
改进的漆包线生产工艺.pdf

是来****文章


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
改进的漆包线生产工艺.pdf
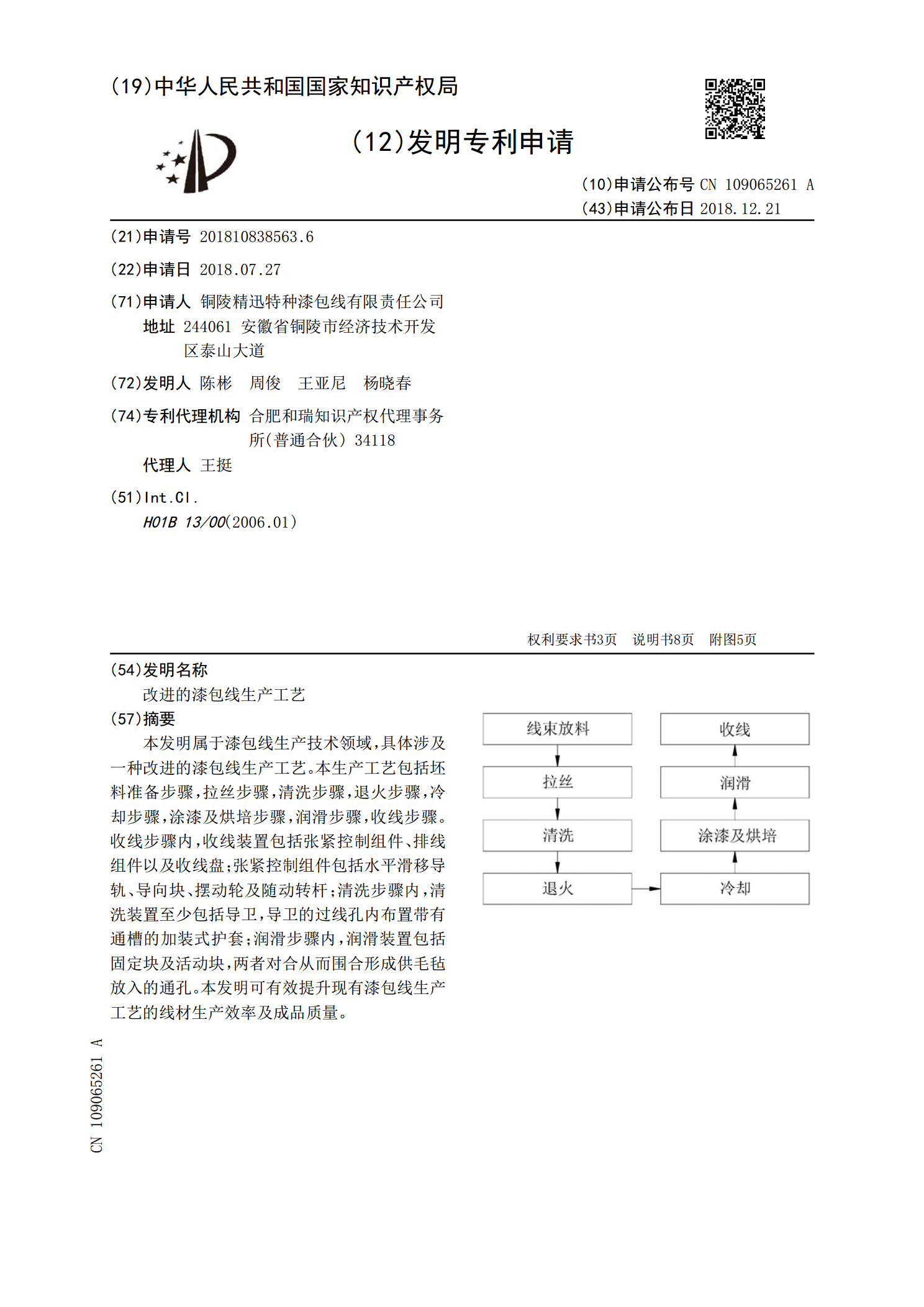
本发明属于漆包线生产技术领域,具体涉及一种改进的漆包线生产工艺。本生产工艺包括坯料准备步骤,拉丝步骤,清洗步骤,退火步骤,冷却步骤,涂漆及烘培步骤,润滑步骤,收线步骤。收线步骤内,收线装置包括张紧控制组件、排线组件以及收线盘;张紧控制组件包括水平滑移导轨、导向块、摆动轮及随动转杆;清洗步骤内,清洗装置至少包括导卫,导卫的过线孔内布置带有通槽的加装式护套;润滑步骤内,润滑装置包括固定块及活动块,两者对合从而围合形成供毛毡放入的通孔。本发明可有效提升现有漆包线生产工艺的线材生产效率及成品质量。

漆包线生产工艺指导.doc
漆包线生产工艺指导书漆包线生产工艺流程一、线生产工艺流程放线,退火,(冷却,吹干,半硬),涂漆,烘焙,冷却,收卷,入库。漆包生产工艺规程1.检查交班记录及生产设备,确认一切正常接班生产若发现问题及时告知车间。2.检查各种工量具是否完好,3.根据生产规格准备好线材、标签等,线材表面要求无油污、灰尘、光亮、清洁不应有毛刺、翘皮、裂纹及氧化层等缺陷,如果缺陷明显不得使用。4.清洁盘具清楚内外表面的灰尘、杂物保持盘具清洁,并应检查盘具是否变形。5.用干净的纱布或纱布沾酒精将上下导轮擦洗干净,确保导轮光洁无尘(尤其

UV铝线漆包线生产工艺.pdf
本发明公开了UV铝线漆包线生产工艺,涉及漆包线制造技术领域,解决了电阻丝烘干油漆容易出现油漆脱落等现象,影响产品性能的问题。包括如下步骤:S1:将清洗后的线材由导轮引导进入底漆装置,由底漆装置对其喷涂光固化底漆;S2:线材上的光固化底漆通过垂直流平作用后,竖直通过光固化底漆炉,由底漆固化灯对其进行固化;S3:线材进入面漆装置,由面漆装置对其喷涂光固化面漆;S4:线材上的光固化面漆通过垂直流平作用后,竖直通过光固化面漆炉,由面漆固化灯对其进行固化;S5:最后产品由牵引收线设备进行收线。达到了改变油漆固化特性
一种漆包线生产工艺.pdf
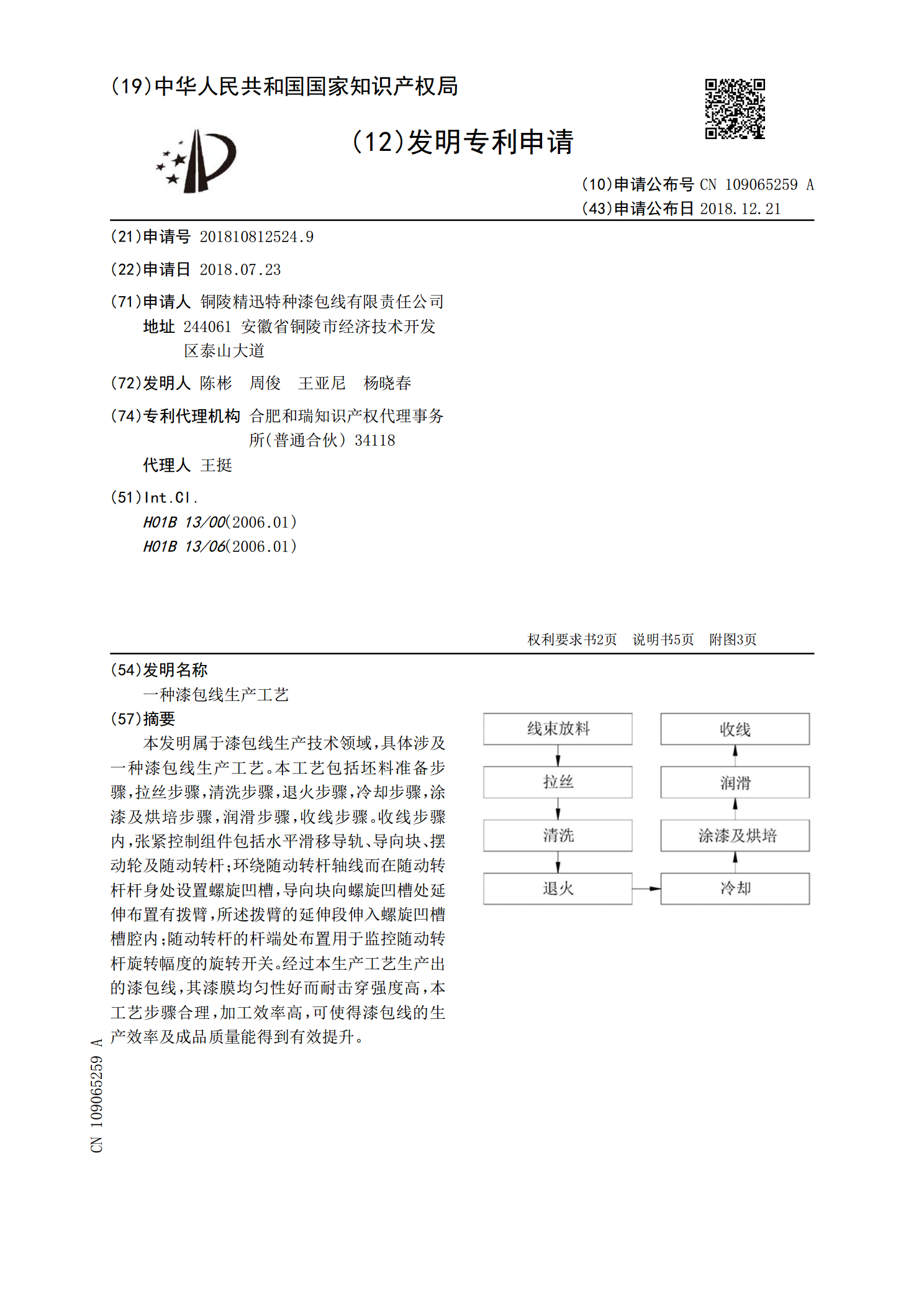
本发明属于漆包线生产技术领域,具体涉及一种漆包线生产工艺。本工艺包括坯料准备步骤,拉丝步骤,清洗步骤,退火步骤,冷却步骤,涂漆及烘培步骤,润滑步骤,收线步骤。收线步骤内,张紧控制组件包括水平滑移导轨、导向块、摆动轮及随动转杆;环绕随动转杆轴线而在随动转杆杆身处设置螺旋凹槽,导向块向螺旋凹槽处延伸布置有拨臂,所述拨臂的延伸段伸入螺旋凹槽槽腔内;随动转杆的杆端处布置用于监控随动转杆旋转幅度的旋转开关。经过本生产工艺生产出的漆包线,其漆膜均匀性好而耐击穿强度高,本工艺步骤合理,加工效率高,可使得漆包线的生产效率

一种漆包线生产工艺.pdf
本发明公开一种漆包线生产工艺,包括以下步骤:将铜材先进行多次大拉伸,到直径为最终线材直径的6倍,再进行多次拉伸到线材最终直径;拉丝后的线材进行退火处理;用清水将退火处理得到的线材表面的油污和颗粒;清洗后的线材进行烘干;对烘干后的线材进行涂漆,涂漆后烘烤固化;线材表面涂润滑剂;检验合格的线材卷绕在规定的轴具上,制成漆包线,检验不合格的线材报废;称重、包装、入库。本发明漆包线生产工艺通过两次拉丝将铜材拉伸到线材最终直径,然后先退火后清洗的步骤,退火本身就能够除去拉伸过程中导体表面残留的润滑剂、油污,进一步清洗