
一种金属工件的表面处理方法.pdf

景山****魔王

1/9

2/9

3/9
4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属工件表面热处理方法.pdf
本发明公开了一种金属工件表面热处理方法,按以下步骤进行:①装炉:将金属工件清洗吹干后放在空气炉中进行预热,预热温度250‑280℃,预热时间40min;②氮化:将预热后的金属工件置于氮化炉内,加热并加入氮化盐进行盐浴氮化,在温度为570℃的状态下保温2h;③氧化:将氮化后的金属工件置于盐熔炉中通氧气进行氧化,氧化温度350℃,时间40min。④清洗:将氧化后的金属工件进行清洗,水温控制在60~80℃。本发明能降低产品变形性和处理成本,提高产品质量。
一种金属工件的表面处理方法.pdf
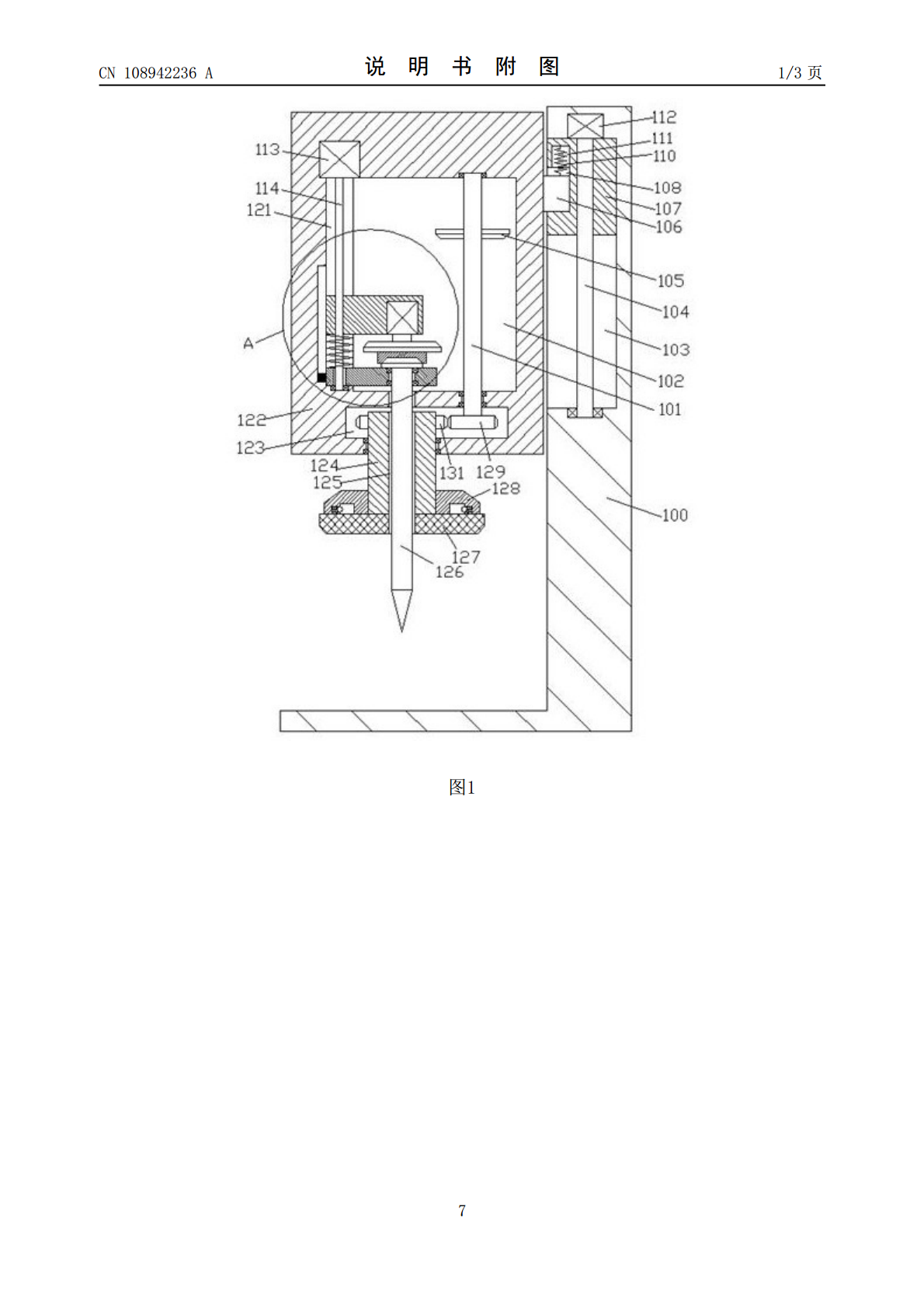
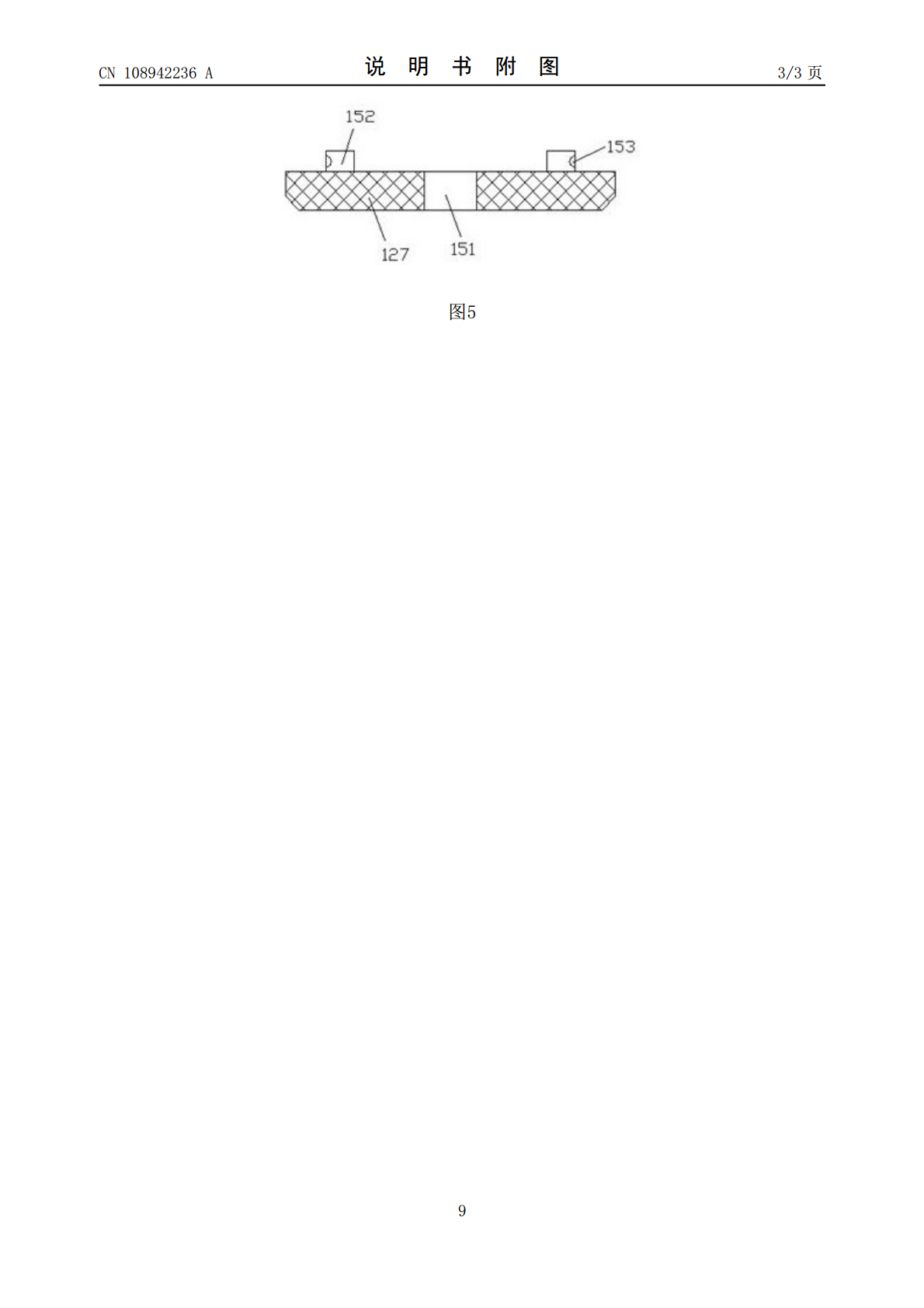
本发明公开了一种金属工件的表面处理方法,包括立架,所述立架左侧设有处理座体,所述处理座体内设有第一传递腔,所述第一传递腔底壁内转动配合安装有转向筒,所述转向筒底部延伸段伸出所述处理座体底部端面外且底部末端设置有抛光装置,所述转向筒顶部延伸段伸进所述第一传递腔内且外周固设有第一齿轮,所述转向筒上下贯穿设有第一穿槽,所述第一穿槽内间隙配合安装有钻头,所述第一传递腔上侧的所述处理座体内设有第二传递腔,所述第二传递腔与所述第一传递腔之间连通设有与所述第一穿槽相对的第二穿槽,所述钻头与所述第二穿槽间隙配合。

一种新型的金属工件的表面处理方法.pdf
本发明公开了一种新型的金属工件的表面处理方法,包括立架,所述立架左侧设有处理座体,所述处理座体内设有第一传递腔,所述第一传递腔底壁内转动配合安装有转向筒,所述转向筒底部延伸段伸出所述处理座体底部端面外且底部末端设置有抛光装置,所述转向筒顶部延伸段伸进所述第一传递腔内且外周固设有第一齿轮,所述转向筒上下贯穿设有第一穿槽,所述第一穿槽内间隙配合安装有钻头,所述第一传递腔上侧的所述处理座体内设有第二传递腔,所述第二传递腔与所述第一传递腔之间连通设有与所述第一穿槽相对的第二穿槽,所述钻头与所述第二穿槽间隙配合。

一种改进的金属工件的表面处理方法.pdf
本发明公开了一种改进的金属工件的表面处理方法,包括立架,所述立架左侧设有处理座体,所述处理座体内设有第一传递腔,所述第一传递腔底壁内转动配合安装有转向筒,所述转向筒底部延伸段伸出所述处理座体底部端面外且底部末端设置有抛光装置,所述转向筒顶部延伸段伸进所述第一传递腔内且外周固设有第一齿轮,所述转向筒上下贯穿设有第一穿槽,所述第一穿槽内间隙配合安装有钻头,所述第一传递腔上侧的所述处理座体内设有第二传递腔,所述第二传递腔与所述第一传递腔之间连通设有与所述第一穿槽相对的第二穿槽,所述钻头与所述第二穿槽间隙配合。

一种金属工件表面涂装处理方法.pdf
本发明公开了一种金属工件表面涂装处理方法,包括以下步骤:步骤一:对金属工件表面进行喷砂处理,清除工件表面的氧化皮和铁锈;步骤二:用丙酮将工件表面的残留铁锈、油污等杂质清除干净;步骤三:将金属工件放入无水乙醇中进行超声处理,将超声处理过的金属工件用冷风吹干;步骤四:硅烷处理,将经过表面处理的金属工件浸渍到硅烷处理剂溶液中,或者将硅烷处理剂溶液喷淋、涂覆到经过表面处理的金属工件表面;步骤五:将工件至于300‑400度的氦气环境中烘干;步骤六:将烘干后的工件取出,在工件表面上喷涂防锈底漆;步骤七:将涂好防锈底漆