
一种锥套开槽流水铣槽加工装置及加工方法.pdf

是立****92

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种锥套开槽流水铣槽加工装置及加工方法.pdf
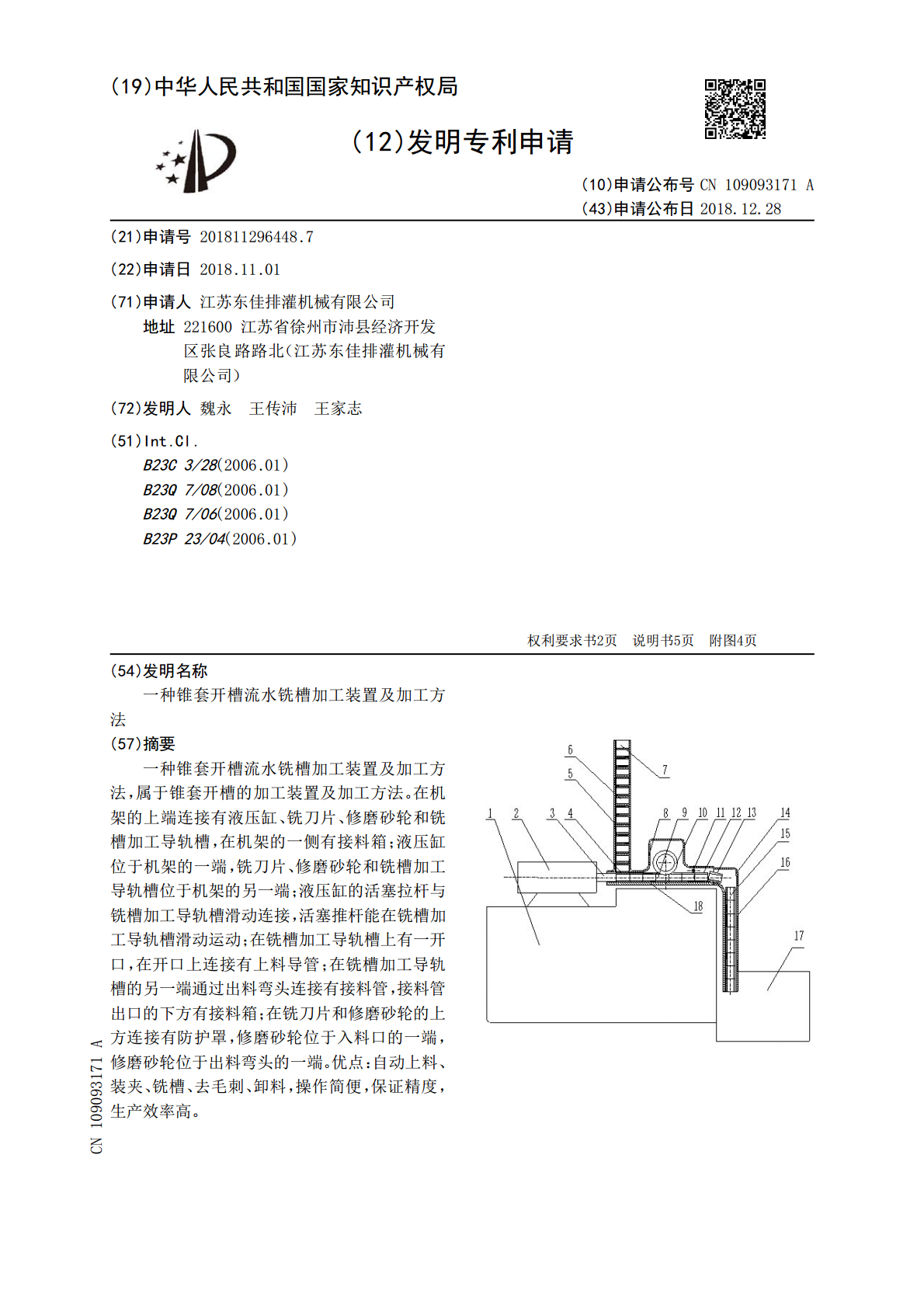
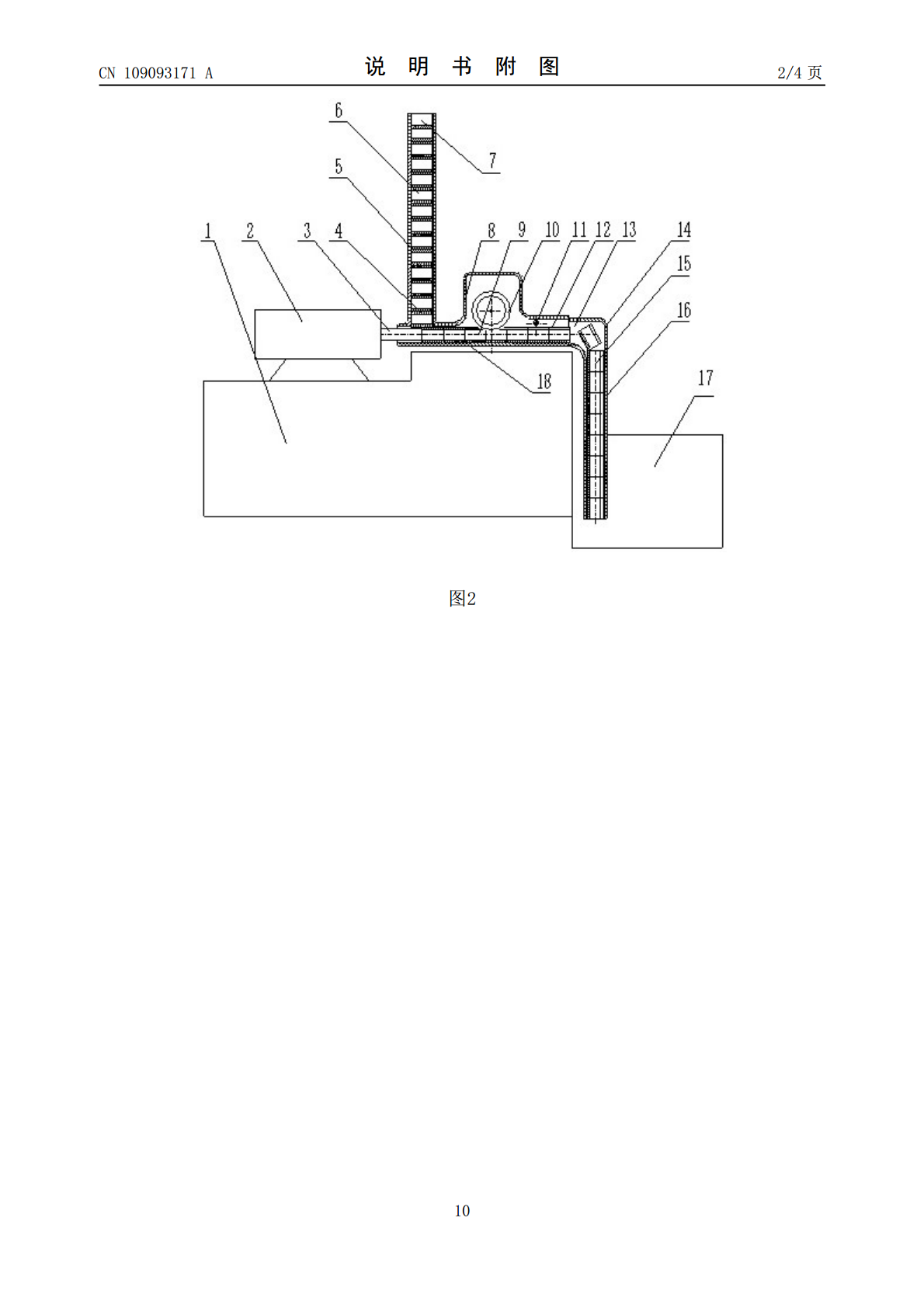
一种锥套开槽流水铣槽加工装置及加工方法,属于锥套开槽的加工装置及加工方法。在机架的上端连接有液压缸、铣刀片、修磨砂轮和铣槽加工导轨槽,在机架的一侧有接料箱;液压缸位于机架的一端,铣刀片、修磨砂轮和铣槽加工导轨槽位于机架的另一端;液压缸的活塞拉杆与铣槽加工导轨槽滑动连接,活塞推杆能在铣槽加工导轨槽滑动运动;在铣槽加工导轨槽上有一开口,在开口上连接有上料导管;在铣槽加工导轨槽的另一端通过出料弯头连接有接料管,接料管出口的下方有接料箱;在铣刀片和修磨砂轮的上方连接有防护罩,修磨砂轮位于入料口的一端,修磨砂轮位于
一种后背板铣槽加工方法.pdf
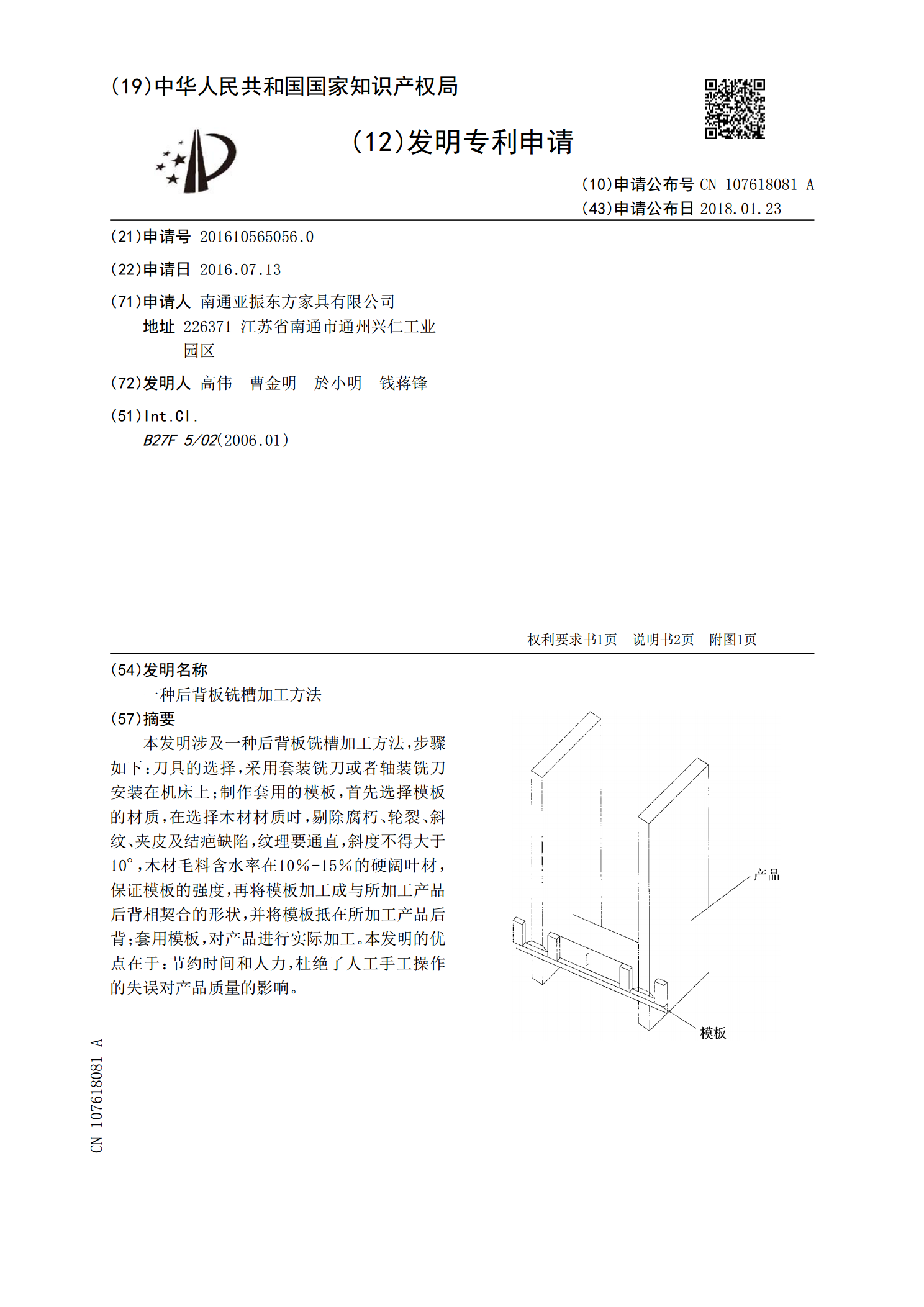
本发明涉及一种后背板铣槽加工方法,步骤如下:刀具的选择,采用套装铣刀或者轴装铣刀安装在机床上;制作套用的模板,首先选择模板的材质,在选择木材材质时,剔除腐朽、轮裂、斜纹、夹皮及结疤缺陷,纹理要通直,斜度不得大于10°,木材毛料含水率在10%‑15%的硬阔叶材,保证模板的强度,再将模板加工成与所加工产品后背相契合的形状,并将模板抵在所加工产品后背;套用模板,对产品进行实际加工。本发明的优点在于:节约时间和人力,杜绝了人工手工操作的失误对产品质量的影响。

一种汽车锁芯铣槽铣斜面加工装置.pdf
本实用新型公开了一种汽车锁芯铣槽铣斜面加工装置,其包括机台和设置在机台上的十字滑台、上料机构、退料气缸、铣槽机构和铣斜面机构,十字滑台设置在机台上,十字滑台上设置有夹具,夹具上设置有夹槽,上料机构设置在十字滑台的一侧,上料机构包括送料板、移料气缸和排料板,送料板上设置有送料槽,移料气缸设置在送料槽的一端,排料板连接在送料板上,排料板上设置有排料槽,排料槽位于所述送料槽的上方,退料气缸设置在十字滑台的另一侧,铣槽机构设置在十字滑台的一端,十字滑台的另一端设置有电机柜,铣斜面机构设置在铣槽机构的一侧。本实用新
一种整体叶轮双列开槽插铣加工方法.pdf
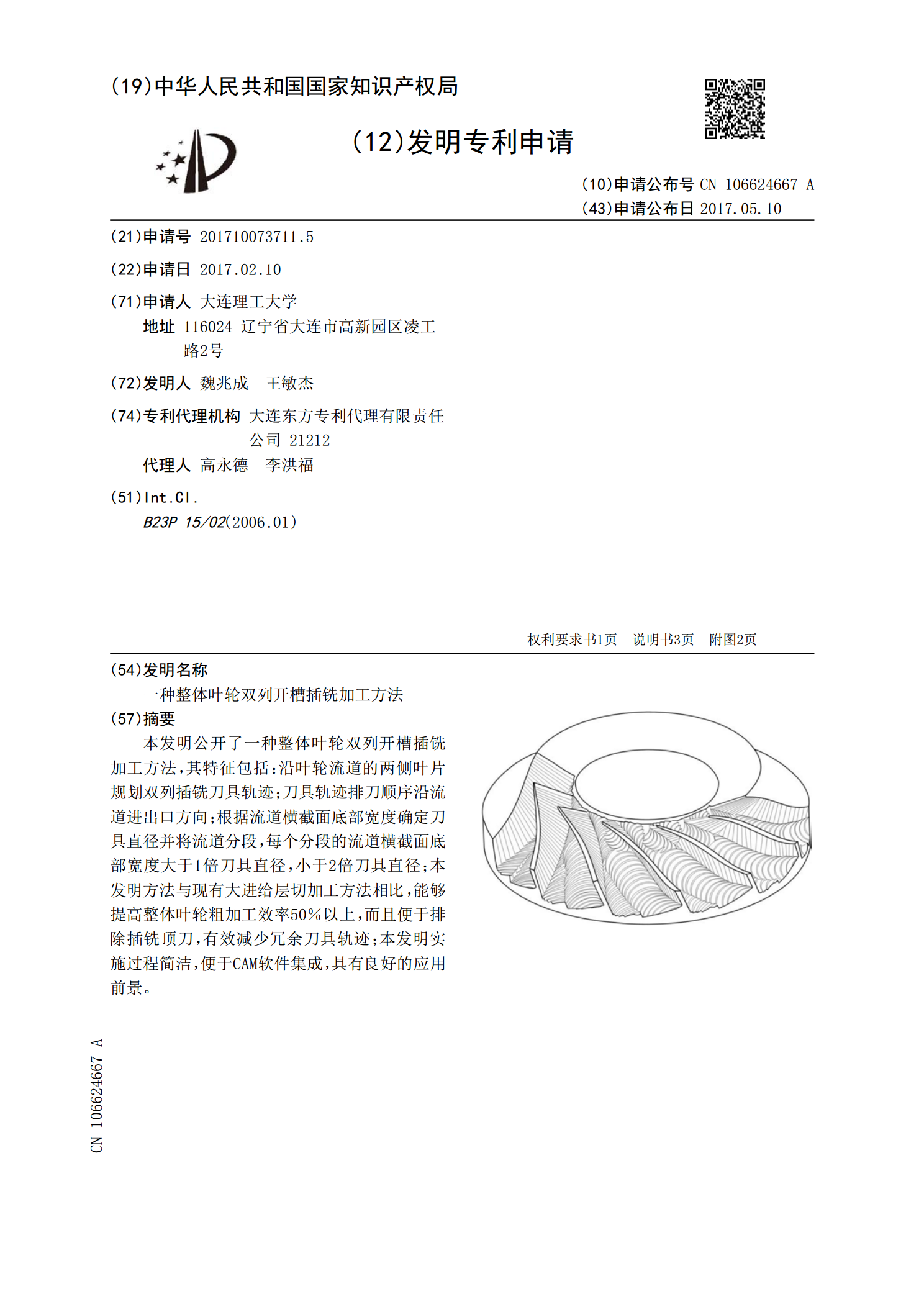
本发明公开了一种整体叶轮双列开槽插铣加工方法,其特征包括:沿叶轮流道的两侧叶片规划双列插铣刀具轨迹;刀具轨迹排刀顺序沿流道进出口方向;根据流道横截面底部宽度确定刀具直径并将流道分段,每个分段的流道横截面底部宽度大于1倍刀具直径,小于2倍刀具直径;本发明方法与现有大进给层切加工方法相比,能够提高整体叶轮粗加工效率50%以上,而且便于排除插铣顶刀,有效减少冗余刀具轨迹;本发明实施过程简洁,便于CAM软件集成,具有良好的应用前景。

一种整体叶轮开槽插铣加工优化方法.pdf
本发明公开了一种整体叶轮开槽插铣加工优化方法,其建立插铣动力学模型和大圆角插铣刀非对称插铣的铣削力模型,将通过模态试验获得的模态参数和由铣削力模型得到的动态铣削力代入到动力学方程中从而进一步对切削力进行修正;建立等效刀杆稳定性分析有限元模型,引入变形比和刀杆危险位置径向偏移量,从而获取优化的切削参数。所述方法解决了整体叶轮开槽插铣加工中切削参数的选择优化问题,从而避免了加工过程中刀具和工件产生干涉现象,达到了叶片变形小、切削效率高的有益效果。本发明也适用于类似零件的开槽插铣粗加工。