
一种汽车座椅头枕管的齿形成型模具.pdf

山梅****ai

1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车座椅头枕管的齿形成型模具.pdf
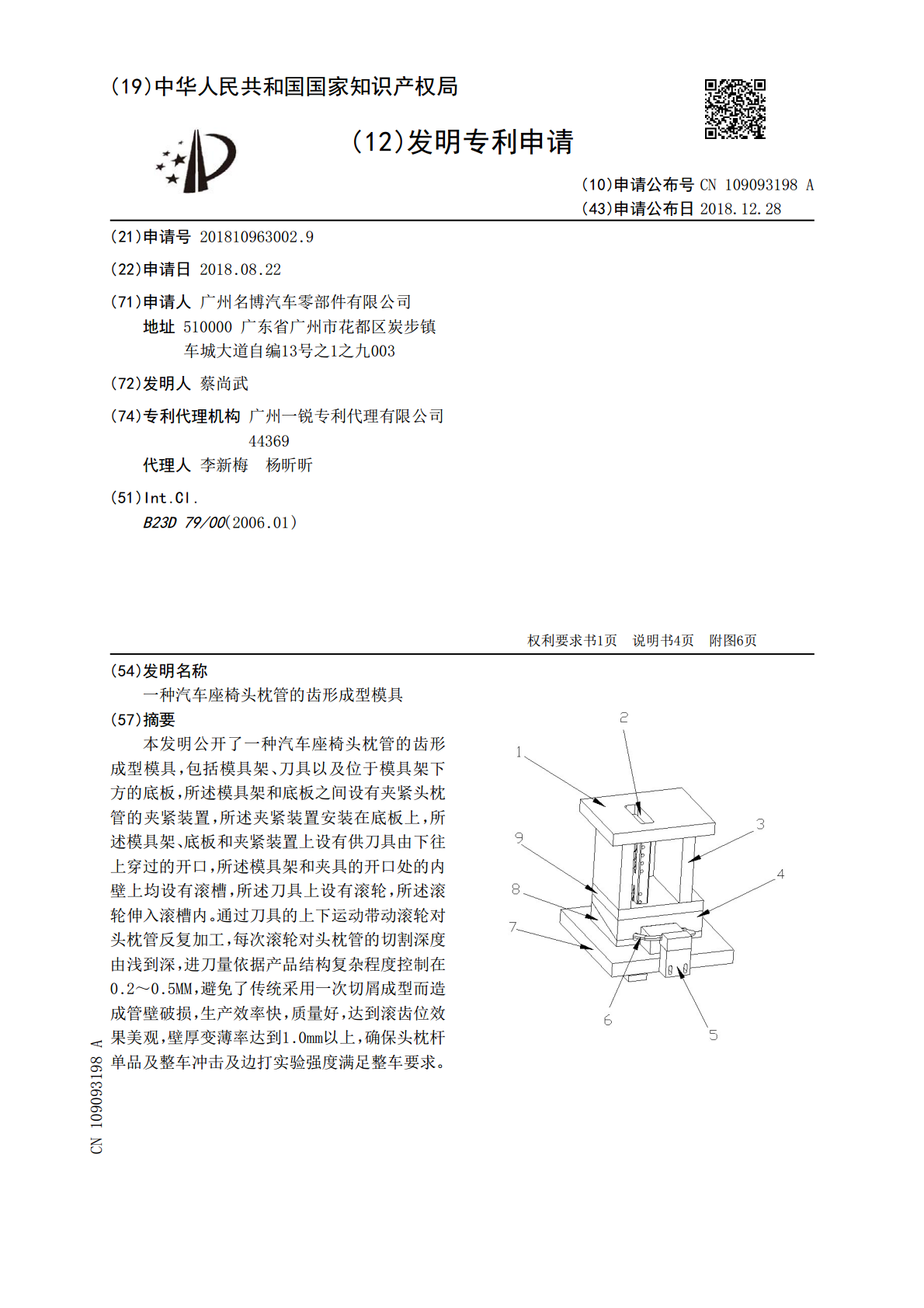
本发明公开了一种汽车座椅头枕管的齿形成型模具,包括模具架、刀具以及位于模具架下方的底板,所述模具架和底板之间设有夹紧头枕管的夹紧装置,所述夹紧装置安装在底板上,所述模具架、底板和夹紧装置上设有供刀具由下往上穿过的开口,所述模具架和夹具的开口处的内壁上均设有滚槽,所述刀具上设有滚轮,所述滚轮伸入滚槽内。通过刀具的上下运动带动滚轮对头枕管反复加工,每次滚轮对头枕管的切割深度由浅到深,进刀量依据产品结构复杂程度控制在0.2~0.5MM,避免了传统采用一次切屑成型而造成管壁破损,生产效率快,质量好,达到滚齿位效果

一种头枕杆齿形成型机.pdf
本发明公开了一种头枕杆齿形成型机,两个支撑板均垂直固定在机座上,两个支撑板相互平行,上模座滑动连接在两个支撑板上,变频电机固定在两个支撑板长度方向端部一侧,变频电机通过曲柄连杆机构带动上模座在两个支撑板上水平往复运动;上模座下表面设置有刀排,刀排上转动连接有多个滚刀;垂直抬升机构设置在两个支撑板之间,垂直抬升机构下表面和机座连接,垂直抬升机构上表面和夹具座连接,夹具座位于刀排的下方,垂直抬升机构用于带动夹具座在竖直方向上进行往复运动。本发明为解决汽车座椅头枕杆卡槽因去除材料的加工方式造成工件强度低的问题。

汽车座椅头枕管的U形折弯模具.pdf
本发明提供了汽车座椅头枕管的U形折弯模具,其能解决目前汽车座椅头枕管的U形折弯加工方式存在的精度低、质量不稳定、加工成本高的问题。其包括上模座和下模座,上模座底部安装有凸模机构,下模座上通过支撑机构安装有凹模机构,支撑机构上还设置有滚轮支撑定位机构,待加工管件由滚轮支撑定位机构支撑定位于凹模机构上,凸模机构设有成形凸面,凹模机构设有成形凹腔,上模座与下模座相向合模过程中成形凸面与成形凹腔配合对待加工管件进行U形折弯成形。

汽车座椅头枕管的排齿成形模具.pdf
本发明提供了汽车座椅头枕管的排齿成形模具,其能解决采用传统的齿口冲压模具加工管件小间距排齿齿形过程中存在的齿形成形精度低、加工质量无法满足要求的问题。其上模机构包括上模座、上夹板和滚轮推齿结构,上模座的底部嵌装有上垫板,上垫板底部固装有上夹板,滚轮推齿结构的滚轮固定座的顶部向上穿过上夹板后与上垫板紧固,滚轮固定座的前侧面上自下而上并排设置有若干组滚轮组件,每组滚轮组件均包括与待加工管件上排齿的齿形数量相等的推齿滚轮,每组滚轮组件的推齿滚轮均沿横向同心设置,每组滚轮组件的每个推齿滚轮的外周面分别与待加工管件

一种汽车座椅头枕的成型方法.pdf
本发明公开了一种汽车座椅头枕的成型方法,将面料、海绵、薄膜、海绵按由外至内的顺序复合粘接在一起,经过裁剪、缝制等工艺,得到面套,再将头枕支撑架放入缝制好的面套内并放置于模具中,通过面套底端的圆孔进行注料,得到头枕成品。通过在面料复合过程中粘接有外层海绵,可使在生产中产生的空气全部由外层海绵吸收,可以抑制产品成型不良,从而提高产品合格率;通过阶段式缓慢升温可提高发泡原料的发泡倍率;通过面套底端的圆孔进行注料,可实现迅速发泡成型,提高了生产效率。