
一种砂轮成型模具脱模装置.pdf

猫巷****永安

1/10
2/10

3/10

4/10
5/10

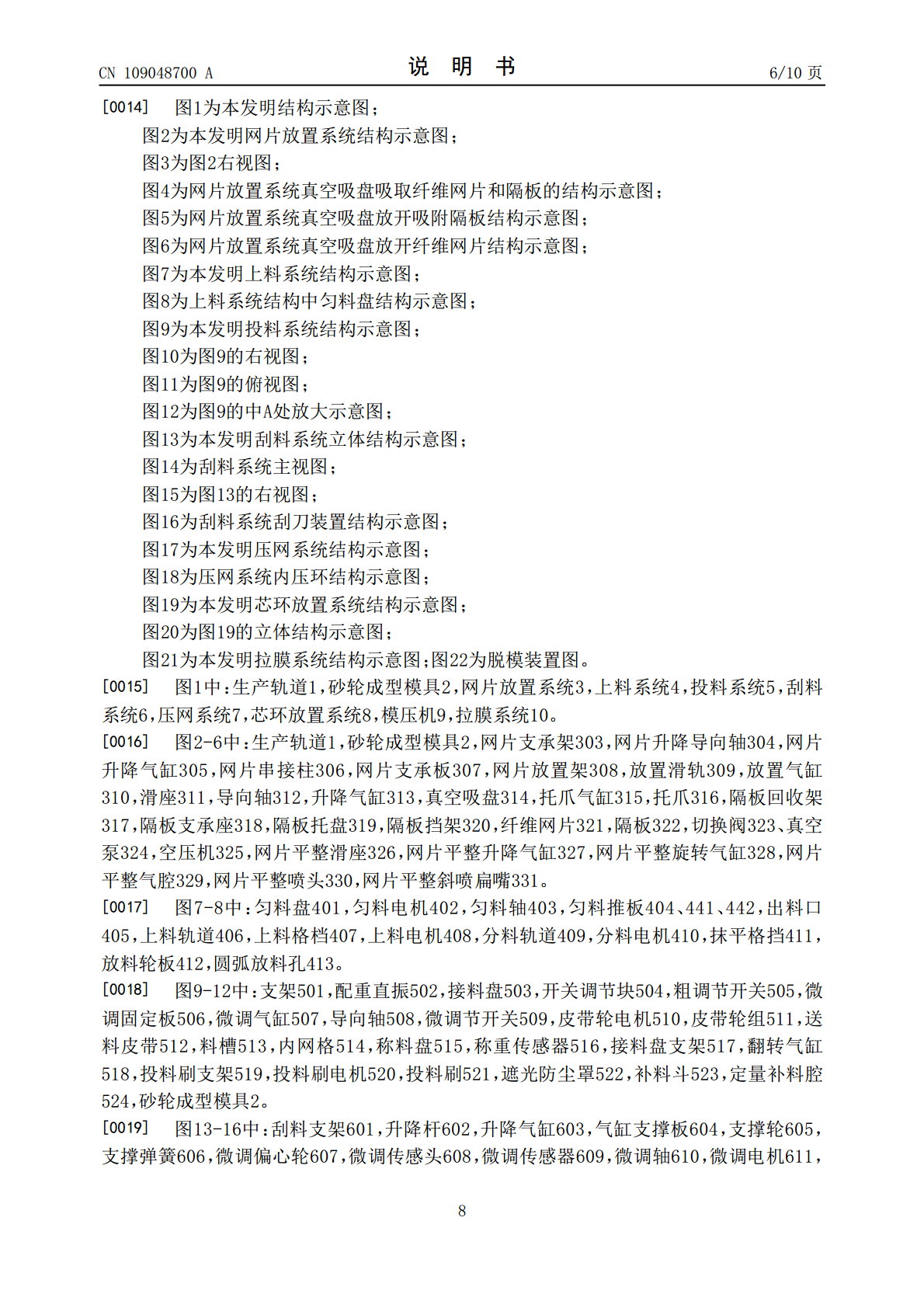
6/10
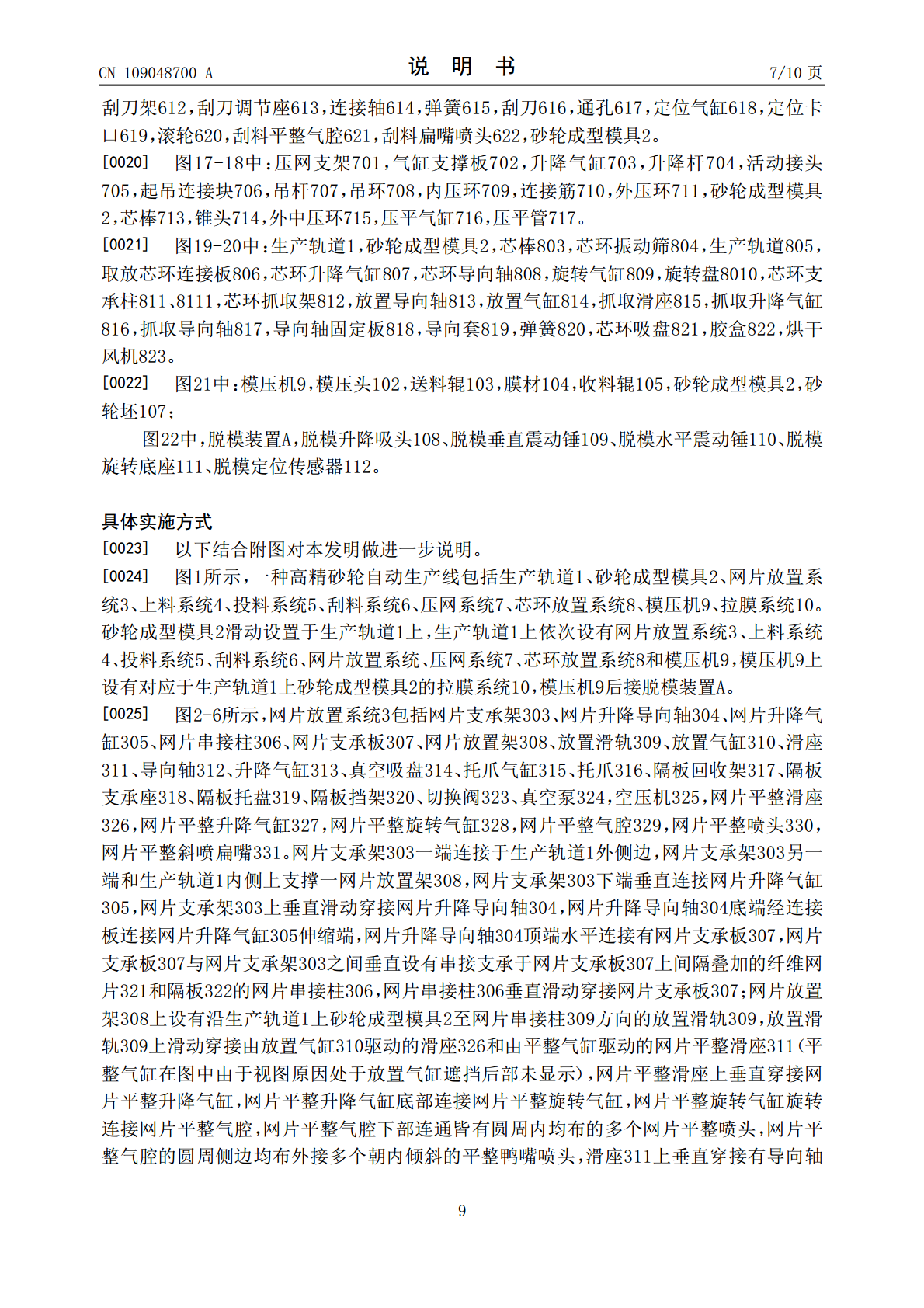
7/10
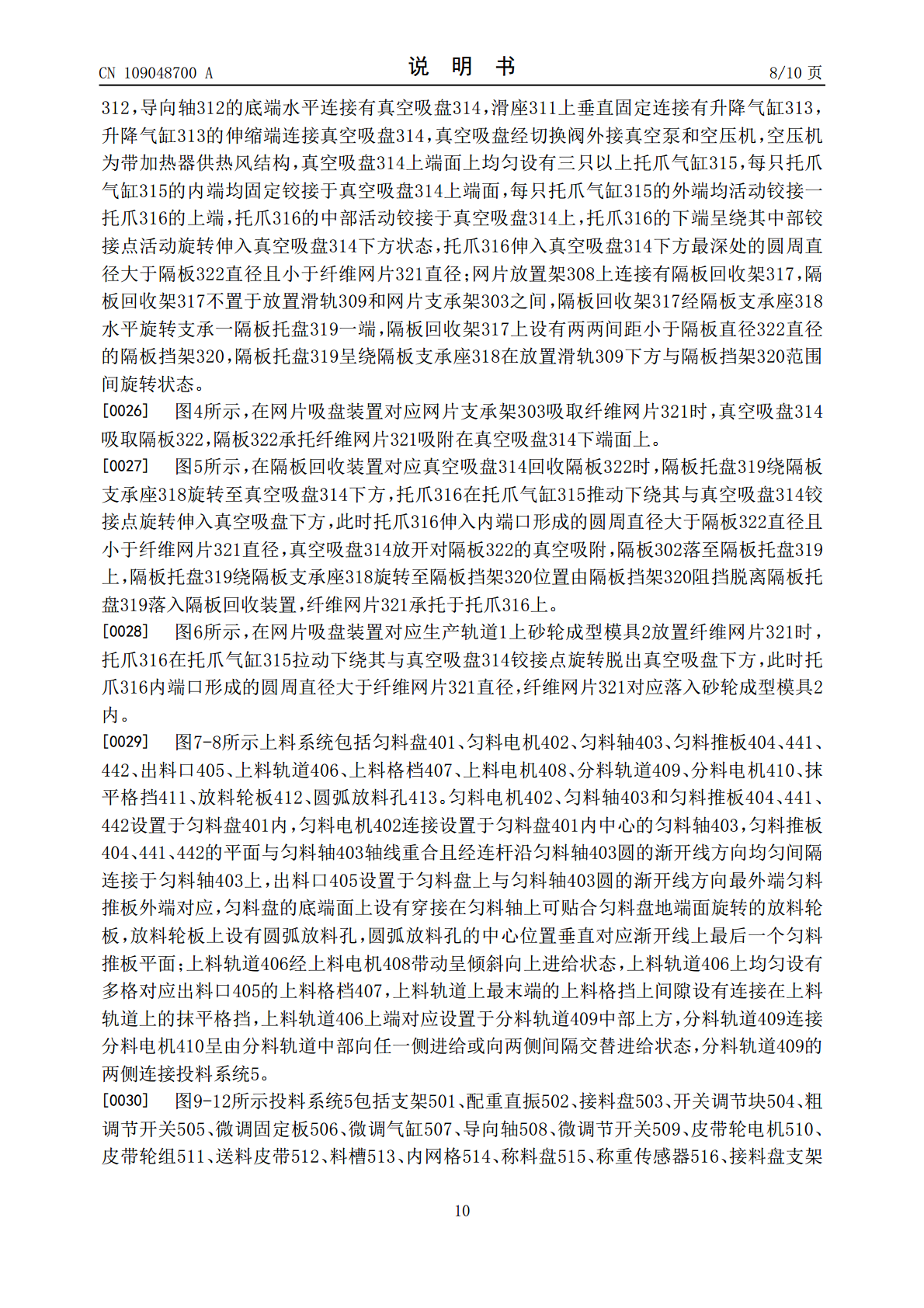
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种砂轮成型模具脱模装置.pdf
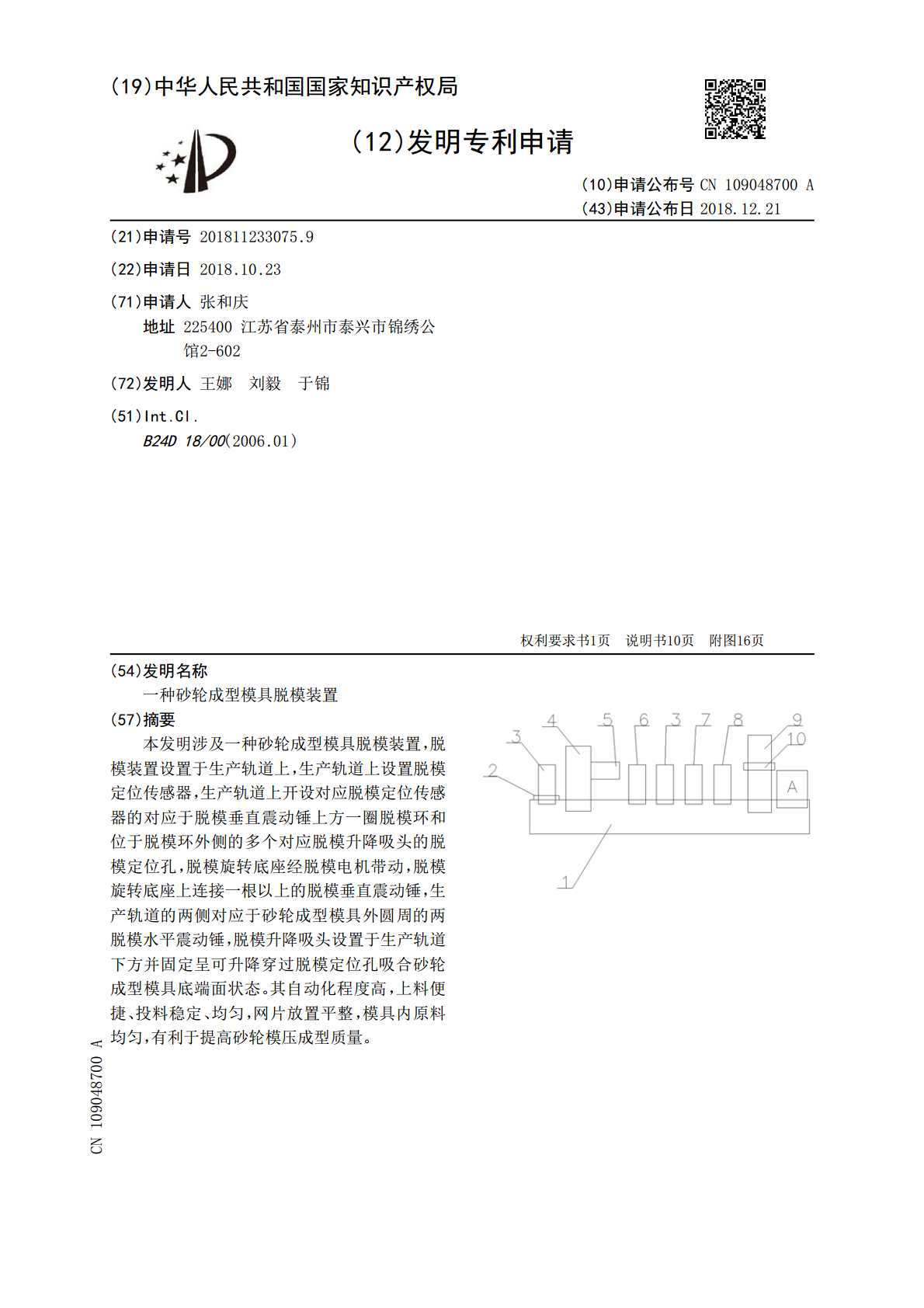
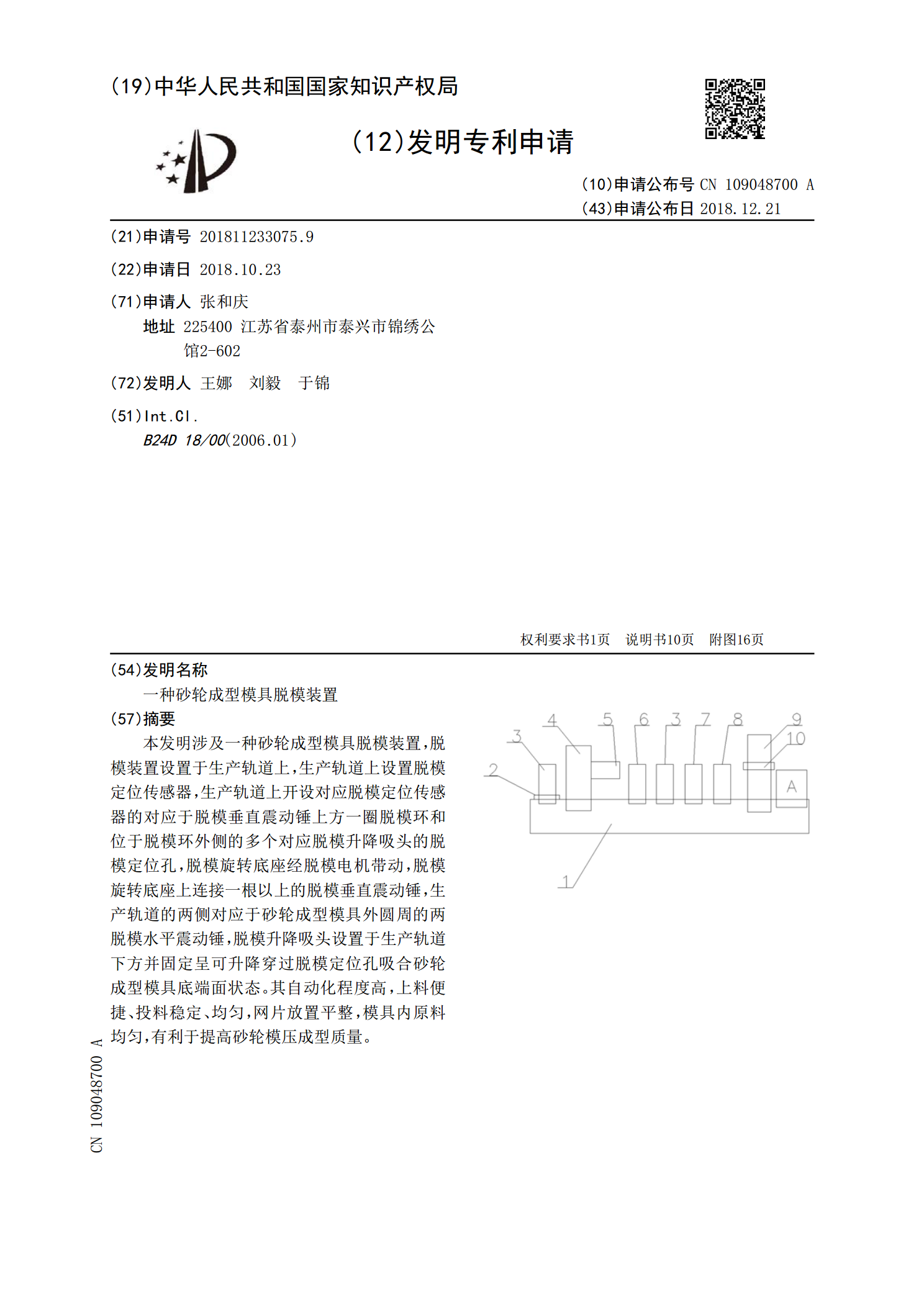
本发明涉及一种砂轮成型模具脱模装置,脱模装置设置于生产轨道上,生产轨道上设置脱模定位传感器,生产轨道上开设对应脱模定位传感器的对应于脱模垂直震动锤上方一圈脱模环和位于脱模环外侧的多个对应脱模升降吸头的脱模定位孔,脱模旋转底座经脱模电机带动,脱模旋转底座上连接一根以上的脱模垂直震动锤,生产轨道的两侧对应于砂轮成型模具外圆周的两脱模水平震动锤,脱模升降吸头设置于生产轨道下方并固定呈可升降穿过脱模定位孔吸合砂轮成型模具底端面状态。其自动化程度高,上料便捷、投料稳定、均匀,网片放置平整,模具内原料均匀,有利于提高
一种摆钩式用于注塑成型模具的脱模装置及脱模方法.pdf
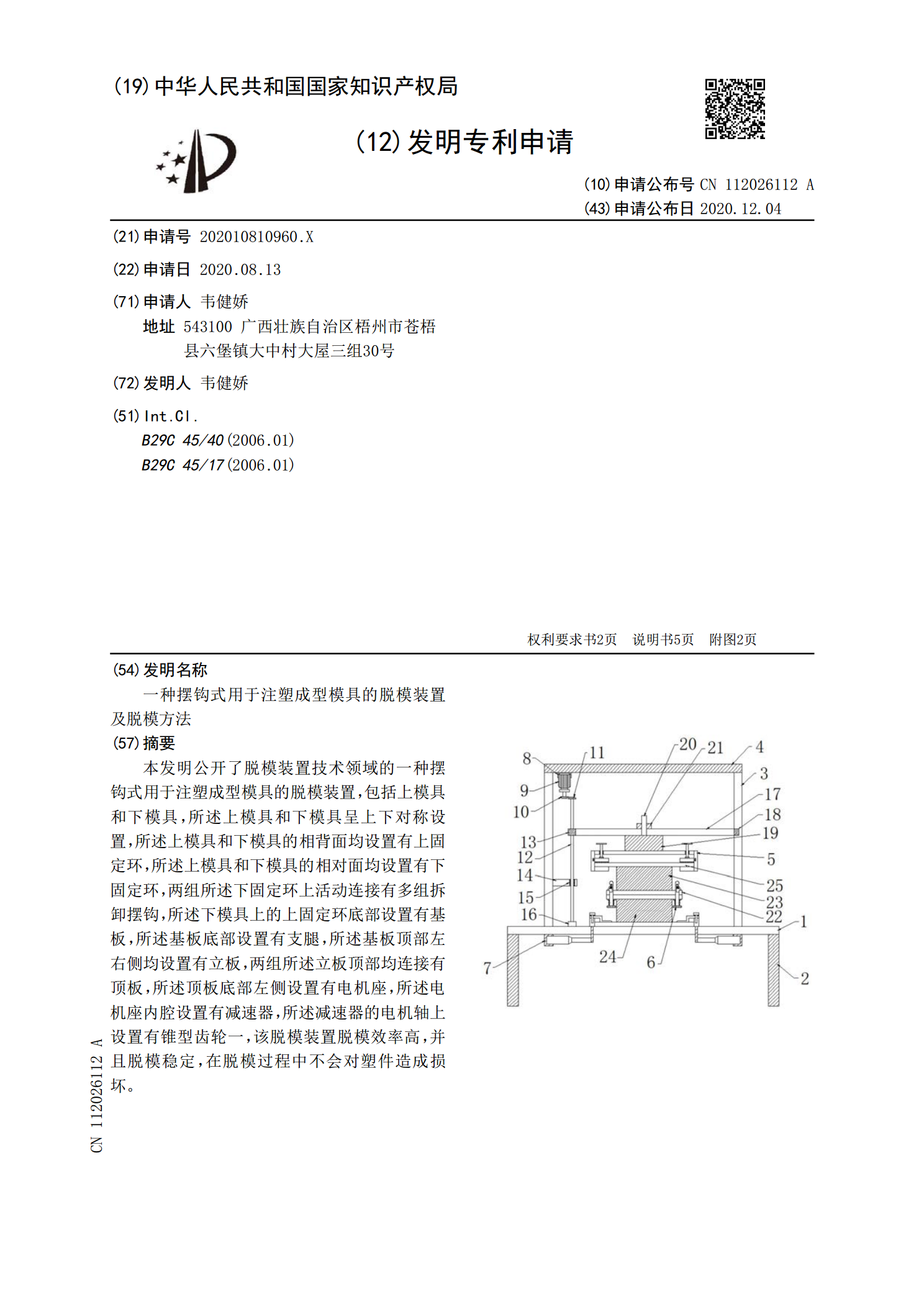
本发明公开了脱模装置技术领域的一种摆钩式用于注塑成型模具的脱模装置,包括上模具和下模具,所述上模具和下模具呈上下对称设置,所述上模具和下模具的相背面均设置有上固定环,所述上模具和下模具的相对面均设置有下固定环,两组所述下固定环上活动连接有多组拆卸摆钩,所述下模具上的上固定环底部设置有基板,所述基板底部设置有支腿,所述基板顶部左右侧均设置有立板,两组所述立板顶部均连接有顶板,所述顶板底部左侧设置有电机座,所述电机座内腔设置有减速器,所述减速器的电机轴上设置有锥型齿轮一,该脱模装置脱模效率高,并且脱模稳定,在
一种砂轮成型专用模具.pdf
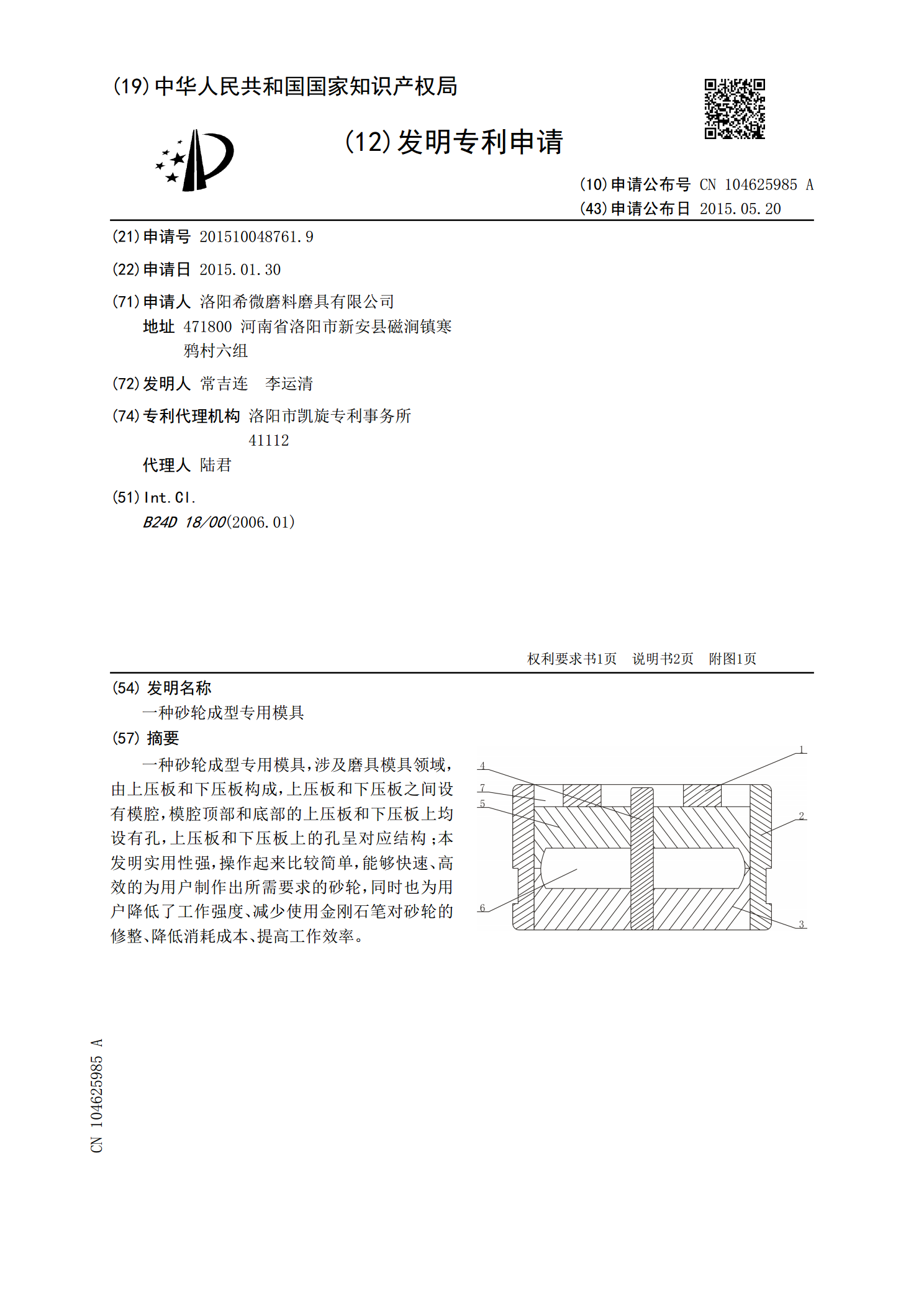
一种砂轮成型专用模具,涉及磨具模具领域,由上压板和下压板构成,上压板和下压板之间设有模腔,模腔顶部和底部的上压板和下压板上均设有孔,上压板和下压板上的孔呈对应结构;本发明实用性强,操作起来比较简单,能够快速、高效的为用户制作出所需要求的砂轮,同时也为用户降低了工作强度、减少使用金刚石笔对砂轮的修整、降低消耗成本、提高工作效率。
一种注塑模具齿轮成型与脱模装置及其注塑设备.pdf
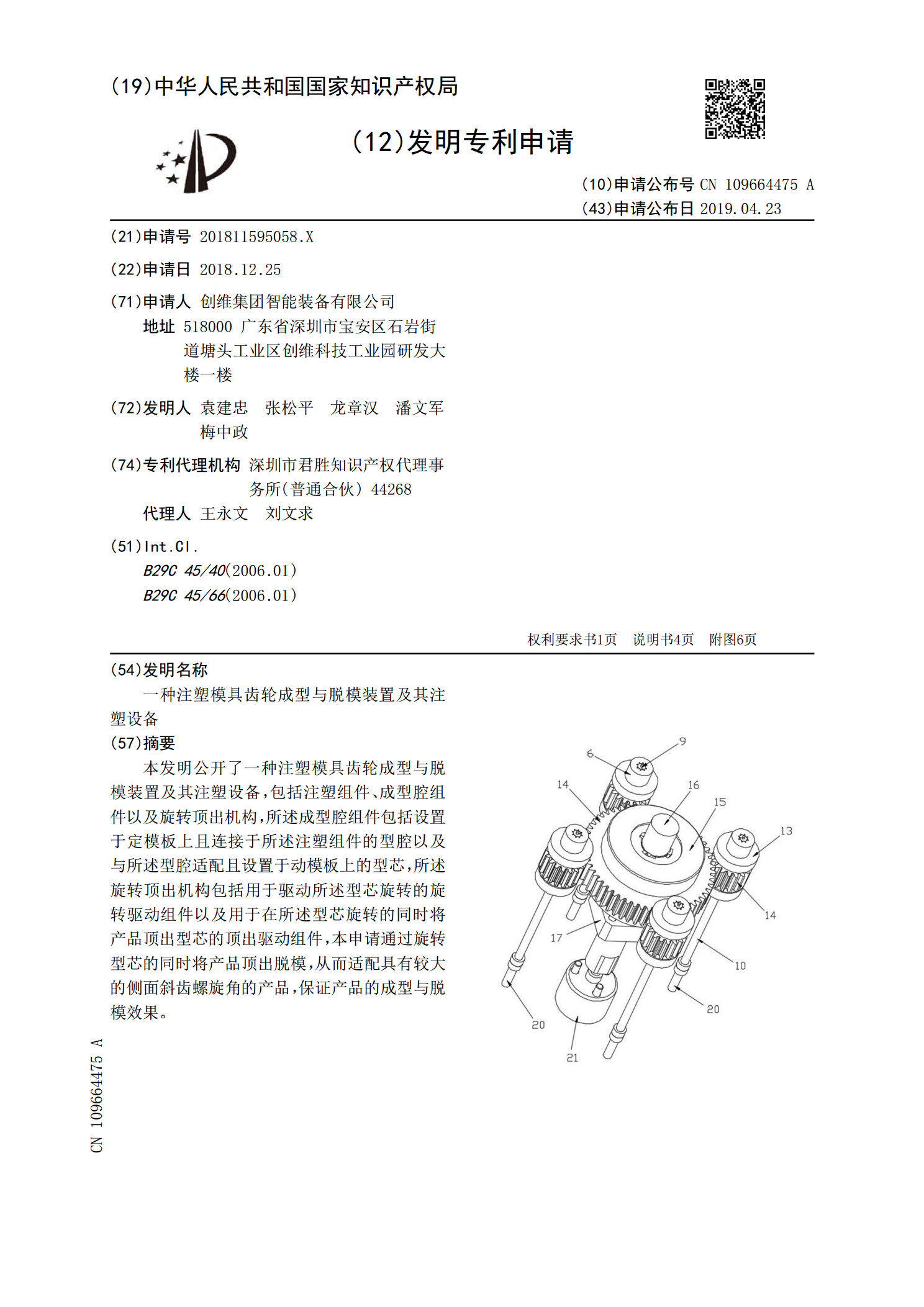
本发明公开了一种注塑模具齿轮成型与脱模装置及其注塑设备,包括注塑组件、成型腔组件以及旋转顶出机构,所述成型腔组件包括设置于定模板上且连接于所述注塑组件的型腔以及与所述型腔适配且设置于动模板上的型芯,所述旋转顶出机构包括用于驱动所述型芯旋转的旋转驱动组件以及用于在所述型芯旋转的同时将产品顶出型芯的顶出驱动组件,本申请通过旋转型芯的同时将产品顶出脱模,从而适配具有较大的侧面斜齿螺旋角的产品,保证产品的成型与脱模效果。
砂轮成型半圆模具.pdf
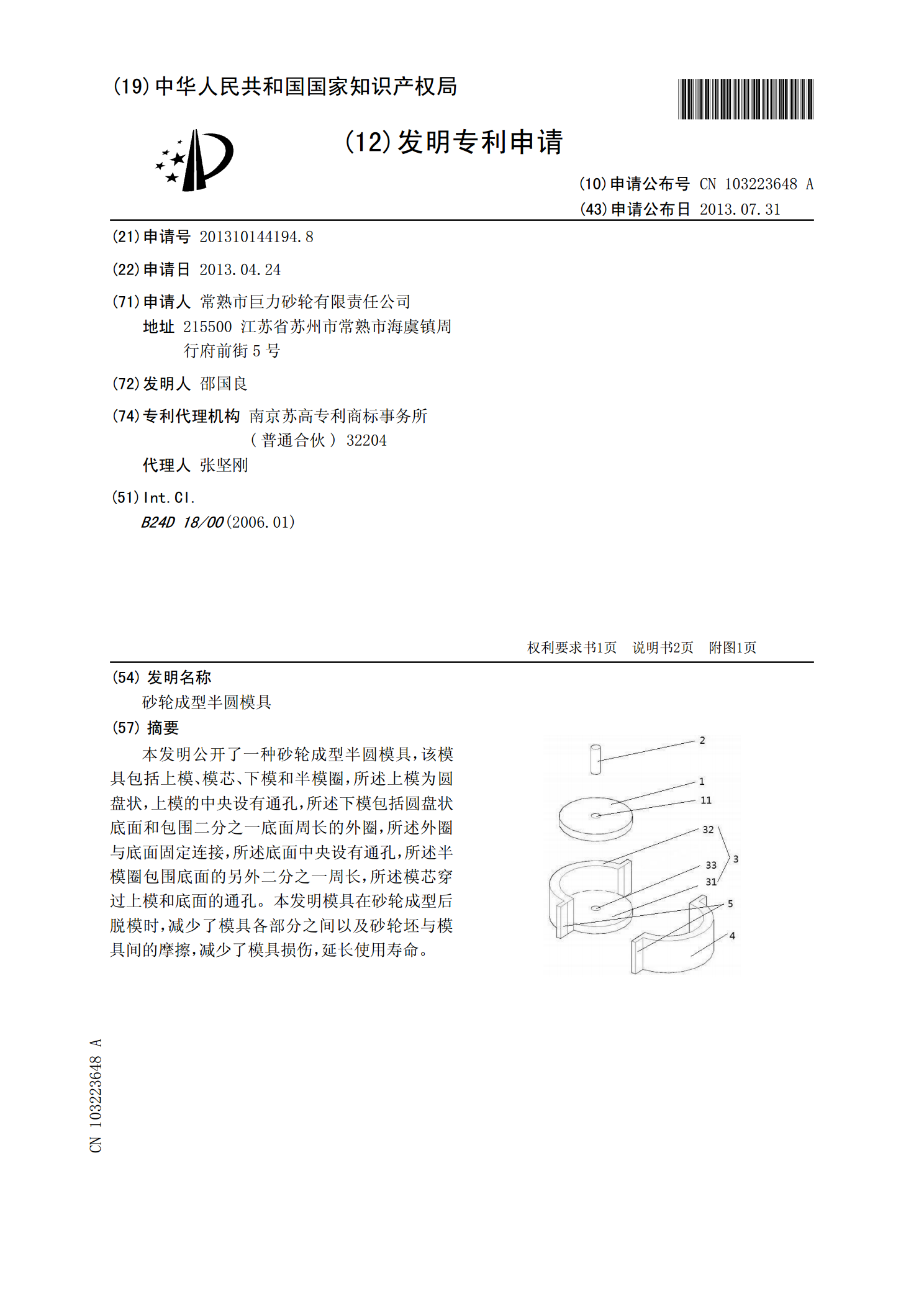
本发明公开了一种砂轮成型半圆模具,该模具包括上模、模芯、下模和半模圈,所述上模为圆盘状,上模的中央设有通孔,所述下模包括圆盘状底面和包围二分之一底面周长的外圈,所述外圈与底面固定连接,所述底面中央设有通孔,所述半模圈包围底面的另外二分之一周长,所述模芯穿过上模和底面的通孔。本发明模具在砂轮成型后脱模时,减少了模具各部分之间以及砂轮坯与模具间的摩擦,减少了模具损伤,延长使用寿命。