
一种在铣床上加工汽轮机叶片铆钉头的方法.pdf

新槐****公主


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种在铣床上加工汽轮机叶片铆钉头的方法.pdf
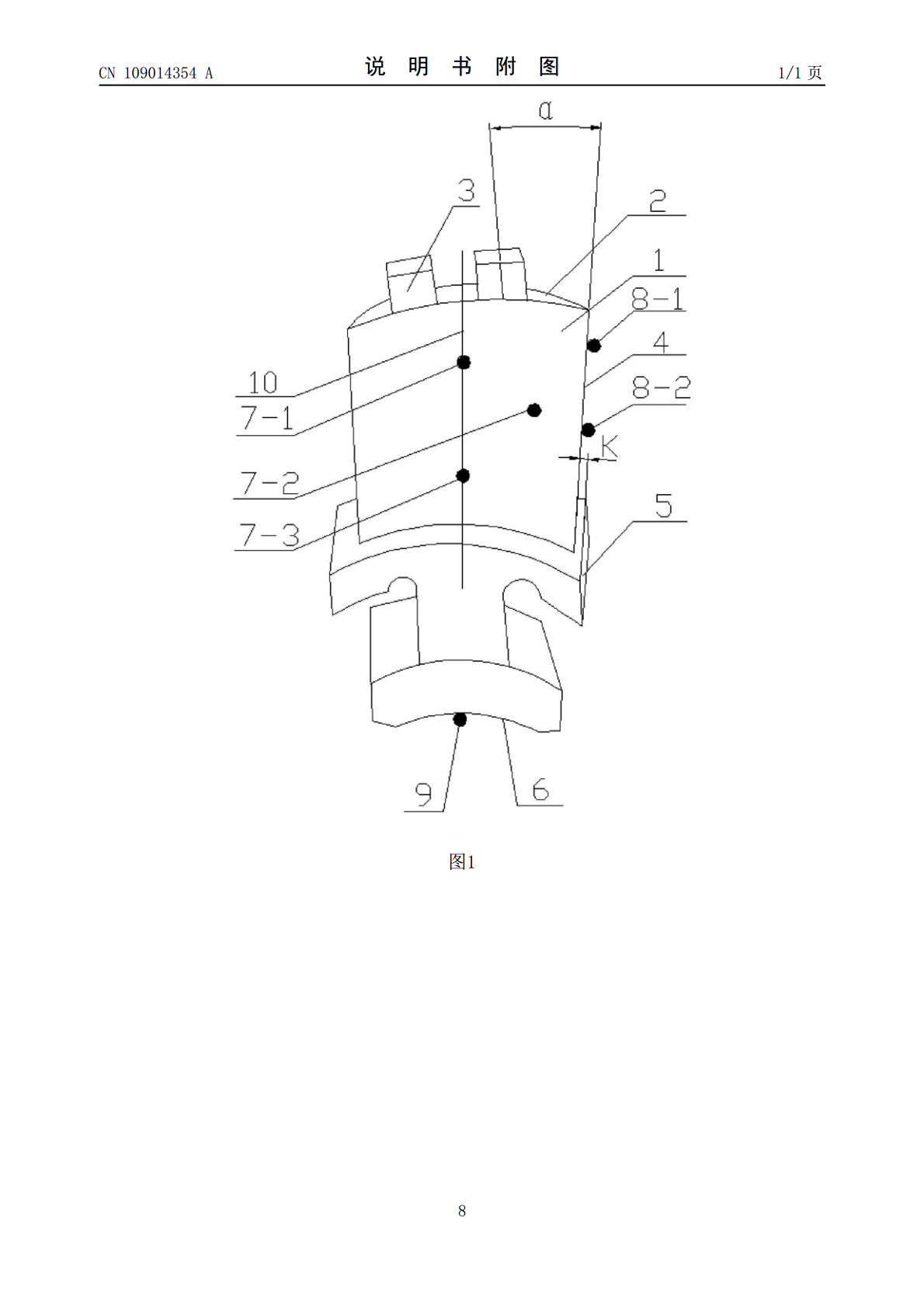
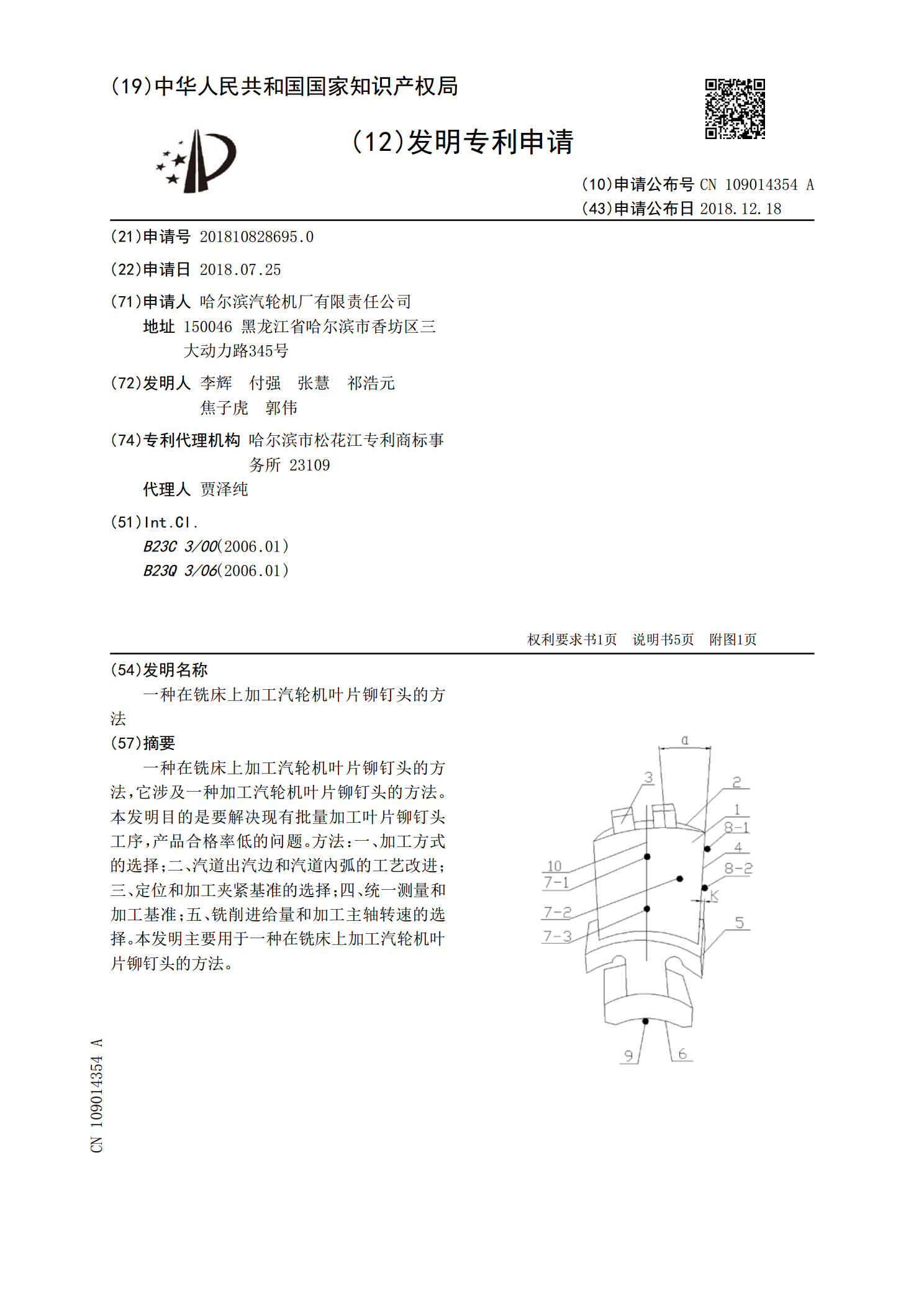
一种在铣床上加工汽轮机叶片铆钉头的方法,它涉及一种加工汽轮机叶片铆钉头的方法。本发明目的是要解决现有批量加工叶片铆钉头工序,产品合格率低的问题。方法:一、加工方式的选择;二、汽道出汽边和汽道內弧的工艺改进;三、定位和加工夹紧基准的选择;四、统一测量和加工基准;五、铣削进给量和加工主轴转速的选择。本发明主要用于一种在铣床上加工汽轮机叶片铆钉头的方法。

一种汽轮机小动叶片加工方法.pdf
本发明涉及一种汽轮机小动叶片加工方法,其创新点在于所述步骤为:分为坯料加工和叶片加工两阶段,坯料加工阶段:首先锻坯料,计算用料后将毛坯锻造成坯料,坯料的宽度为叶片的长度方向,坯料的厚度为叶片的宽度方向;根据叶片进气侧面A、出气侧面B的型面铣磨坯料的上下表面;根据叶片长度C铣准坯料的宽度;粗、精铣叶根D;根据叶片的最大轮廓线将坯料切割成若干叶片;叶片加工阶段:精铣叶片内弧;铣叶片汽道背弧;精铣叶片装配背弧;最后总检合格后入库。坯料加工阶段能够同时铣磨若干叶片的两侧面、长度以及叶根,大大降低了工作量,加工的工

一种汽轮机调节级叶片加工方法.pdf
本发明公开了一种汽轮机调节级叶片加工方法,属于机械制造领域,所述的方法包括:步骤1:毛坯料处理;步骤2:线切割叶根外形及检测;步骤3:精铣叶根和中心孔加工及检测;步骤4:粗加工叶顶圆弧面及铆钉头型线;步骤5:精加工叶顶圆弧面及铆钉头型线;步骤6:叶片各部去余量;步骤7:精加工叶片各部分;步骤8:线切割总长及抛光汽道型线,使加工过程控制严密化,加工工序完善化,加工操作简单化,难点加工集成化,关键要素重点控制,有效保证了产品质量,提高了生产效率;通过加工工艺有效保证了产品的加工质量,确保产品一致性达到95%以
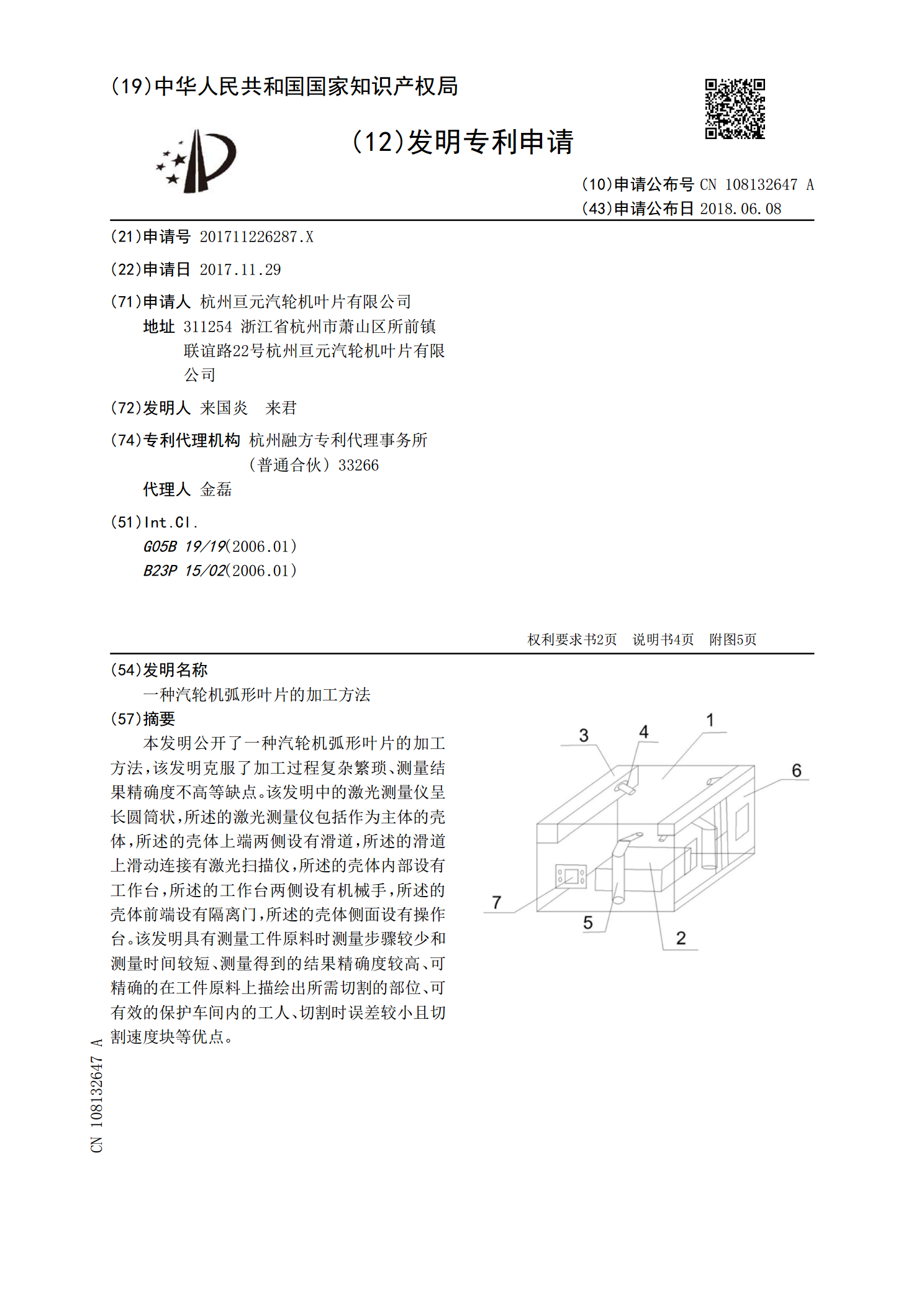
一种汽轮机弧形叶片的加工方法.pdf
本发明公开了一种汽轮机弧形叶片的加工方法,该发明克服了加工过程复杂繁琐、测量结果精确度不高等缺点。该发明中的激光测量仪呈长圆筒状,所述的激光测量仪包括作为主体的壳体,所述的壳体上端两侧设有滑道,所述的滑道上滑动连接有激光扫描仪,所述的壳体内部设有工作台,所述的工作台两侧设有机械手,所述的壳体前端设有隔离门,所述的壳体侧面设有操作台。该发明具有测量工件原料时测量步骤较少和测量时间较短、测量得到的结果精确度较高、可精确的在工件原料上描绘出所需切割的部位、可有效的保护车间内的工人、切割时误差较小且切割速度块等优
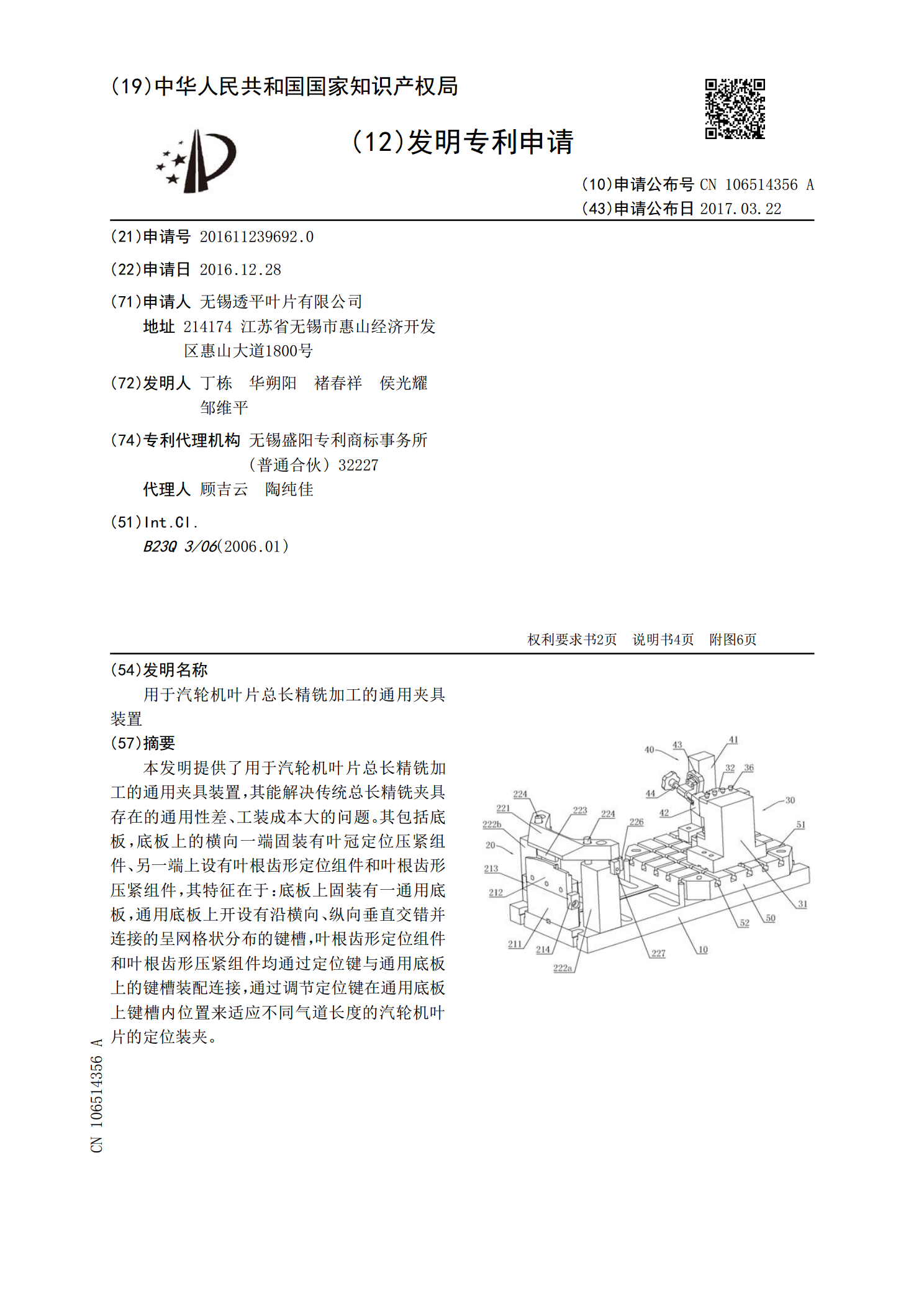
用于汽轮机叶片总长精铣加工的通用夹具装置.pdf
本发明提供了用于汽轮机叶片总长精铣加工的通用夹具装置,其能解决传统总长精铣夹具存在的通用性差、工装成本大的问题。其包括底板,底板上的横向一端固装有叶冠定位压紧组件、另一端上设有叶根齿形定位组件和叶根齿形压紧组件,其特征在于:底板上固装有一通用底板,通用底板上开设有沿横向、纵向垂直交错并连接的呈网格状分布的键槽,叶根齿形定位组件和叶根齿形压紧组件均通过定位键与通用底板上的键槽装配连接,通过调节定位键在通用底板上键槽内位置来适应不同气道长度的汽轮机叶片的定位装夹。