
一种柴油机大倍径凸轮轴孔加工工具及加工方法.pdf

fu****级甜

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种柴油机大倍径凸轮轴孔加工工具及加工方法.pdf
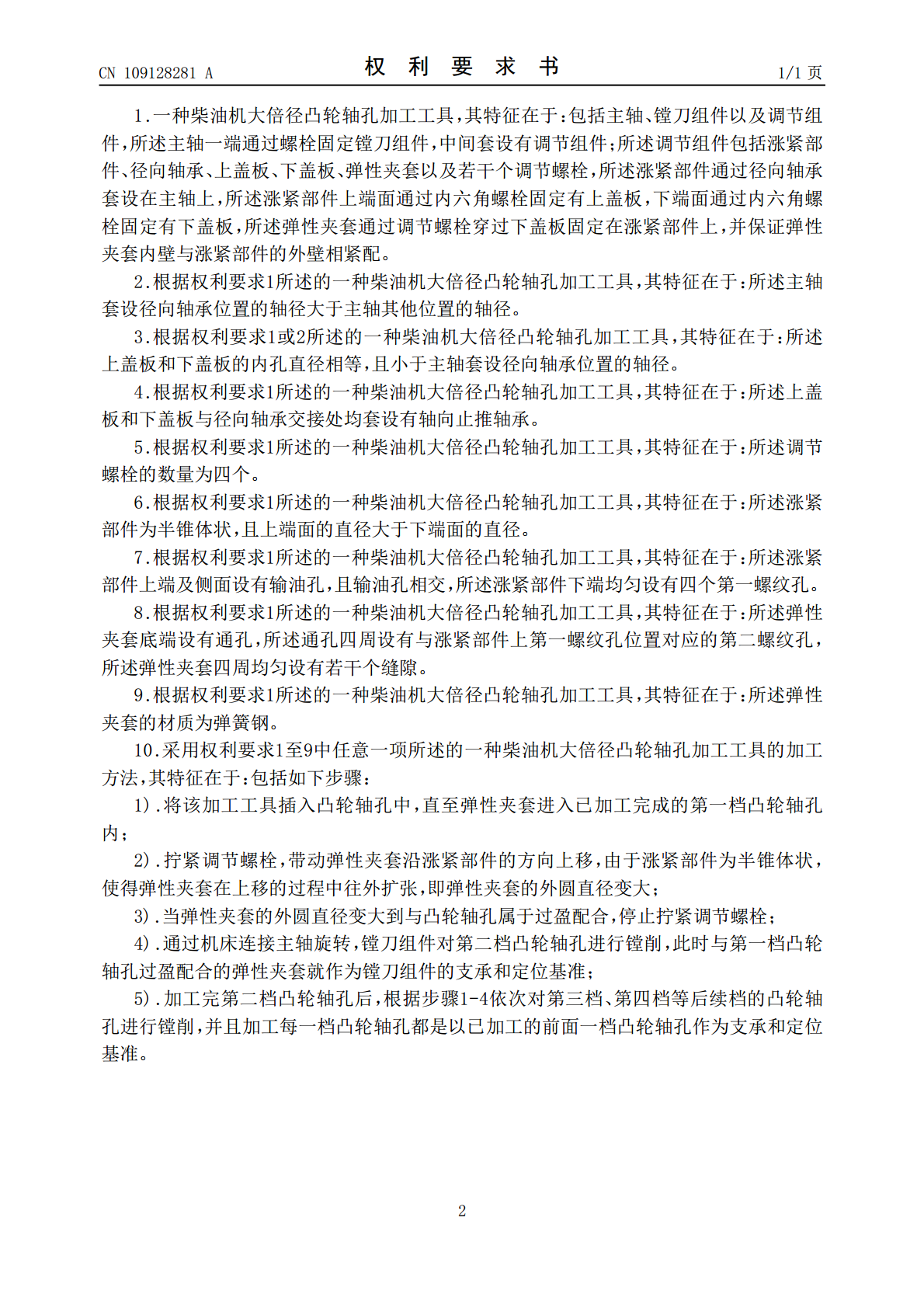
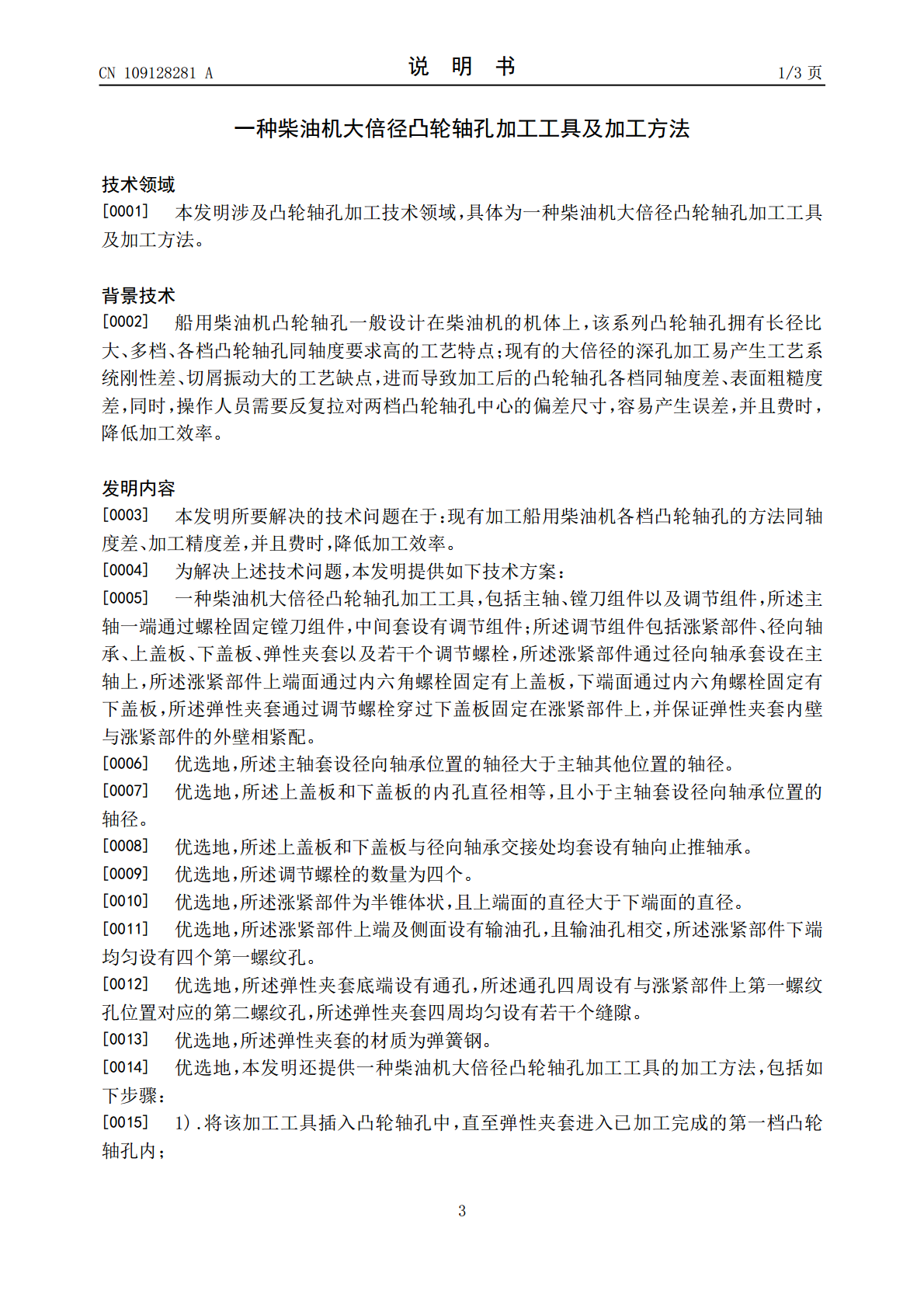
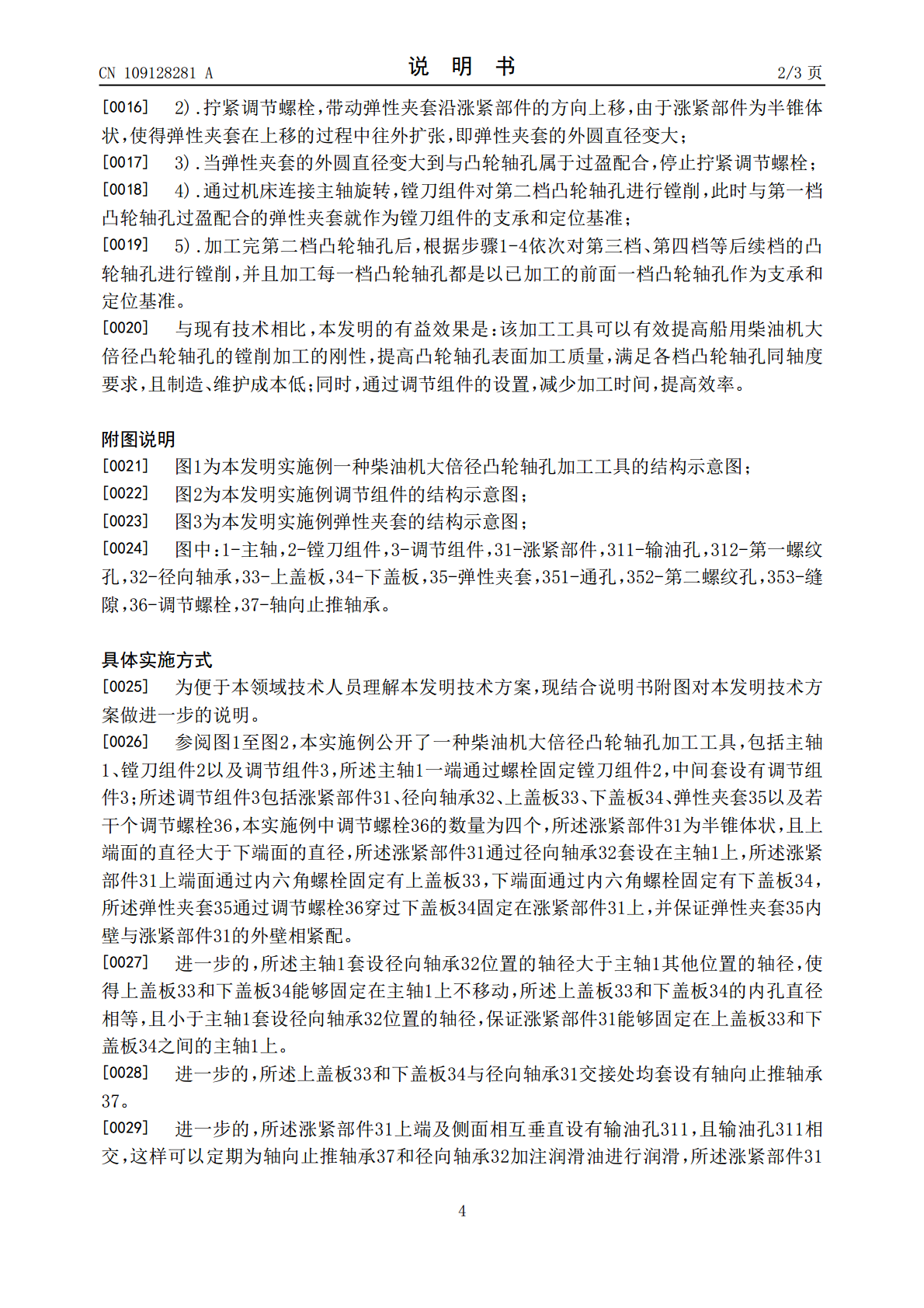
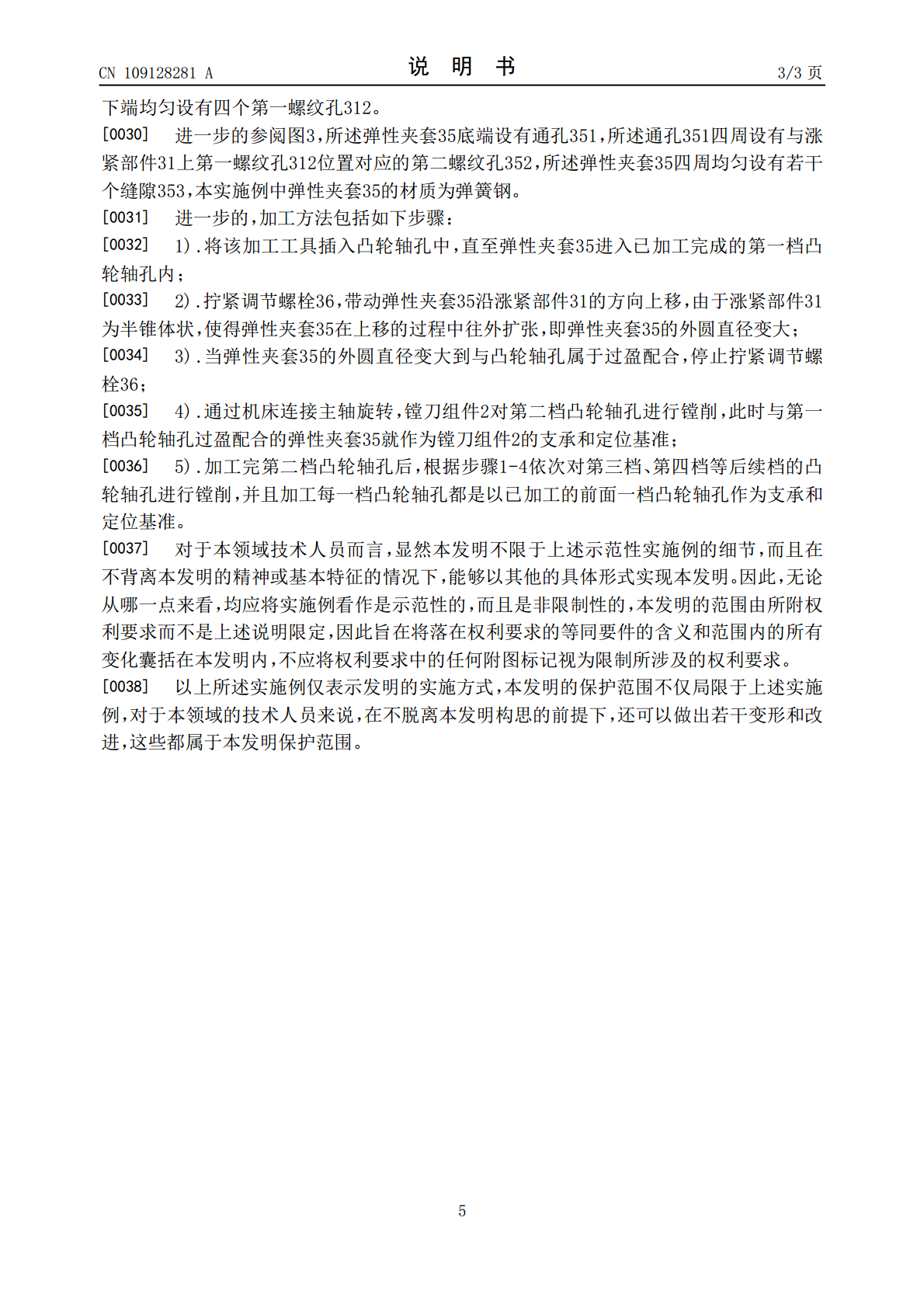
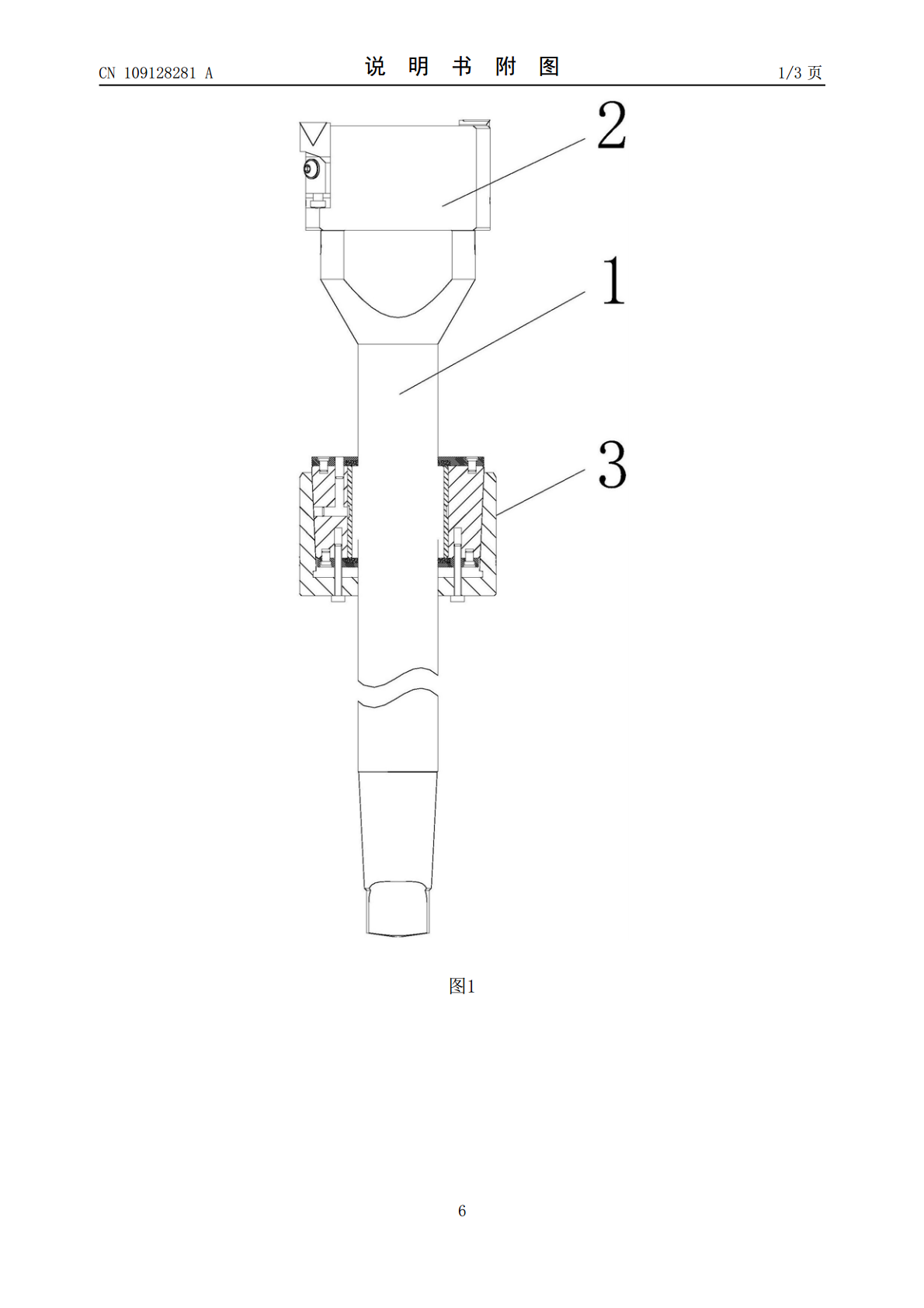
本发明公开了一种柴油机大倍径凸轮轴孔加工工具及加工方法,包括主轴、镗刀组件以及调节组件,所述主轴一端通过螺栓固定镗刀组件,中间套设有调节组件;所述调节组件包括涨紧部件、径向轴承、上盖板、下盖板、弹性夹套以及若干个调节螺栓,所述涨紧部件通过径向轴承套设在主轴上,所述涨紧部件上端面通过内六角螺栓固定有上盖板,下端面通过内六角螺栓固定有下盖板,所述弹性夹套通过调节螺栓穿过下盖板固定在涨紧部件上,并保证弹性夹套内壁与涨紧部件的外壁相紧配。本发明的优点在于,该加工工具有效的提高凸轮轴孔表面加工质量,满足各档凸轮轴孔

一种柴油机凸轮轴孔的加工方法和刀具.pdf
本发明的目的是公开一种柴油机凸轮轴孔的加工方法,降低成本,提高生产效率。为了实现以上目的,本发明公开了一种柴油机凸轮轴孔的加工方法,包括:制造复合铰刀和引孔铰刀;将引孔铰刀通过液压刀柄安装在加工中心的主轴上,利用引孔铰刀精铰柴油机的定位凸轮轴孔;将复合铰刀安装在加工中心的主轴上,将定位凸轮轴孔作为定位孔利用复合铰刀精铰需要加工的其余凸轮轴孔。本发明的柴油机凸轮轴孔的加工方法,成本较低,操作容易,由于制造了复合铰刀,可以精确的调整复合铰刀的跳动,对保证凸轮轴孔的同轴度起到重要作用,同时,复合铰刀采用中心内冷

用于加工柴油机缸盖凸轮轴孔的装置及方法.pdf
本发明提供了一种用于加工柴油机缸盖凸轮轴孔的装置,包括多根不同加工深度的镗杆。利用该装置镗削凸轮轴孔时,首先利用加工深度最短的所述镗杆镗削一部分凸轮轴孔;然后根据其余所述镗杆加工深度的不同,依次利用加工深度从短到长的镗杆,以已经镗完的孔为支撑对其余部分的凸轮轴孔进行镗削,直至完成全部的所述凸轮轴孔的加工。由于本发明提供的用于加工柴油机缸盖凸轮轴孔的装置是利用已经加工好的孔作为支撑,使较长的镗杆先穿过已经加工好的孔再进行镗削,改善了较长的镗杆在镗孔过程中的抖动,避免了镗模的使用,进而减少了设备的投入成本。本

一种加工柴油机凸轮轴孔的预应力镗排夹具.pdf
本发明涉及一种加工柴油机凸轮轴孔的预应力镗排夹具,其可以有效消除镗排由于自身重力、切削各档凸轮轴孔的切削力所引起的变形,从而使加工出的凸轮轴的各档同轴度控制在设计要求内,且其制造工艺简单,价格便宜,成本低。其包括夹具体和镗排,所述镗排上安装有镗刀,所述夹具体两端安装有镗模板,所述镗模板上端安装有轴承腔,所述镗排安装于所述轴承腔内,所述夹具体上安装工件定位机构、复位机构以及工件压紧机构,其特征在于:其还包括滑柱和矩形框架,所述滑柱横向两端安装于所述镗模板上,所述矩形框架横向下部两端安装于所述滑柱

用于柴油机体凸轮轴孔加工的纠偏复合刀具.pdf
本发明提供了用于柴油机体凸轮轴孔加工的纠偏复合刀具,其能解决采用现有单独镗刀或扩孔刀直接对凸轮毛坯孔进行粗加工时出现的加工误差大的问题,从而保证机体凸轮轴孔的后续半精加工及精加工的加工精度。其包括刀杆和扩孔刀,扩孔刀同心安装于刀杆上,其特征在于:扩孔刀的前端可调整地安装有镗刀,扩孔刀的后端设有扩孔刀头部,扩孔刀头部的周面上均布有六片切削刀片,镗刀主偏角为90°,扩孔刀的主偏角为80°~85°,切削刀片的前端面与镗刀刀面之间的距离大于待加工凸轮轴孔的宽度。