
一种超声振动辅助高效拉削加工涡轮盘榫槽的装置及方法.pdf

斌斌****公主

1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超声振动辅助高效拉削加工涡轮盘榫槽的装置及方法.pdf
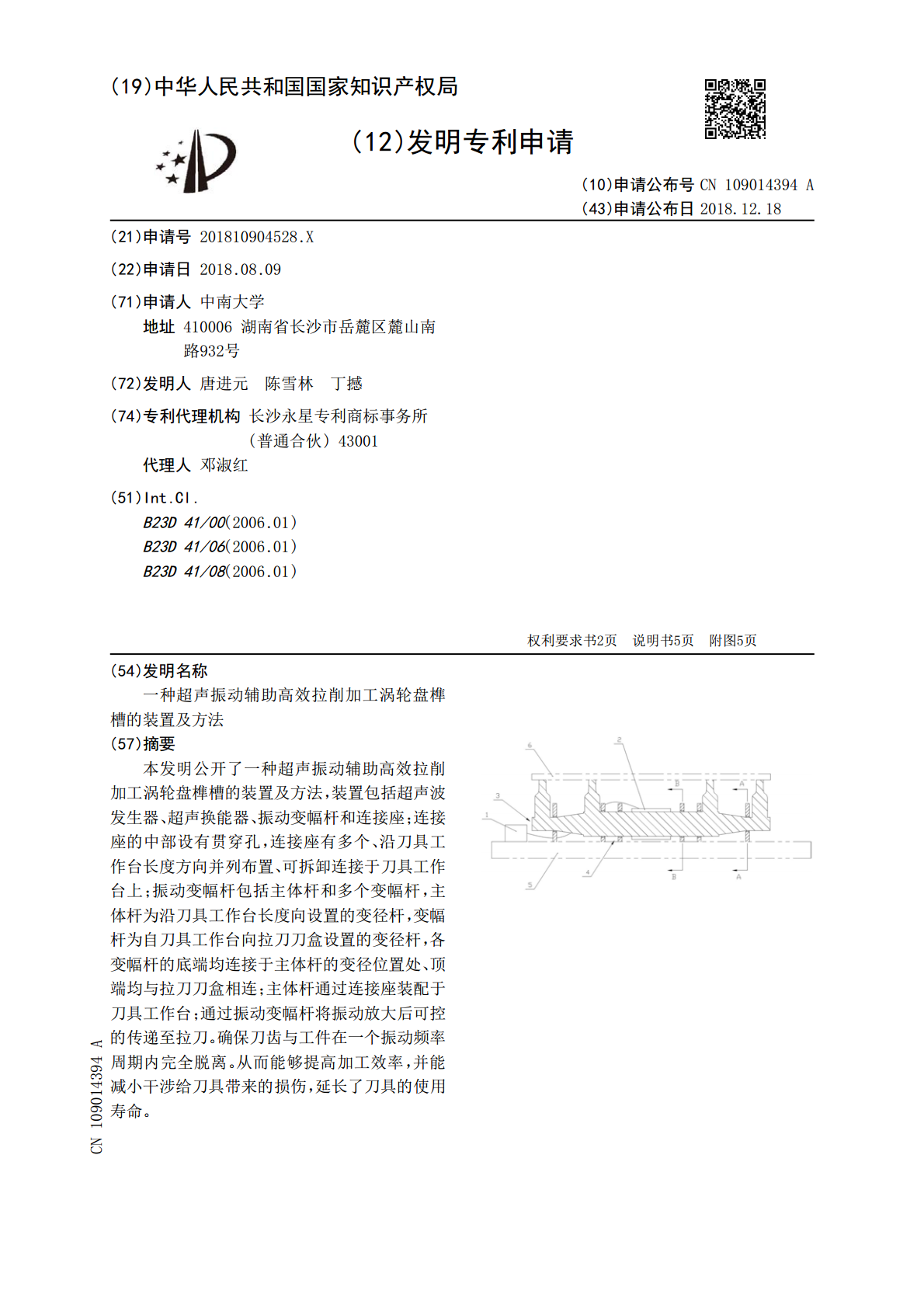
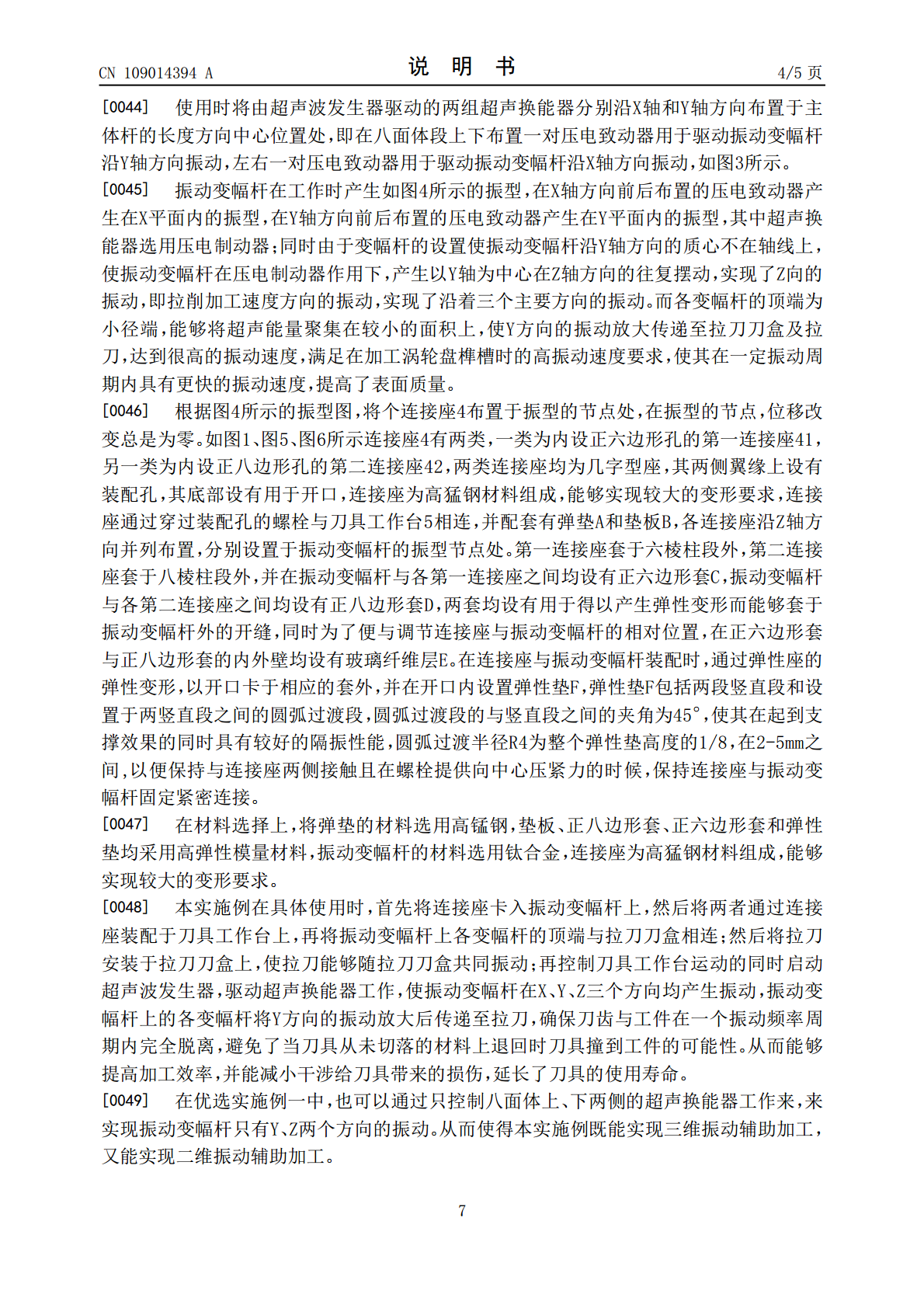
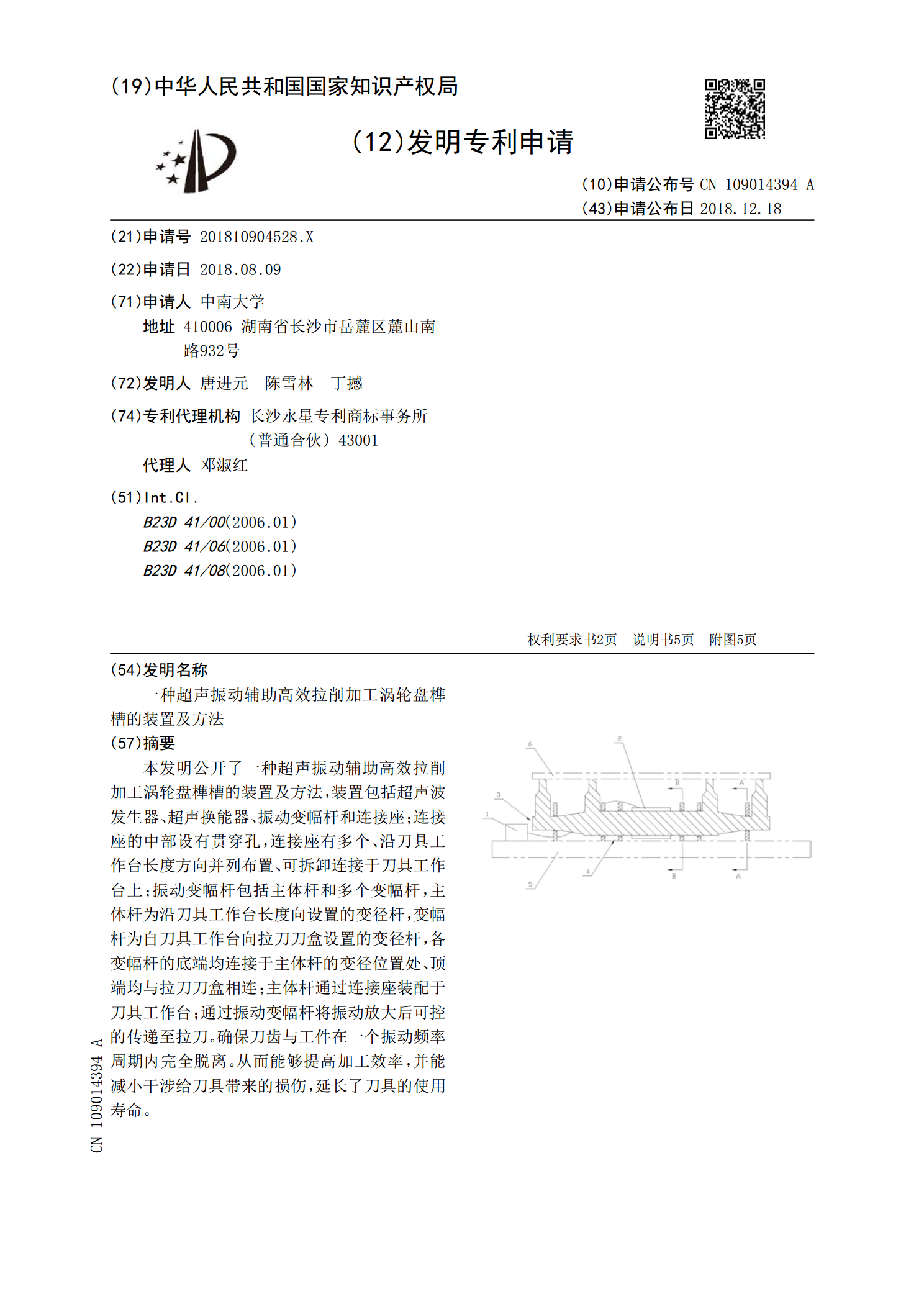
本发明公开了一种超声振动辅助高效拉削加工涡轮盘榫槽的装置及方法,装置包括超声波发生器、超声换能器、振动变幅杆和连接座;连接座的中部设有贯穿孔,连接座有多个、沿刀具工作台长度方向并列布置、可拆卸连接于刀具工作台上;振动变幅杆包括主体杆和多个变幅杆,主体杆为沿刀具工作台长度向设置的变径杆,变幅杆为自刀具工作台向拉刀刀盒设置的变径杆,各变幅杆的底端均连接于主体杆的变径位置处、顶端均与拉刀刀盒相连;主体杆通过连接座装配于刀具工作台;通过振动变幅杆将振动放大后可控的传递至拉刀。确保刀齿与工件在一个振动频率周期内完全
一种高效稳定拉削加工涡轮盘榫槽的优化方法.pdf
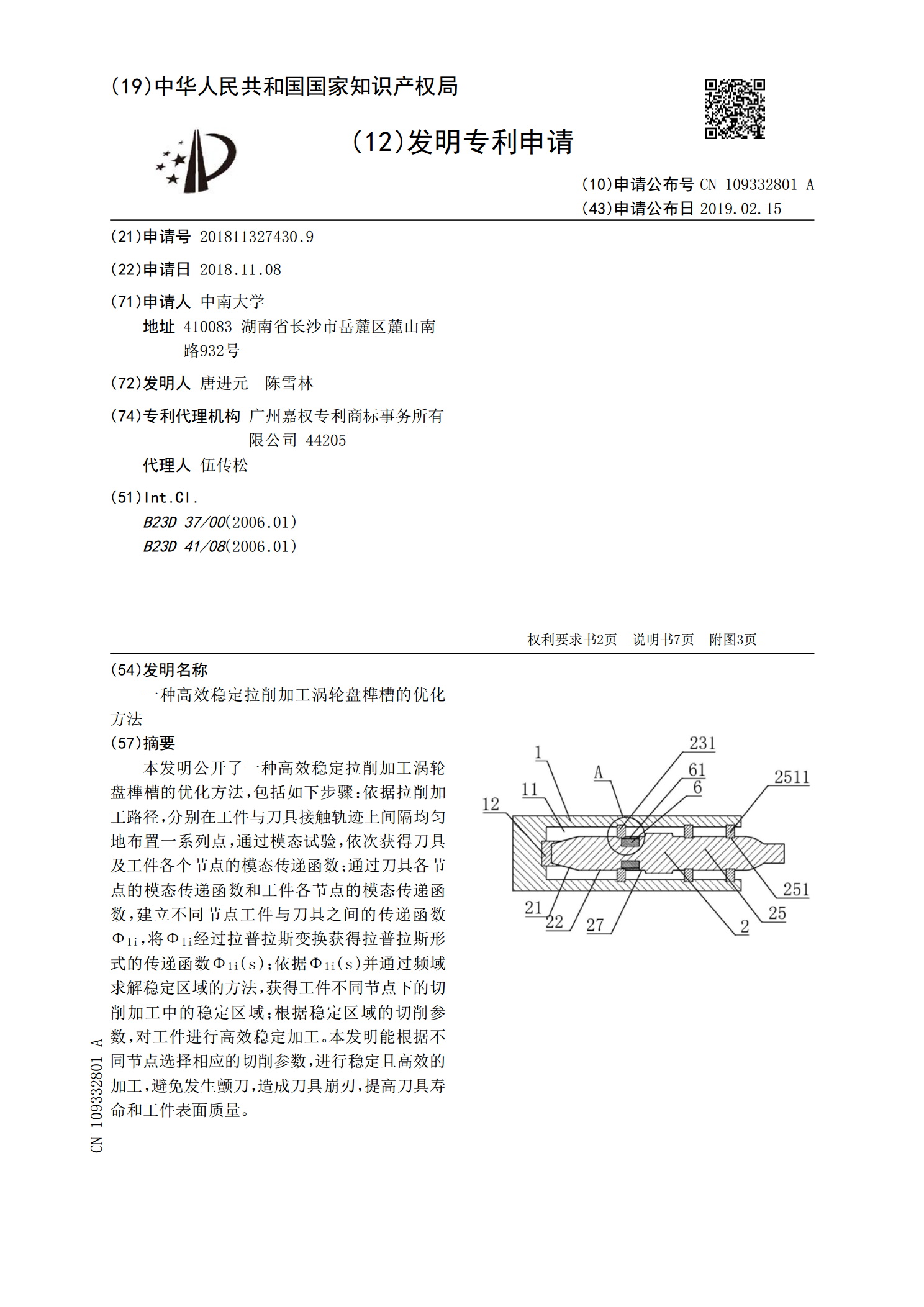
本发明公开了一种高效稳定拉削加工涡轮盘榫槽的优化方法,包括如下步骤:依据拉削加工路径,分别在工件与刀具接触轨迹上间隔均匀地布置一系列点,通过模态试验,依次获得刀具及工件各个节点的模态传递函数;通过刀具各节点的模态传递函数和工件各节点的模态传递函数,建立不同节点工件与刀具之间的传递函数Φ

粉末高温合金涡轮盘榫槽的拉削加工方法.pdf
本发明公开了一种粉末高温合金涡轮盘榫槽的拉削加工方法,依据粉末高温合金涡轮盘的材料特性,对拉刀进行优化,优化拉刀的材料以提高拉刀的韧性和抗磨耗性能,优化拉刀的齿升量以提高拉刀的耐磨性、拉削过程的平稳性以及加工精确性;对拉削速度进行优化以提高加工质量和减少拉刀损耗;优化工艺路线以改善拉削性能;粉末高温合金涡轮盘以固溶态交付;粉末高温合金涡轮盘在固溶状态下进行榫槽拉削加工;通过热处理得到粉末高温合金涡轮盘成品。实现既改善拉削性能,又保证涡轮盘的使用要求。

大型烟机轮盘大榫槽的拉削方法.pdf
本发明涉及烟机轮盘榫槽的加工,具体为一种大型烟机轮盘大榫槽的拉削方法。大型烟机轮盘大榫槽的拉削方法,为分段成型法,大型烟机轮盘大榫槽的拉削方法所生产的大型烟机轮盘最大外廓尺寸为Φ1370×218mm。成品的重量为1458kg,粗车后切试样件前毛料重量为2082.54kg。

一种IN718材料涡轮盘上的袖珍Ω榫槽拉削加工方法.pdf
一种IN718材料涡轮盘上的袖珍Ω榫槽拉削加工方法,步骤为:零件采用盘心孔涨紧与榫槽端面轴向压紧相结合的方式进行装夹固定;采用渐切法+全成型法设计结构的成套拉刀,成套拉刀的数量为11把,11把拉刀排列成两排,采用两次拉削进行零件加工;第1‑7把拉刀为粗开槽刀,第8把拉刀为槽口精刀,第9把拉刀为槽口R精刀,第10把拉刀为槽底R精刀,第11把拉刀为型面精刀;拉刀材料为M42,硬度为HRC66~68,前角为15°,后角为3°,粗开槽刀齿升量为0.0248~0.0278mm,槽口精刀齿升量为0.0185~0.03