
一种金属工件表面热处理方法.pdf

是浩****32

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属工件表面热处理方法.pdf
本发明公开了一种金属工件表面热处理方法,按以下步骤进行:①装炉:将金属工件清洗吹干后放在空气炉中进行预热,预热温度250‑280℃,预热时间40min;②氮化:将预热后的金属工件置于氮化炉内,加热并加入氮化盐进行盐浴氮化,在温度为570℃的状态下保温2h;③氧化:将氮化后的金属工件置于盐熔炉中通氧气进行氧化,氧化温度350℃,时间40min。④清洗:将氧化后的金属工件进行清洗,水温控制在60~80℃。本发明能降低产品变形性和处理成本,提高产品质量。
一种金属工件热处理变形控制方法.pdf
本发明公开了一种金属工件热处理变形控制方法,所述控制方法包括以下两类:第一类方法,根据需要热处理工件的尺寸和结构,先使用一个可以容纳工件的带金属网的框架,把工件置入框架中部,并且工件不与框架直接接触,在工件与框架之间,以及工件内所有各个空间填充以可流动的铸铁球或钢球;所述的可流动的铸铁球或钢球为空心或实心结构;在工件进入冷却介质过程中,使用处于工件周围的固定工件的铸铁球或钢球阻挡冷却介质的运动对高温工件的冲击,从而减小工件因受到水的机械作用力产生的变形。
一种金属工件的表面处理方法.pdf
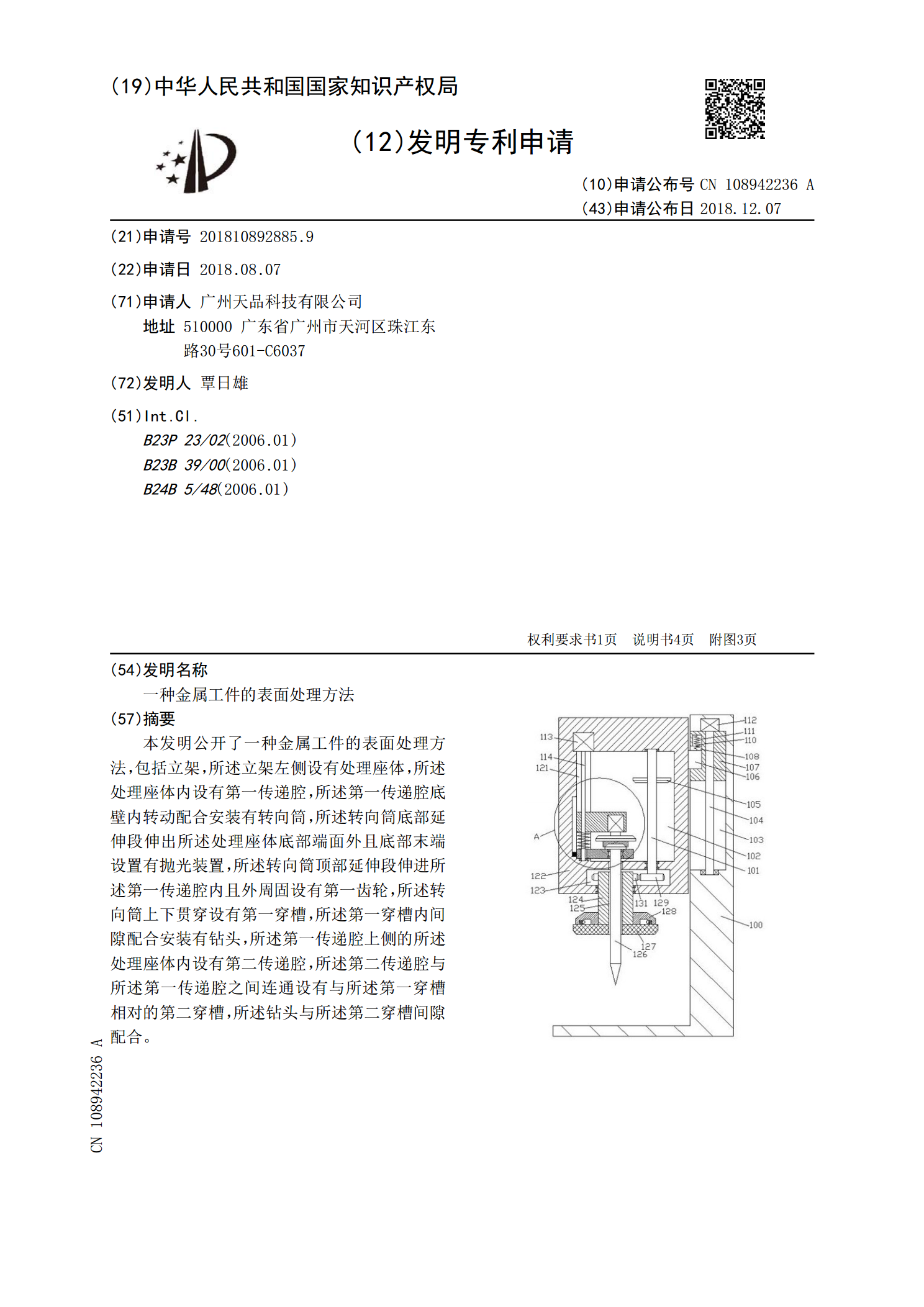
本发明公开了一种金属工件的表面处理方法,包括立架,所述立架左侧设有处理座体,所述处理座体内设有第一传递腔,所述第一传递腔底壁内转动配合安装有转向筒,所述转向筒底部延伸段伸出所述处理座体底部端面外且底部末端设置有抛光装置,所述转向筒顶部延伸段伸进所述第一传递腔内且外周固设有第一齿轮,所述转向筒上下贯穿设有第一穿槽,所述第一穿槽内间隙配合安装有钻头,所述第一传递腔上侧的所述处理座体内设有第二传递腔,所述第二传递腔与所述第一传递腔之间连通设有与所述第一穿槽相对的第二穿槽,所述钻头与所述第二穿槽间隙配合。
一种金属工件表面缺陷图像检测方法.pdf
本发明公开了一种金属工件表面缺陷图像检测方法。首先,通过专业成像设备采集金属工件表面图像,然后对采集到的图像进行图像前期预处理,包括,光照不均图像灰度校正、图像滤波、图像阈值分割等步骤;进一步地对预处理后的图像进行特征提取与分析,引入亚像素边缘检测算法对金属工件进行边缘检测;最后采用灰度共生矩阵算法,将模板图像与测量图像进行模板匹配,从而对金属工件表面进行缺陷检测。本发明提供的金属工件表面缺陷图像检测方法,将基于机器视觉的自动化检测技术替代传统的人工目测,提升了生产效率,减低人工成本,且采用亚像素边缘检测

一种金属工件表面还原装置及其方法.pdf
本发明公开了一种金属工件表面还原装置及其方法,该装置包括入口段、备件段炉体、加热段炉体、冷却段炉体和出口段;所述入口段密封安装在所述备件段炉体的上方,备件段炉体、所述加热段炉体、所述冷却段炉体和所述出口段从右至左依次密封连接;加热段炉体的加热单元均布在炉墙内部;备件段炉体的内腔与入口段对应的位置设有升降接件装置,备件段炉体、加热段炉体、冷却段炉体和出口段的内部设有位于同一水平线上的输送辊道。本发明可实现连续化生产,保证了工作效率,降低了人工劳动强度,同时采用氢气对金属工件表面的氧化层进行还原,可获得表面平