定位夹紧装置.pdf
本实用新型公开了一种水泵定位夹紧装置,包括工作台和设置在该工作台上表面中部用于托举待检测的水泵本体的底部支撑架,底部支撑架的正上方还设置有能够沿竖直方向升降且与该底部支撑架相适配的顶部限位机构;顶部限位机构包括水平设置的装配板和通过多个呈竖直状态的弹性连接件平行设置在装配板的正下方的限位板,限位板的中心处贯穿设置有水泵本体顶部转轴可部分穿过的定位孔。该装置在使用时克服现有技术中的固定装置在对水泵进行固定时,其固定的稳定性不佳,在转轴进行转动时无法保证水泵本体的稳定性,从而影响了检测精度,而且不便于驱动转轴