
一种联动式三步自检测冲孔装置.pdf

瀚玥****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种联动式三步自检测冲孔装置.pdf
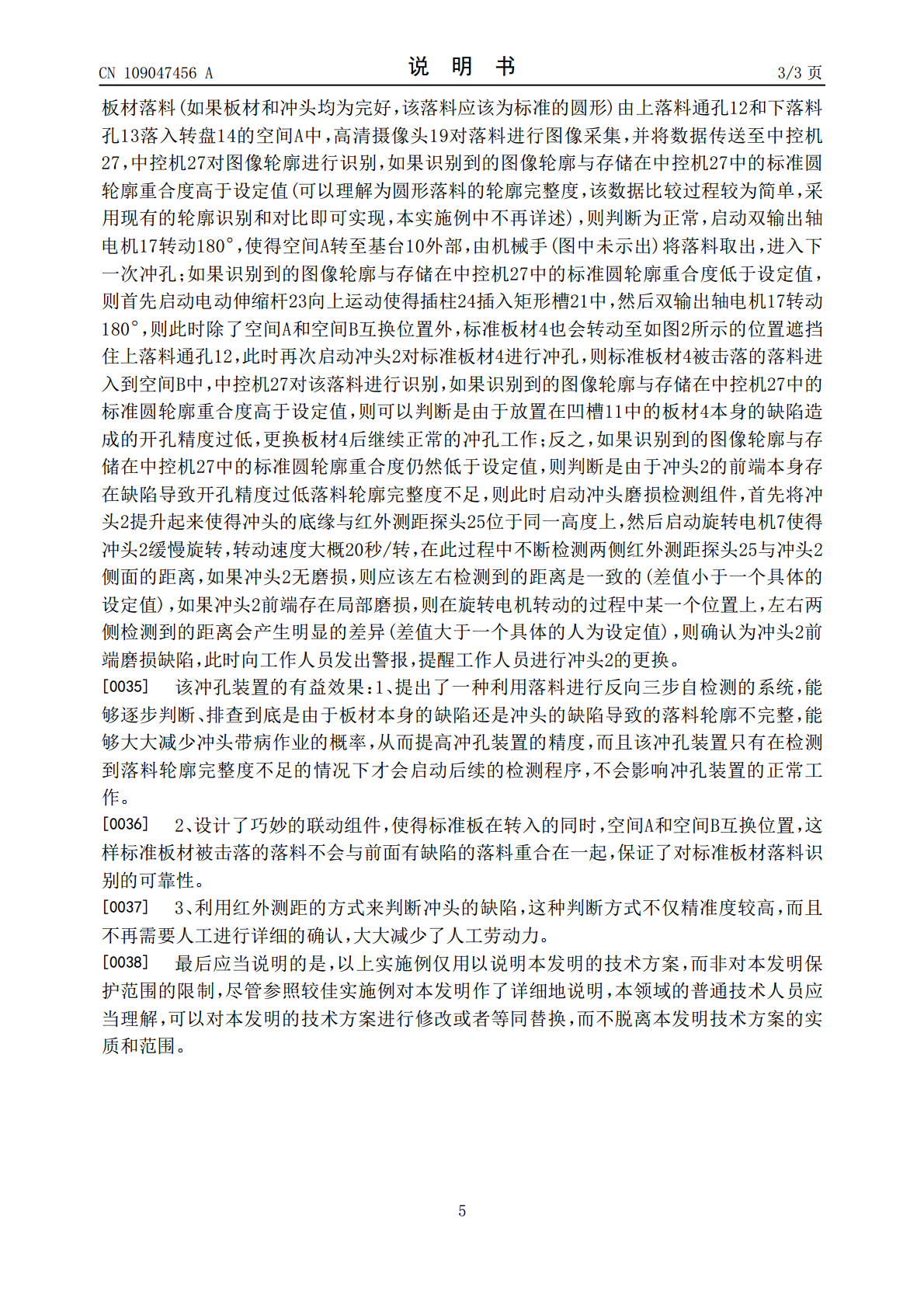
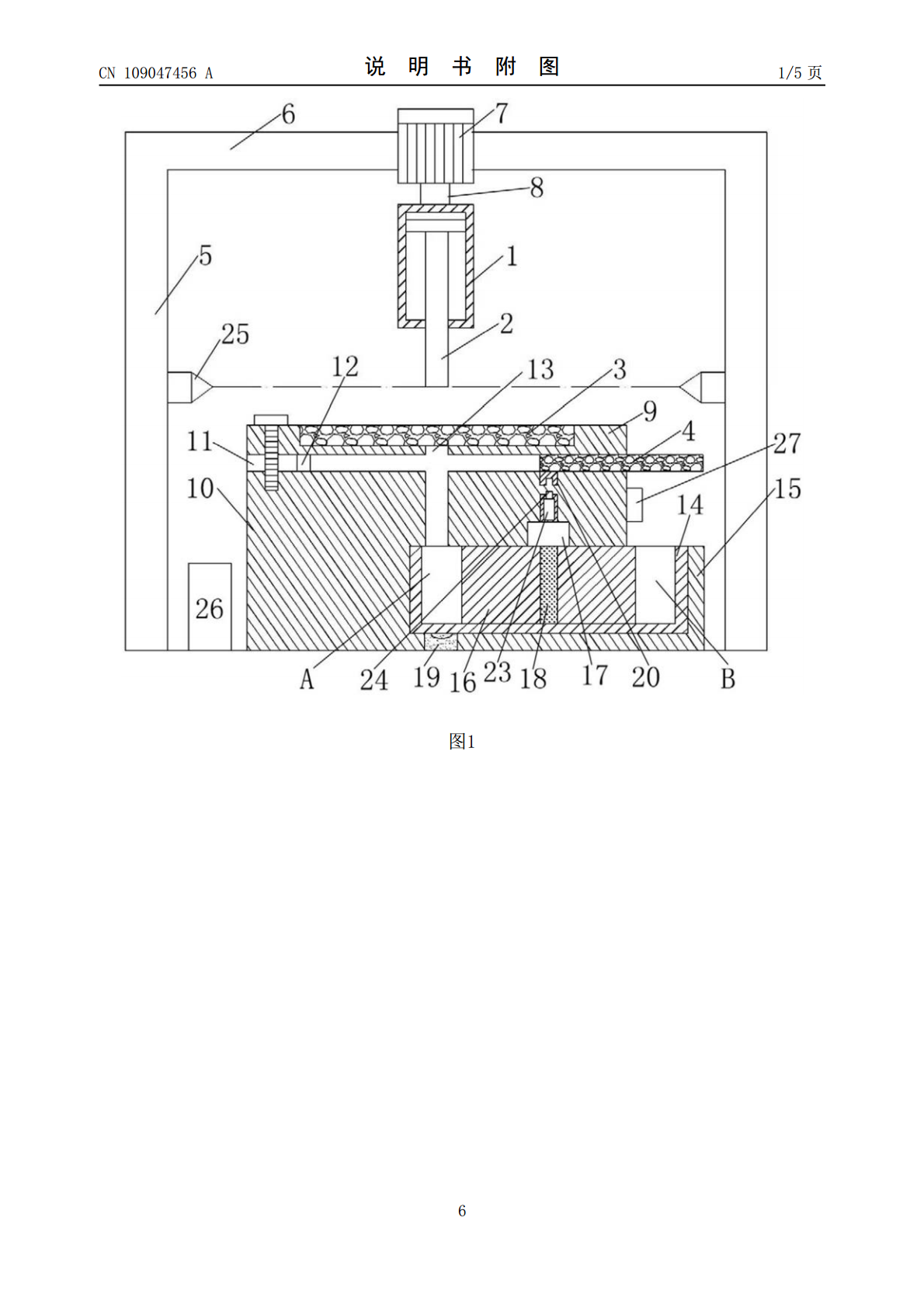
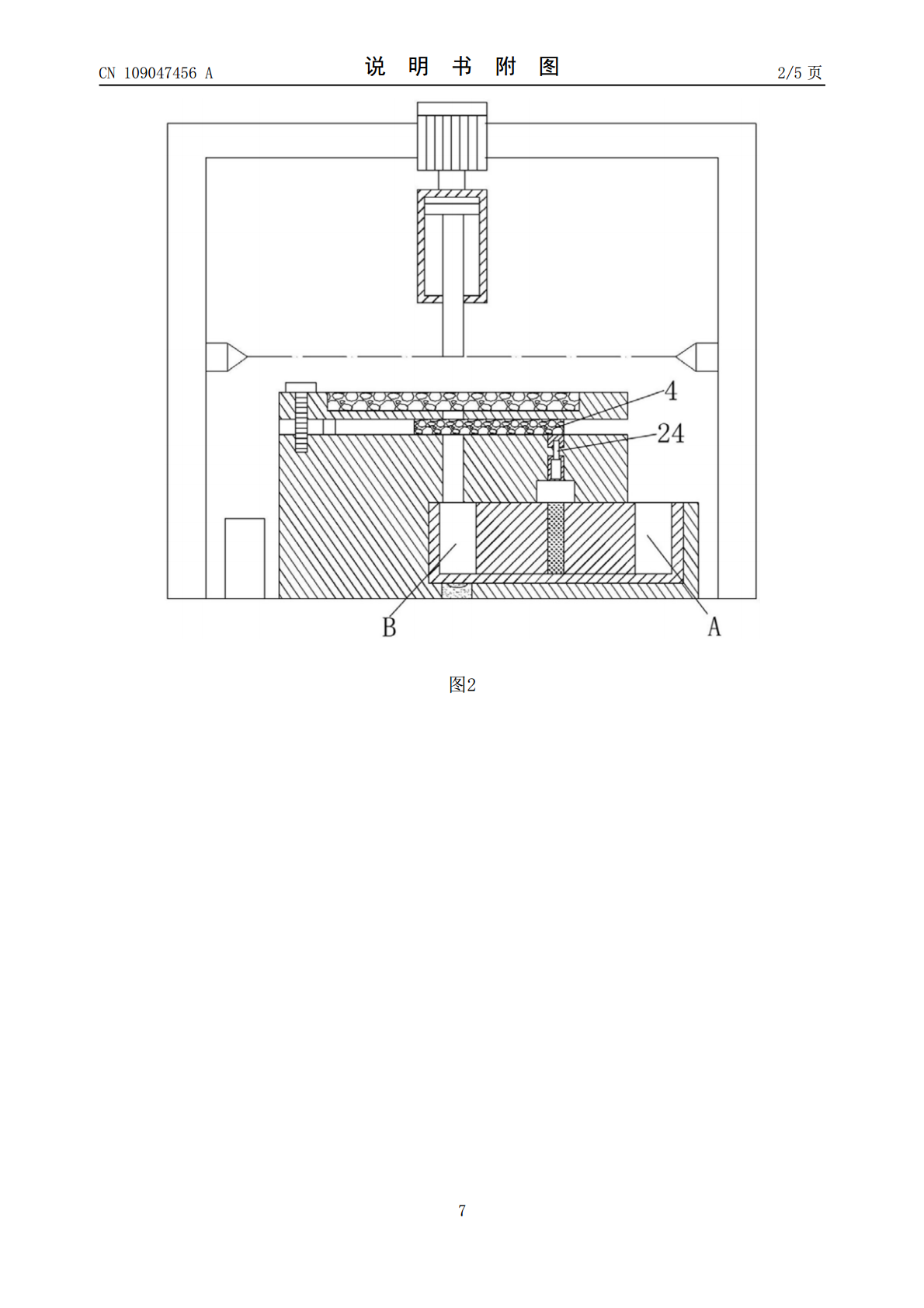
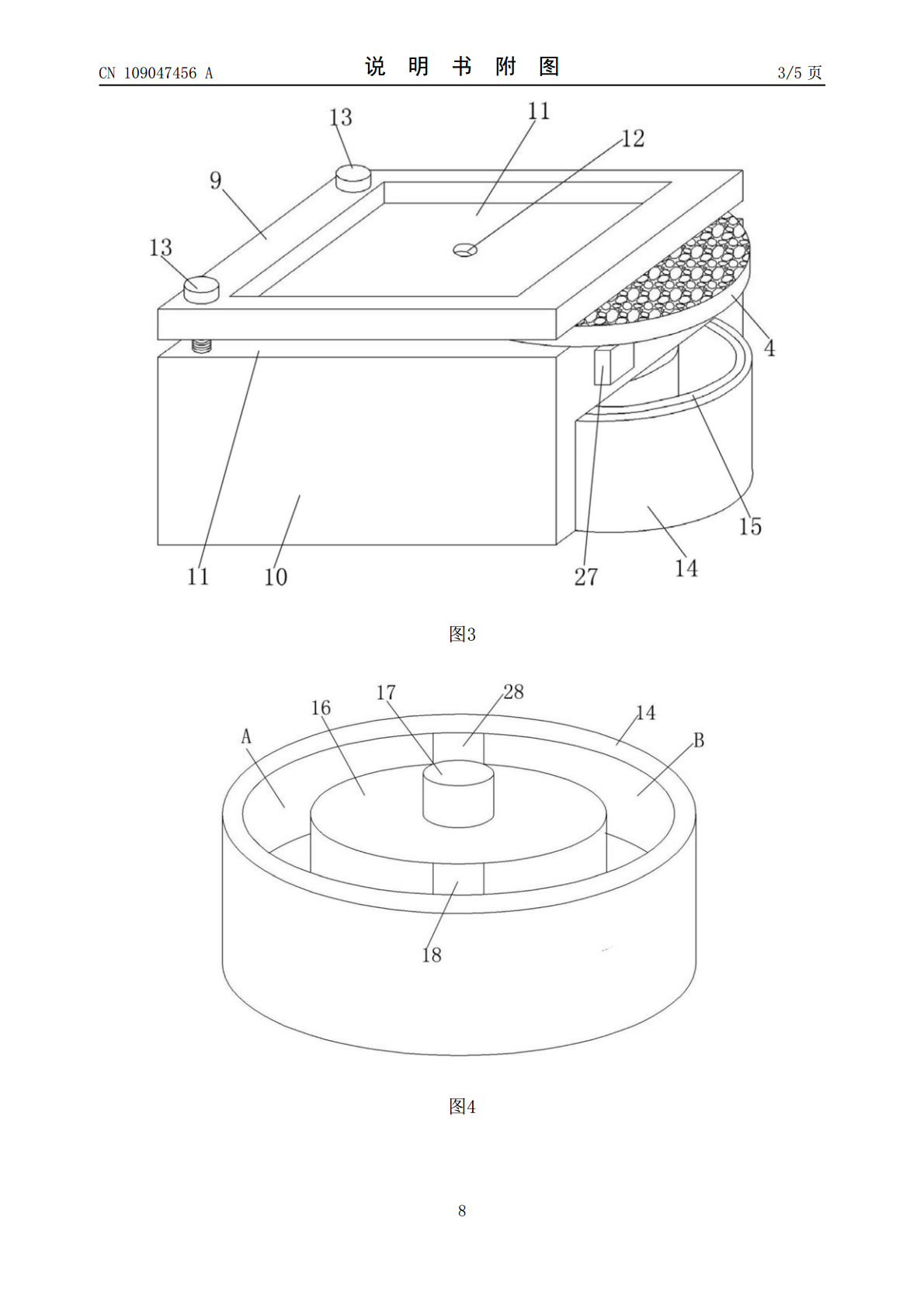
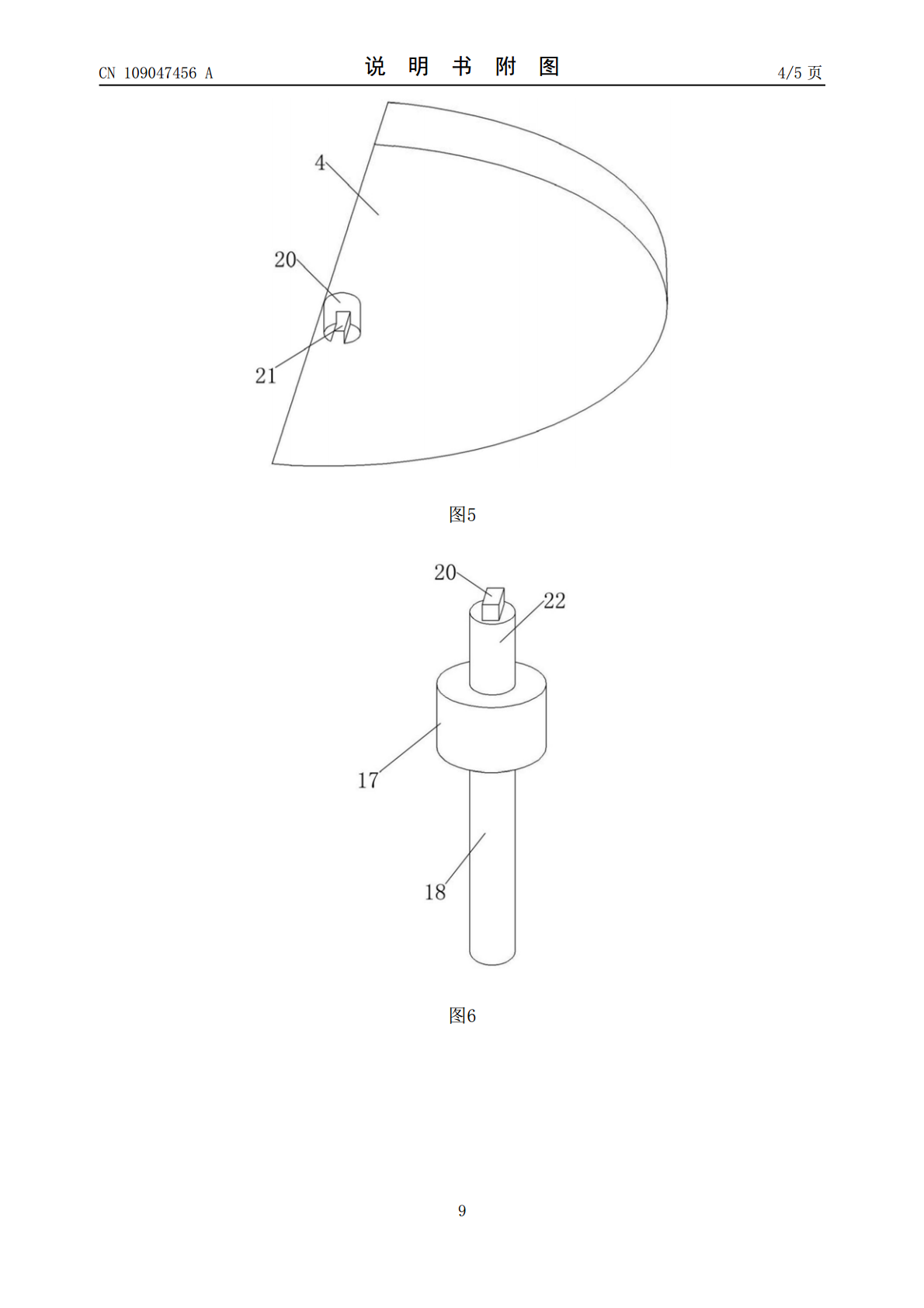
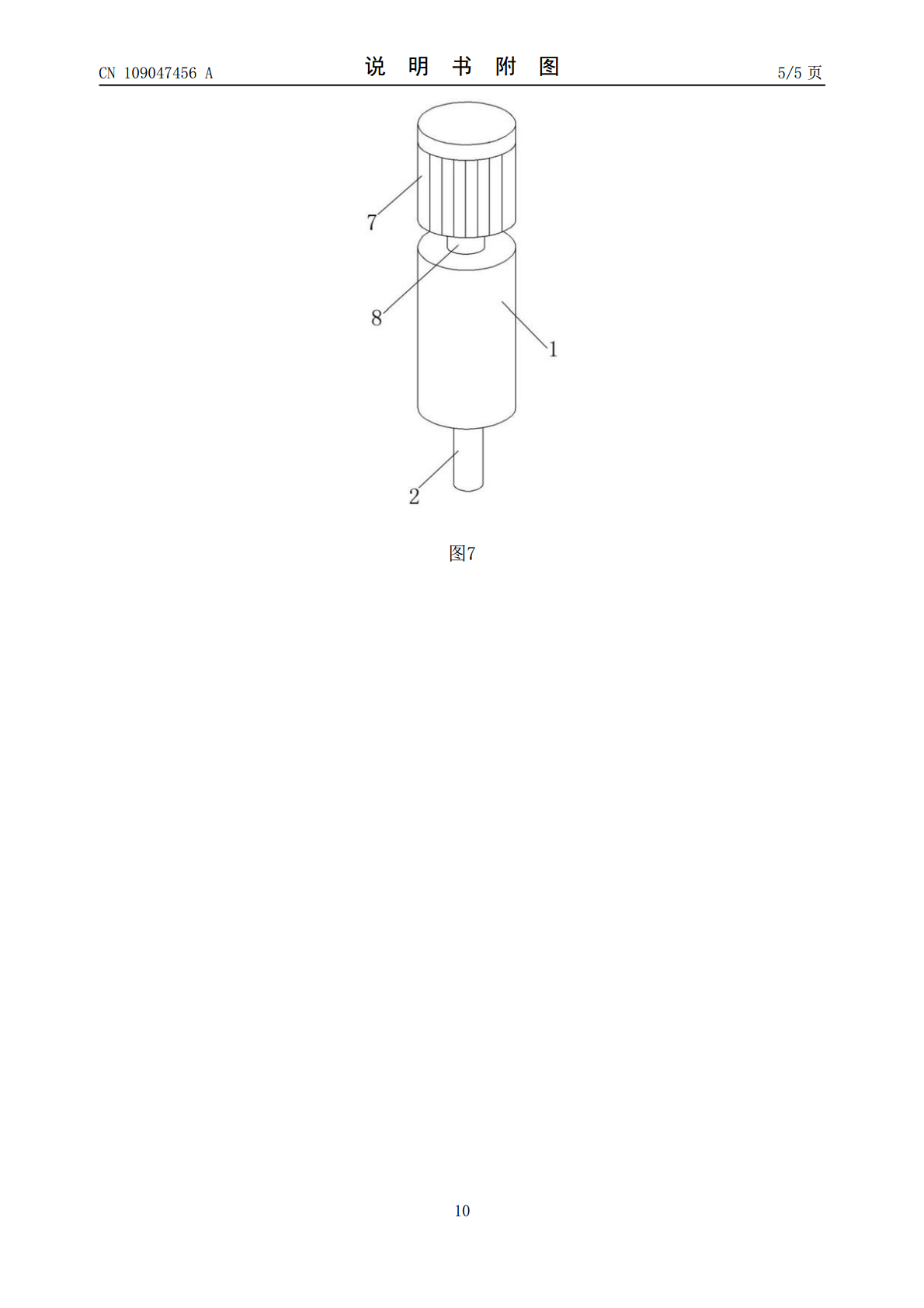
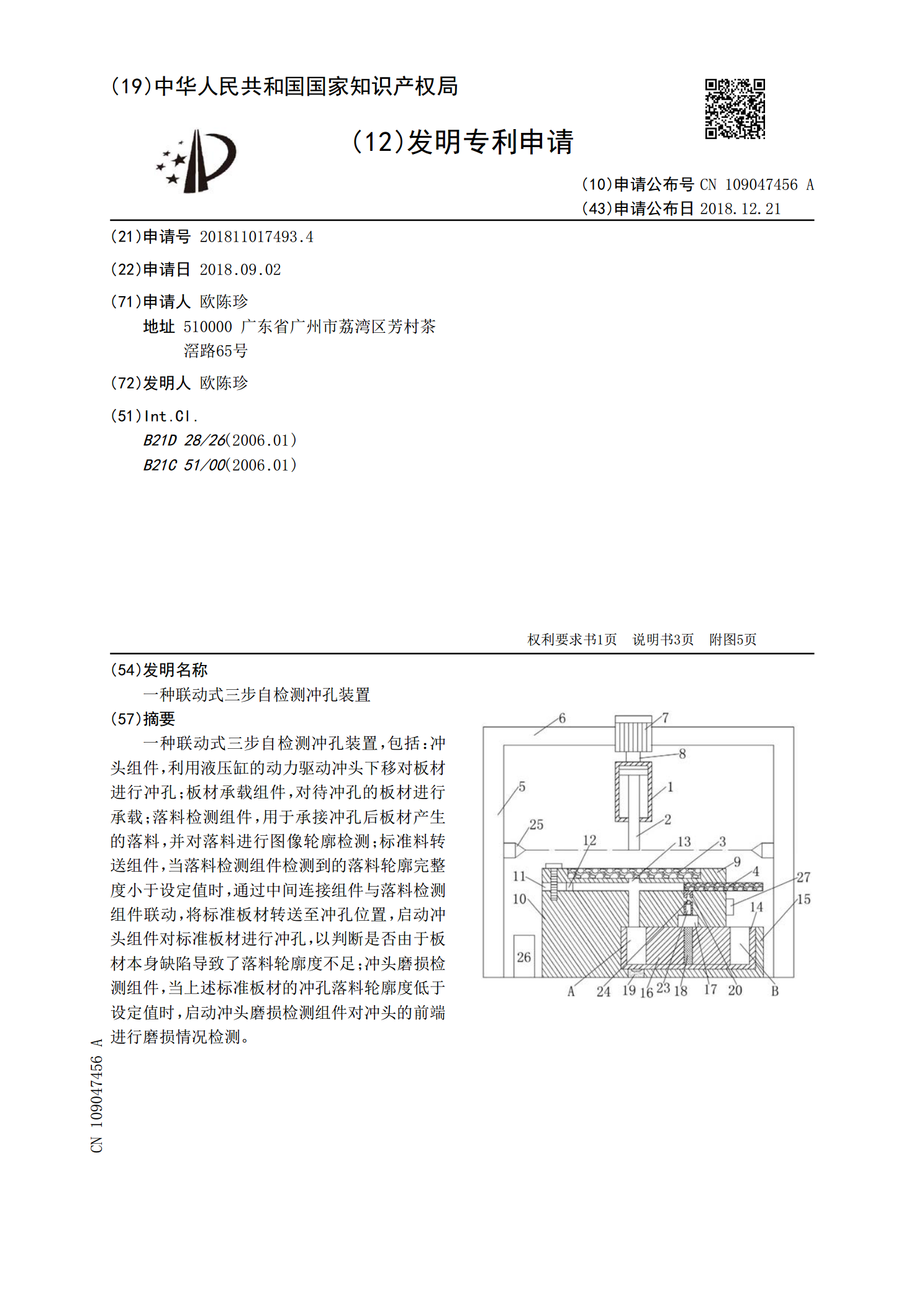
一种联动式三步自检测冲孔装置,包括:冲头组件,利用液压缸的动力驱动冲头下移对板材进行冲孔;板材承载组件,对待冲孔的板材进行承载;落料检测组件,用于承接冲孔后板材产生的落料,并对落料进行图像轮廓检测;标准料转送组件,当落料检测组件检测到的落料轮廓完整度小于设定值时,通过中间连接组件与落料检测组件联动,将标准板材转送至冲孔位置,启动冲头组件对标准板材进行冲孔,以判断是否由于板材本身缺陷导致了落料轮廓度不足;冲头磨损检测组件,当上述标准板材的冲孔落料轮廓度低于设定值时,启动冲头磨损检测组件对冲头的前端进行磨损情
一种机械联动调节式冲孔装置及冲孔方法.pdf
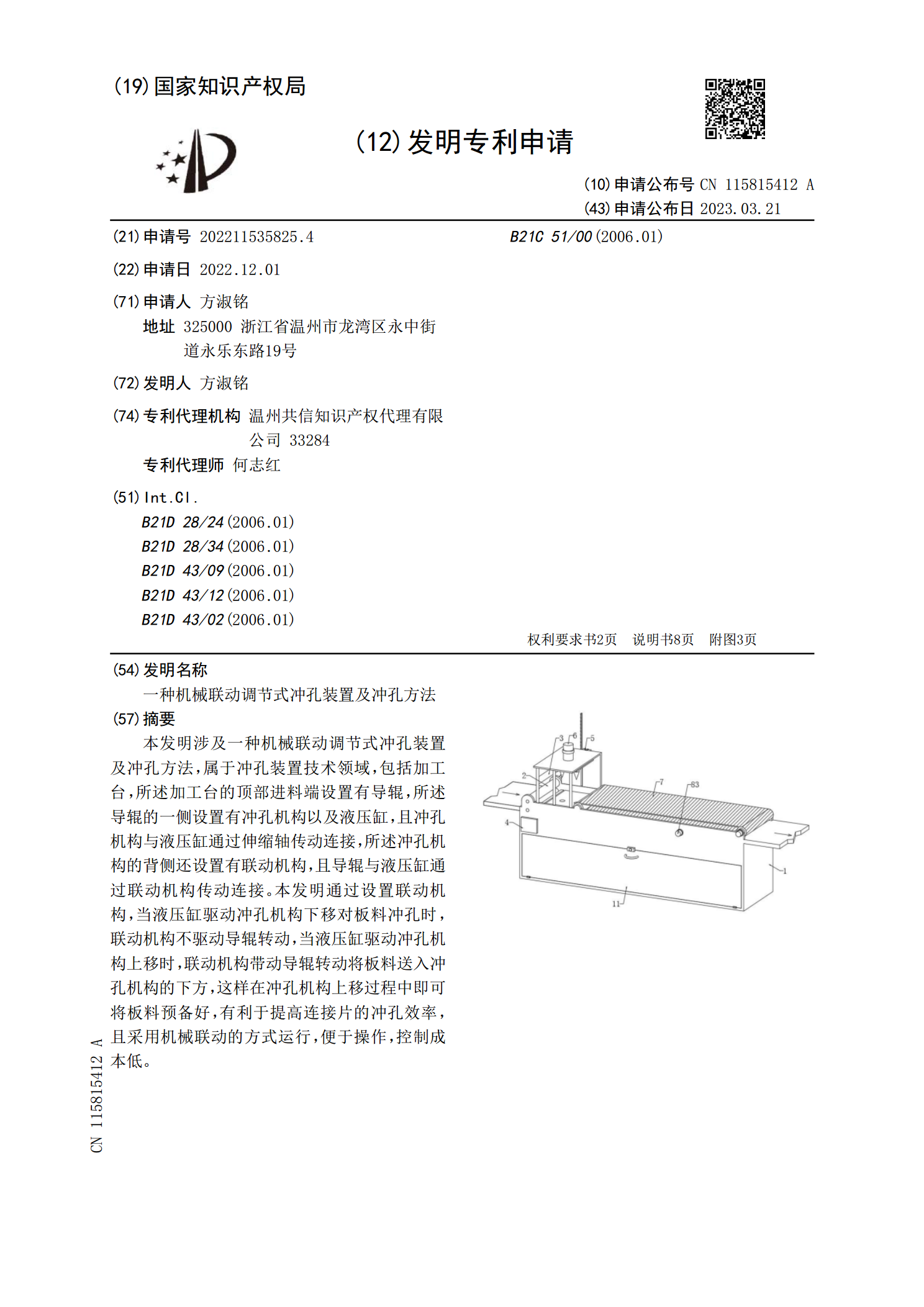
本发明涉及一种机械联动调节式冲孔装置及冲孔方法,属于冲孔装置技术领域,包括加工台,所述加工台的顶部进料端设置有导辊,所述导辊的一侧设置有冲孔机构以及液压缸,且冲孔机构与液压缸通过伸缩轴传动连接,所述冲孔机构的背侧还设置有联动机构,且导辊与液压缸通过联动机构传动连接。本发明通过设置联动机构,当液压缸驱动冲孔机构下移对板料冲孔时,联动机构不驱动导辊转动,当液压缸驱动冲孔机构上移时,联动机构带动导辊转动将板料送入冲孔机构的下方,这样在冲孔机构上移过程中即可将板料预备好,有利于提高连接片的冲孔效率,且采用机械联动
一种联动自锁式汽车轮毂固定装置.pdf
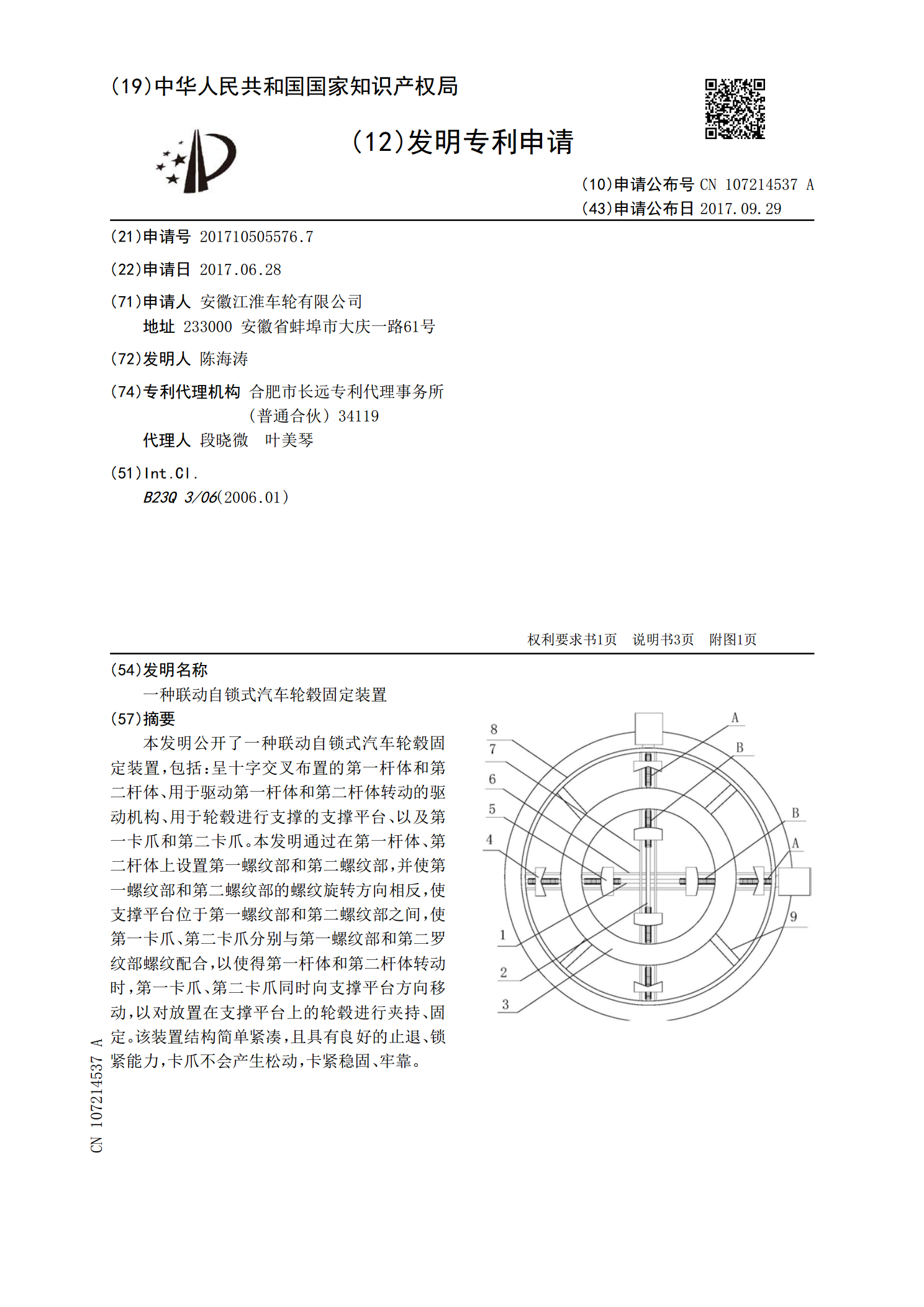
本发明公开了一种联动自锁式汽车轮毂固定装置,包括:呈十字交叉布置的第一杆体和第二杆体、用于驱动第一杆体和第二杆体转动的驱动机构、用于轮毂进行支撑的支撑平台、以及第一卡爪和第二卡爪。本发明通过在第一杆体、第二杆体上设置第一螺纹部和第二螺纹部,并使第一螺纹部和第二螺纹部的螺纹旋转方向相反,使支撑平台位于第一螺纹部和第二螺纹部之间,使第一卡爪、第二卡爪分别与第一螺纹部和第二罗纹部螺纹配合,以使得第一杆体和第二杆体转动时,第一卡爪、第二卡爪同时向支撑平台方向移动,以对放置在支撑平台上的轮毂进行夹持、固定。该装置结
一种联动式移位装置.pdf
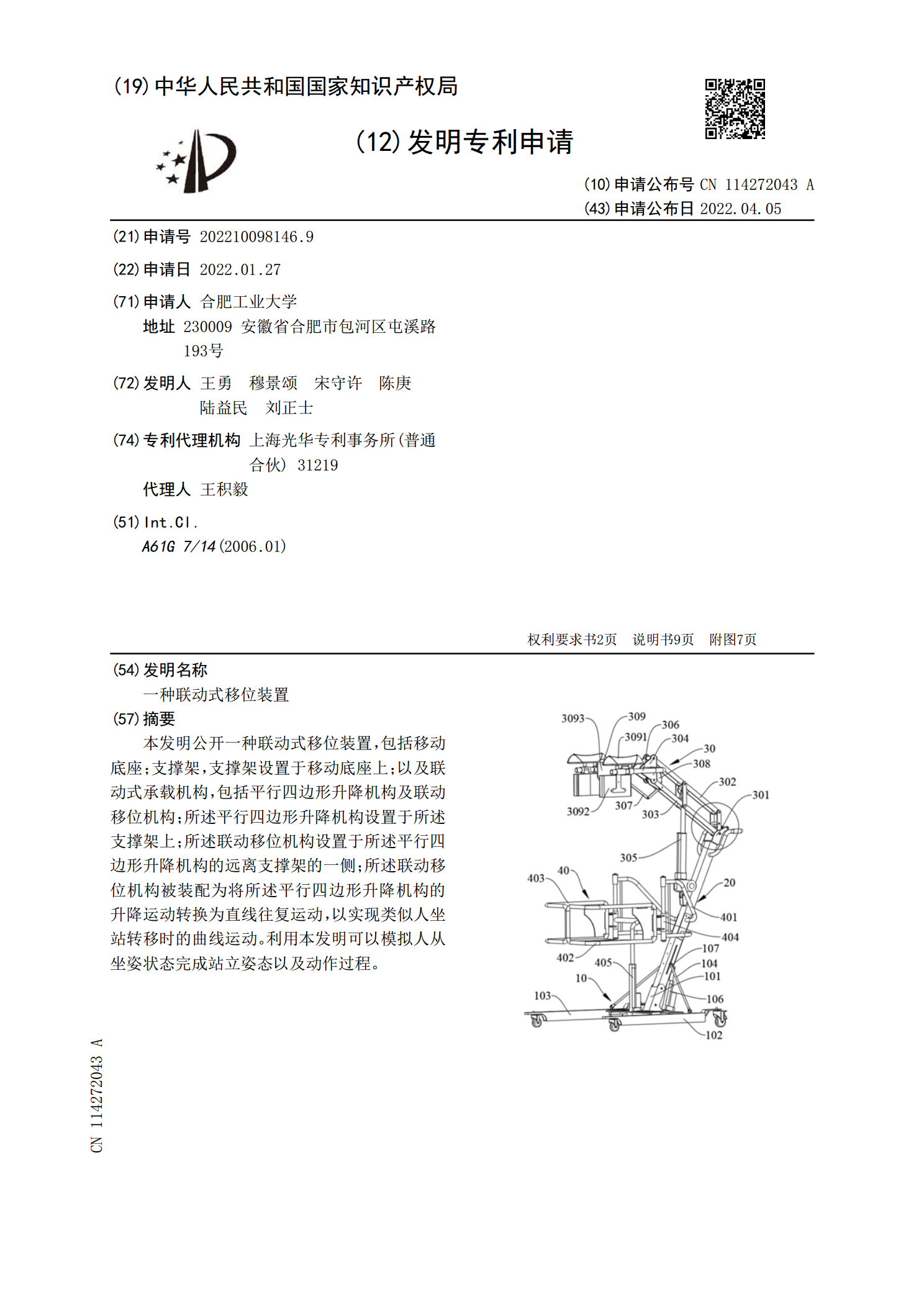
本发明公开一种联动式移位装置,包括移动底座;支撑架,支撑架设置于移动底座上;以及联动式承载机构,包括平行四边形升降机构及联动移位机构;所述平行四边形升降机构设置于所述支撑架上;所述联动移位机构设置于所述平行四边形升降机构的远离支撑架的一侧;所述联动移位机构被装配为将所述平行四边形升降机构的升降运动转换为直线往复运动,以实现类似人坐站转移时的曲线运动。利用本发明可以模拟人从坐姿状态完成站立姿态以及动作过程。
一种钢板自走式无损检测装置.pdf
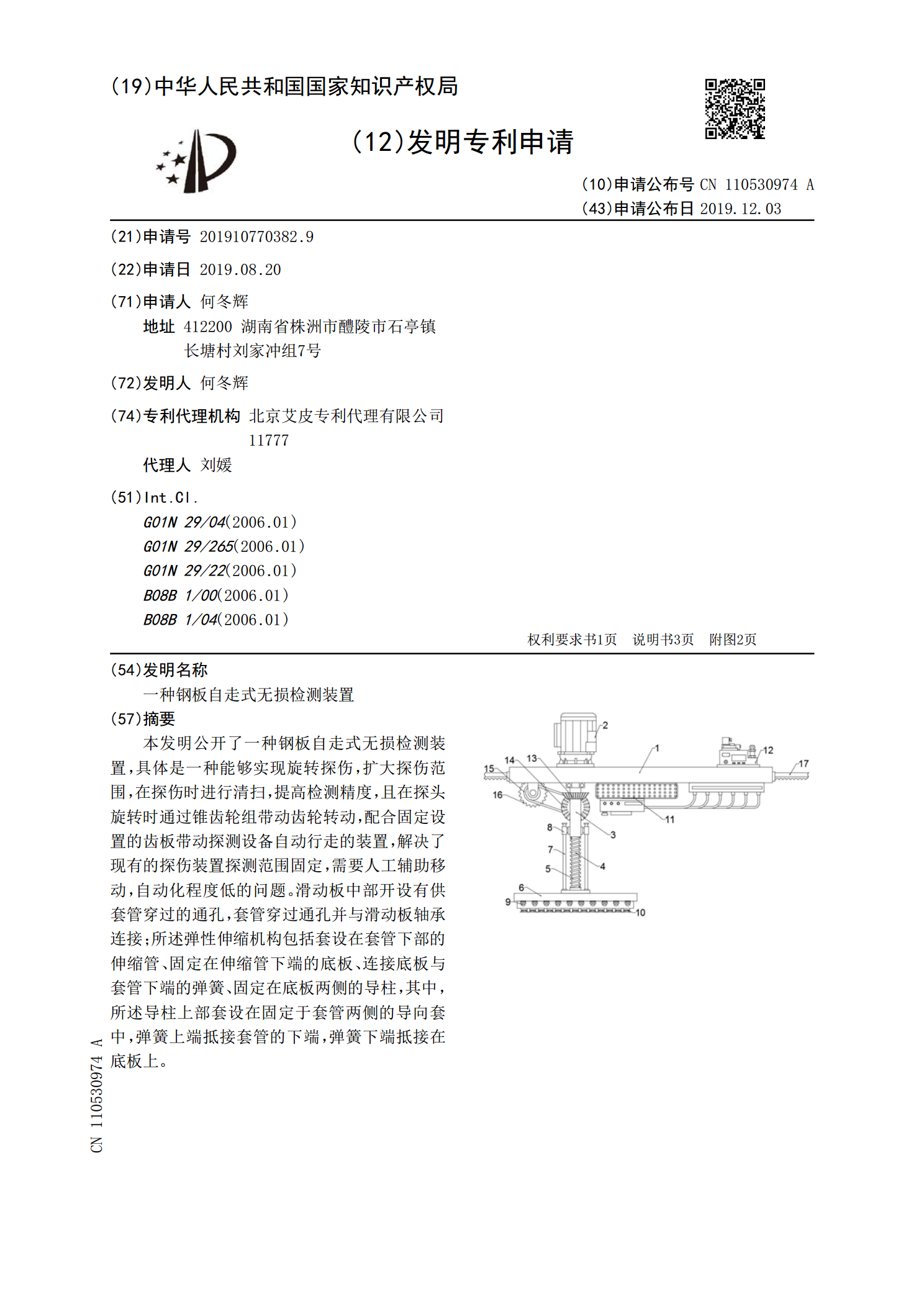
本发明公开了一种钢板自走式无损检测装置,具体是一种能够实现旋转探伤,扩大探伤范围,在探伤时进行清扫,提高检测精度,且在探头旋转时通过锥齿轮组带动齿轮转动,配合固定设置的齿板带动探测设备自动行走的装置,解决了现有的探伤装置探测范围固定,需要人工辅助移动,自动化程度低的问题。滑动板中部开设有供套管穿过的通孔,套管穿过通孔并与滑动板轴承连接;所述弹性伸缩机构包括套设在套管下部的伸缩管、固定在伸缩管下端的底板、连接底板与套管下端的弹簧、固定在底板两侧的导柱,其中,所述导柱上部套设在固定于套管两侧的导向套中,弹簧上