
一种汽轮机小动叶片加工方法.pdf

波峻****99


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽轮机小动叶片加工方法.pdf
本发明涉及一种汽轮机小动叶片加工方法,其创新点在于所述步骤为:分为坯料加工和叶片加工两阶段,坯料加工阶段:首先锻坯料,计算用料后将毛坯锻造成坯料,坯料的宽度为叶片的长度方向,坯料的厚度为叶片的宽度方向;根据叶片进气侧面A、出气侧面B的型面铣磨坯料的上下表面;根据叶片长度C铣准坯料的宽度;粗、精铣叶根D;根据叶片的最大轮廓线将坯料切割成若干叶片;叶片加工阶段:精铣叶片内弧;铣叶片汽道背弧;精铣叶片装配背弧;最后总检合格后入库。坯料加工阶段能够同时铣磨若干叶片的两侧面、长度以及叶根,大大降低了工作量,加工的工

一种用于加工汽轮机中小动叶片的夹具及其加工方法.pdf
本发明提供一种用于加工汽轮机中小动叶片的夹具,该夹具包括传动体及其安装盘,所述传动体固定在安装盘上,传动体的端面上有燕尾槽,用于安装叶片毛坯,所述叶片毛坯加工有工艺榫头,该工艺榫头是燕尾形,与燕尾槽相适配;传动体内设有直线液压缸,其活塞杆对应上述工艺榫头;传动体上还设有蓄能器和充压接口,充压接口连接液压站,液压站通过充压接口同时向直线液压缸和蓄能器充压,蓄能器用于保持系统压力。本发明可以实现工件在铣床上一次性装夹,通用性强,节约夹具工装成本;实现模块化集中加工,使得加工工艺简单,大幅度提高加工效率,缩短生
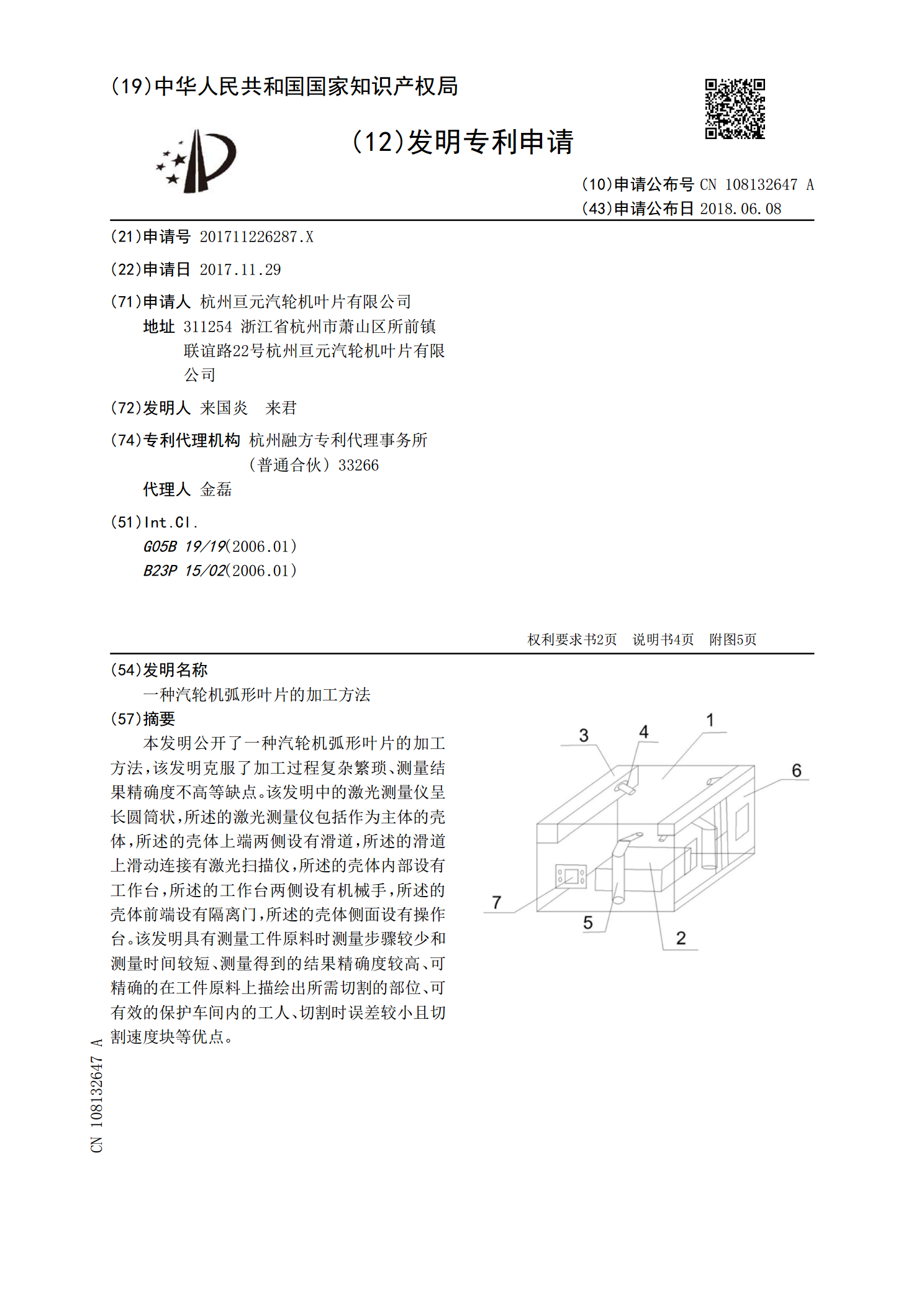
一种汽轮机弧形叶片的加工方法.pdf
本发明公开了一种汽轮机弧形叶片的加工方法,该发明克服了加工过程复杂繁琐、测量结果精确度不高等缺点。该发明中的激光测量仪呈长圆筒状,所述的激光测量仪包括作为主体的壳体,所述的壳体上端两侧设有滑道,所述的滑道上滑动连接有激光扫描仪,所述的壳体内部设有工作台,所述的工作台两侧设有机械手,所述的壳体前端设有隔离门,所述的壳体侧面设有操作台。该发明具有测量工件原料时测量步骤较少和测量时间较短、测量得到的结果精确度较高、可精确的在工件原料上描绘出所需切割的部位、可有效的保护车间内的工人、切割时误差较小且切割速度块等优

一种汽轮机调节级叶片加工方法.pdf
本发明公开了一种汽轮机调节级叶片加工方法,属于机械制造领域,所述的方法包括:步骤1:毛坯料处理;步骤2:线切割叶根外形及检测;步骤3:精铣叶根和中心孔加工及检测;步骤4:粗加工叶顶圆弧面及铆钉头型线;步骤5:精加工叶顶圆弧面及铆钉头型线;步骤6:叶片各部去余量;步骤7:精加工叶片各部分;步骤8:线切割总长及抛光汽道型线,使加工过程控制严密化,加工工序完善化,加工操作简单化,难点加工集成化,关键要素重点控制,有效保证了产品质量,提高了生产效率;通过加工工艺有效保证了产品的加工质量,确保产品一致性达到95%以
一种汽轮机叶片加工台.pdf
本发明公开了一种汽轮机叶片加工台,涉及汽轮机配件技术领域包括工作台,工作台上依次设有第一夹紧件,第二夹紧件和第三夹紧件,其中第一夹紧件用于紧固叶片顶端位置;第二夹紧件能够适应叶片形状,用于从两侧面抵触和夹紧叶片中段;第三夹紧件滑移连接在工作台上,用于抵触叶片底端。在加工过程中,操作人员无需对叶片的定位机构进行更换,在更换叶片后只需要做适应性调整即能够对不同的叶片进行定位和加工,从而避免操作人员对定位模具的频繁更换,使用更加方便简易,整体定位支撑效果更加良好。