
一种高弹复合纱的生产方法.pdf

又珊****ck

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高弹复合纱的生产方法.pdf
本发明给出一种高弹复合纱的生产方法,通过细纱机前罗拉采用单独电机控制传动、中罗拉采用单独电机控制传动且与后罗拉之间通过齿轮传动,短纤粗纱由后罗拉喂入,经牵伸区的牵伸后由前罗拉输出得到短纤维须条,两根长丝分别由位于短纤维须条左右两侧前罗拉喂入对短纤维须条进行包缠,一根长丝由位于短纤维须条正上方的前罗拉喂入被短纤维须条包裹,纺纱中,通过改变前罗拉转速,继而改变短纤维须条的线密度和短纤维须条的加捻捻度以及两根长丝对短纤维须条的包缠捻度,继而改变复合纱的线密度,实现竹节效果,同时改变两根包缠长丝和一根包芯长丝与短

一种高弹双芯纱生产装置和生产方法.pdf
本发明给出一种高弹双芯纱生产装置和生产方法,装置包括由后罗拉和后胶辊组成的后牵伸罗拉对、由中罗拉和中胶辊组成的中牵伸罗拉对、由前罗拉和前胶辊组成的前牵伸罗拉对,其中在各个胶辊的上部分别加装喂入辊,喂入辊之间通过齿轮连接传动,且前喂入辊通过与前胶辊紧密按压接触传动,且在中喂入辊上开有凹槽,一根锦纶长丝由后喂入辊按压后经中喂入辊的凹槽后由前喂入辊按压输出,另一根氨纶长丝由中喂入辊按压后由前喂入辊按压输出,而后两者送入前罗拉钳口与经过牵伸后得到的纯棉须条汇合,从而实现芯丝与须条的同步喂入和两根芯丝喂入张力的独立
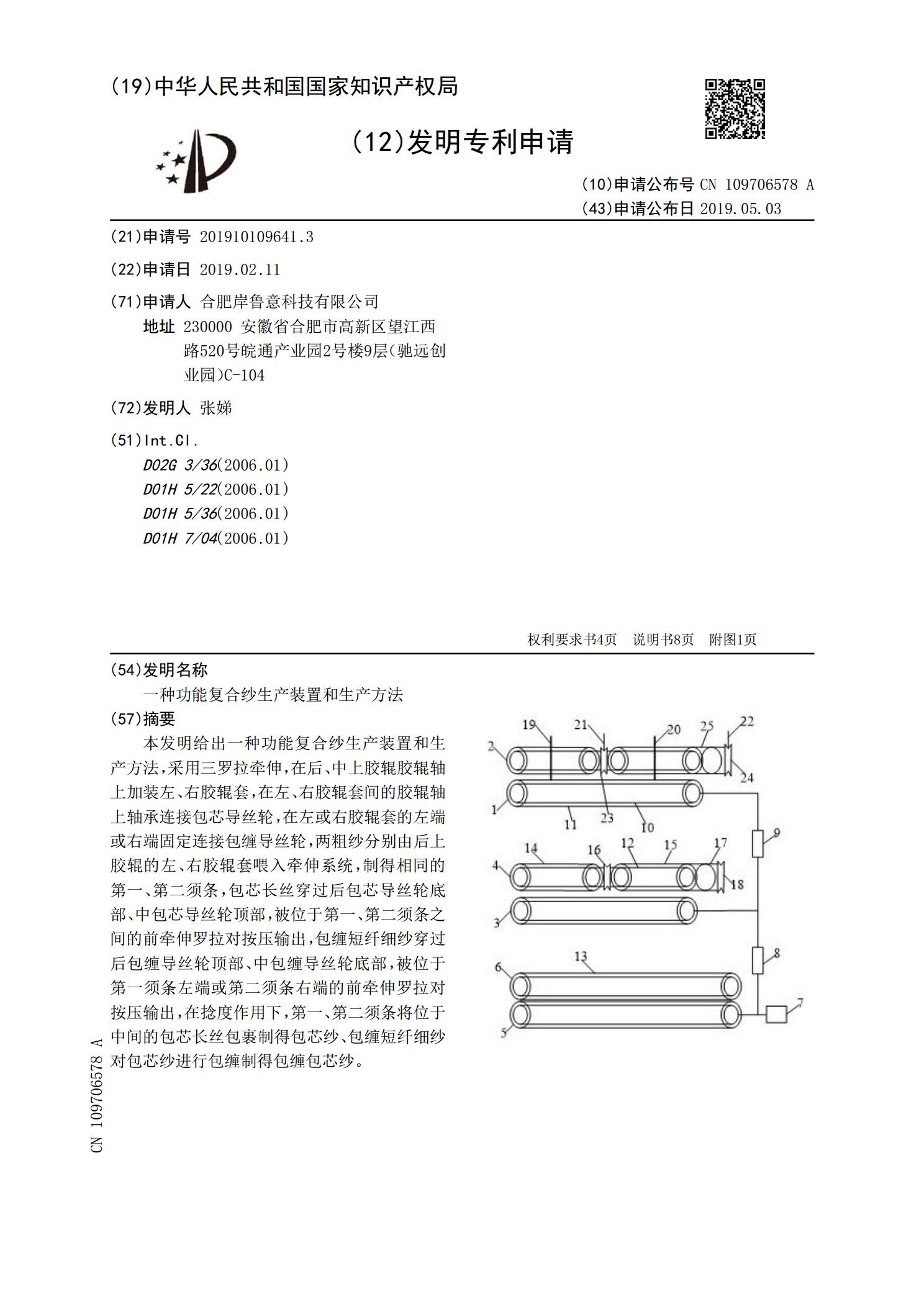
一种功能复合纱生产装置和生产方法.pdf
本发明给出一种功能复合纱生产装置和生产方法,采用三罗拉牵伸,在后、中上胶辊胶辊轴上加装左、右胶辊套,在左、右胶辊套间的胶辊轴上轴承连接包芯导丝轮,在左或右胶辊套的左端或右端固定连接包缠导丝轮,两粗纱分别由后上胶辊的左、右胶辊套喂入牵伸系统,制得相同的第一、第二须条,包芯长丝穿过后包芯导丝轮底部、中包芯导丝轮顶部,被位于第一、第二须条之间的前牵伸罗拉对按压输出,包缠短纤细纱穿过后包缠导丝轮顶部、中包缠导丝轮底部,被位于第一须条左端或第二须条右端的前牵伸罗拉对按压输出,在捻度作用下,第一、第二须条将位于中间的

高弹包芯集合纱纺纱方法及其装置.pdf
本发明涉及纺纱领域,具体涉及一种新型的高弹包芯集合纱纺纱方法。本发明的高弹包芯集合纱纺纱方法,其特征是,包括以下步骤:将二根粗纱配入后和弹力丝在纺纱区聚合纺纱。该方法克服了原包芯技术容易露丝的缺陷,原包芯技术是单根粗纱配入和弹力丝在纺纱三角区聚合进行纺纱,弹力丝轮不对中极易造成露丝;高弹包芯集合纺纱技术是二根相纱配入后和弹力丝在纺纱区聚合纺纱,因前罗拉吐出来条区较宽很好解决了露丝现象。该方法具有原料适应性较好、能降低原棉等级、节约了原料成本、最大化发挥纺纱效益等优点。本发明还涉及高弹包芯集合纱纺纱方法所用
一种耐腐蚀的高弹复合纤维及其制备方法.pdf
本发明公开了一种耐腐蚀的高弹复合纤维及其制备方法,所述制备方法是把玻璃纤维布浸润于树脂预浸液中,然后取出进行层叠、模压成型、后固化处理得到耐腐蚀的高弹复合纤维。所述预浸液为树脂预浸液,通过在树脂预浸液中添加树枝状纳米二氧化硅,其既可以做补强填料,也可以将玻璃纤维与树脂结合,起到桥梁作用,保证两者之间良好的界面结合,减少甚至杜绝因含浸不良而导致的基材空洞、树脂空洞等基材内部缺陷的产生而影响材料的力学性能,提高了耐腐蚀的高弹复合纤维的使用寿命。