
一种人字斜齿轮加工工艺.pdf

景山****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种人字斜齿轮加工工艺.pdf
本发明公开了一种人字斜齿轮加工工艺,包括步骤:1)制坯、锻坯;2)粗加工;3)滚齿;4)热处理;5)精加工;6)研齿;7)光整加工;本工艺生产的人字斜齿轮强度高,使用寿命长。
一种人字斜齿键槽加工工艺.pdf
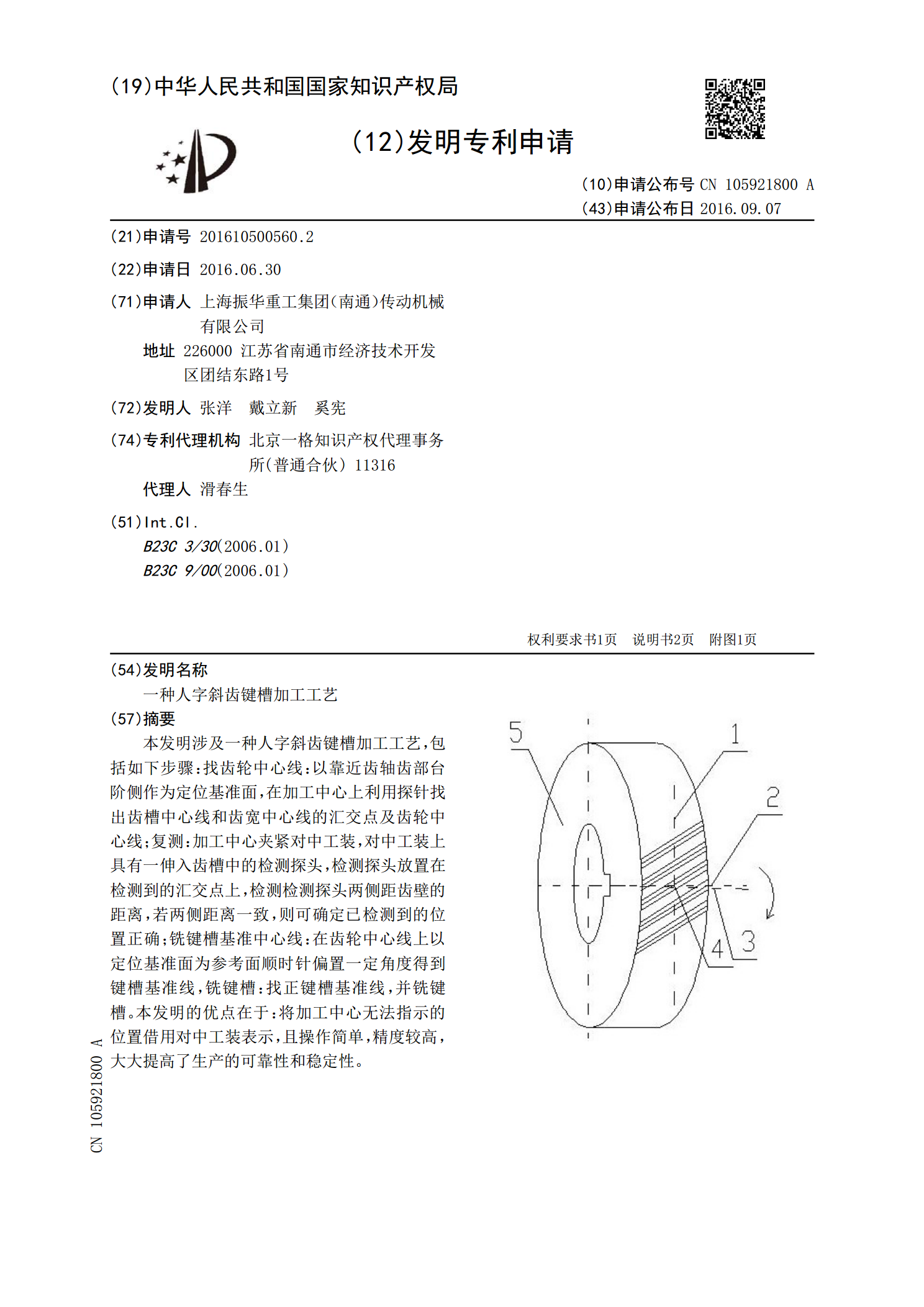
本发明涉及一种人字斜齿键槽加工工艺,包括如下步骤:找齿轮中心线:以靠近齿轴齿部台阶侧作为定位基准面,在加工中心上利用探针找出齿槽中心线和齿宽中心线的汇交点及齿轮中心线;复测:加工中心夹紧对中工装,对中工装上具有一伸入齿槽中的检测探头,检测探头放置在检测到的汇交点上,检测检测探头两侧距齿壁的距离,若两侧距离一致,则可确定已检测到的位置正确;铣键槽基准中心线:在齿轮中心线上以定位基准面为参考面顺时针偏置一定角度得到键槽基准线,铣键槽:找正键槽基准线,并铣键槽。本发明的优点在于:将加工中心无法指示的位置借用对中
一种斜齿轮加工工艺.pdf
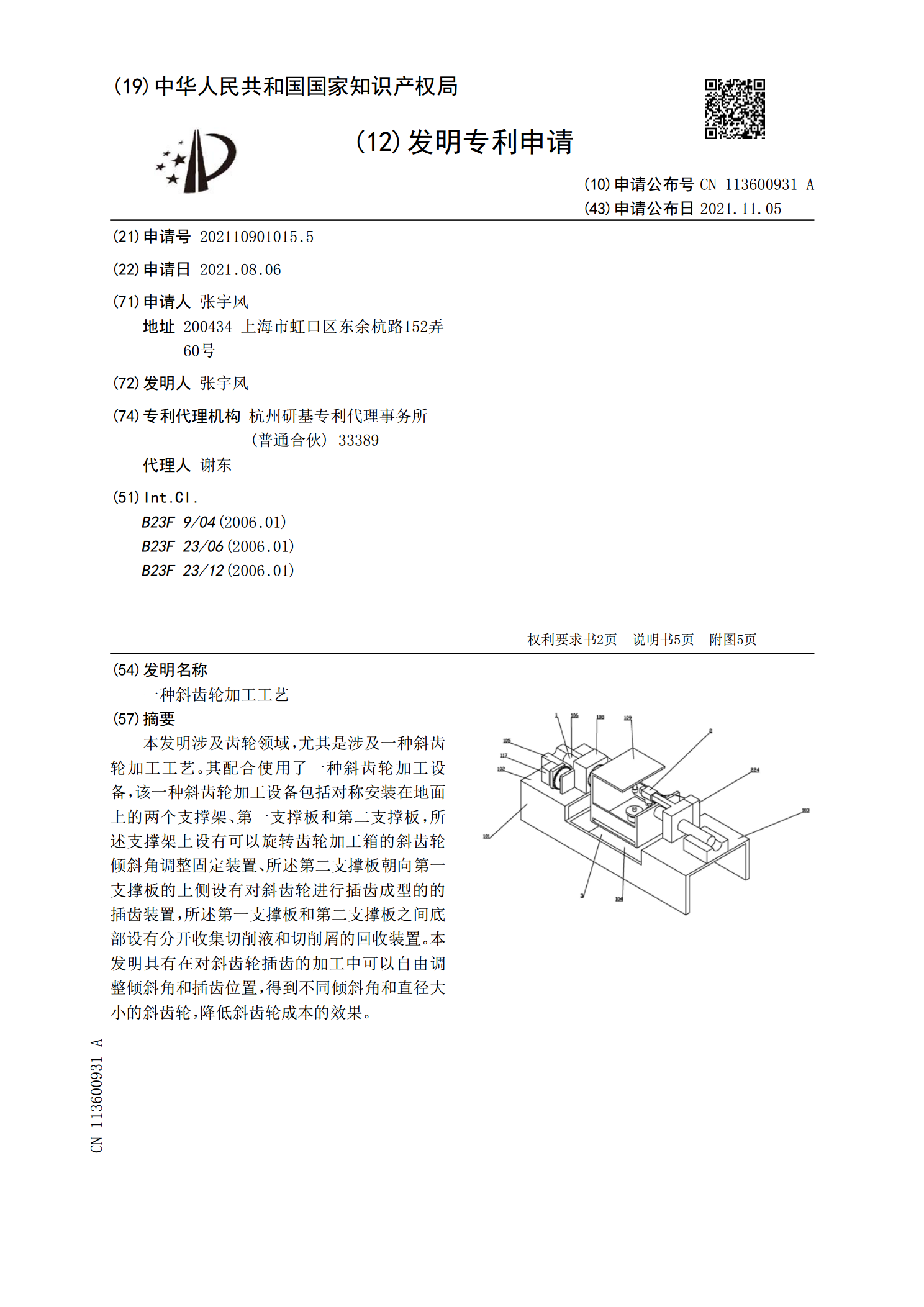
本发明涉及齿轮领域,尤其是涉及一种斜齿轮加工工艺。其配合使用了一种斜齿轮加工设备,该一种斜齿轮加工设备包括对称安装在地面上的两个支撑架、第一支撑板和第二支撑板,所述支撑架上设有可以旋转齿轮加工箱的斜齿轮倾斜角调整固定装置、所述第二支撑板朝向第一支撑板的上侧设有对斜齿轮进行插齿成型的的插齿装置,所述第一支撑板和第二支撑板之间底部设有分开收集切削液和切削屑的回收装置。本发明具有在对斜齿轮插齿的加工中可以自由调整倾斜角和插齿位置,得到不同倾斜角和直径大小的斜齿轮,降低斜齿轮成本的效果。

内人字齿轮加工工艺研究.pptx
汇报人:CONTENTS内人字齿轮加工工艺概述定义与分类加工原理及流程工艺特点及适用范围内人字齿轮加工关键技术切齿加工技术磨齿加工技术热处理技术表面强化技术内人字齿轮加工工艺优化切齿加工工艺优化磨齿加工工艺优化热处理及表面强化工艺优化工艺参数优化及匹配内人字齿轮加工质量控制切齿加工质量控制磨齿加工质量控制热处理及表面强化质量控制成品检测与试验内人字齿轮加工工艺发展趋势与展望高效高精度加工技术智能化与自动化技术新材料与新工艺应用绿色制造与可持续发展汇报人:

二体式人字齿轮的加工工艺.docx
二体式人字齿轮的加工工艺论文题目:二体式人字齿轮的加工工艺摘要:人字齿轮是一种常用的传动装置,它具有传动效率高、传动平稳等优点,因此在机械设备中得到广泛应用。本文主要研究了二体式人字齿轮的加工工艺,并对加工中常见的问题进行了探讨,提出了一种优化的加工方案,以实现人字齿轮的高精度、高效率加工。第一章引言1.1齿轮的基本概念与分类1.2二体式人字齿轮的特点和应用领域1.3本文的研究内容和意义第二章二体式人字齿轮的结构与设计2.1二体式人字齿轮的结构特点2.2二体式人字齿轮的设计原理2.3二体式人字齿轮的参数计