
一种固液复合挤压铸造铝-钢铁复合制动盘的方法.pdf

小云****66


1/8
2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种固液复合挤压铸造铝-钢铁复合制动盘的方法.pdf
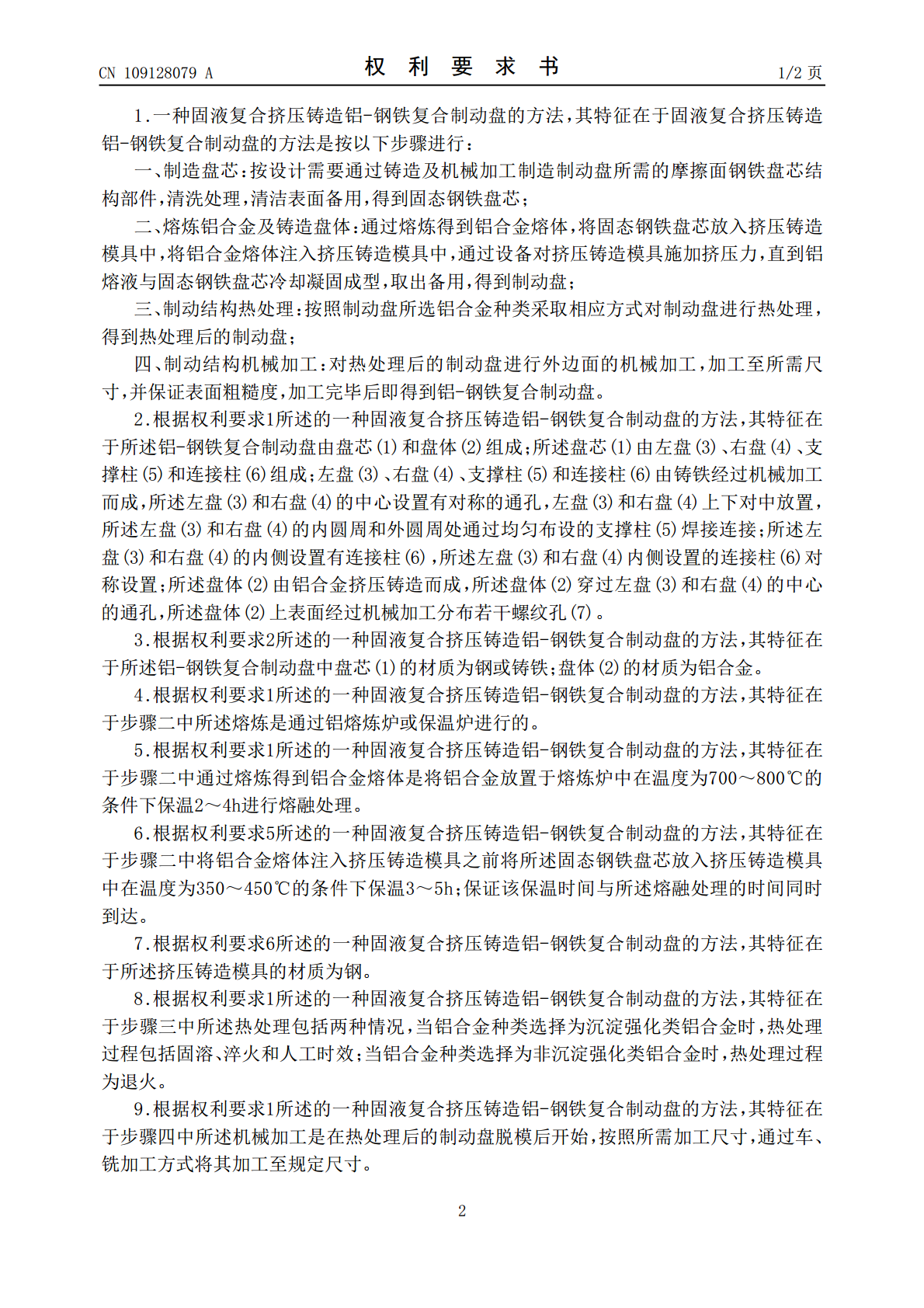
一种固液复合挤压铸造铝‑钢铁复合制动盘的方法,本发明涉及车辆制动盘制造领域,具体涉及一种固液复合挤压铸造铝‑钢铁复合制动盘的方法。本发明是要解决现有制动盘整体结构刚度偏低,制备工艺复杂,制备成本很高,难以实现产业化生产的问题。方法:一、制造盘芯;二、熔炼铝合金及浇注盘体;三、制动结构热处理;四、制动结构机械加工。本发明用于制备铝‑钢铁复合制动盘,既能保证制动盘的整体结构刚度又可以轻量化设计,盘体与车轮主轴之间通过螺杆连接,增加了制动效果,该方法制备工艺简单、成本低、易实现产业化生产,具有显著的经济和社会效

液-固挤压铝基复合材料动态系统建模方法.docx
液-固挤压铝基复合材料动态系统建模方法引言液-固挤压是一种重要的金属成形技术,可以制备出具有优异性能的金属复合材料。作为一种基于挤压成形的无焊接金属复合材料制备技术,液-固挤压技术在航空航天、汽车制造、电子设备和建筑等领域得到了广泛应用。液-固挤压铝基复合材料在其中应用尤其广泛。为了有效地设计和制备液-固挤压铝基复合材料,需要建立动态系统模型,以实现对液-固挤压过程的掌控和优化。本文将介绍针对液-固挤压铝基复合材料建立动态系统模型的方法和理论。建立液-固挤压铝基复合材料动态系统模型液-固挤压铝基复合材料的

铜铝固-液复合研究.docx
铜铝固-液复合研究铜铝固液复合研究摘要:铜铝固液复合是一种将铜铝固液复合材料应用于工业领域的新技术。本文综述了铜铝固液复合材料的基本知识和研究进展,重点介绍了铜铝固液复合材料的制备方法、性能和应用前景。研究结果表明,铜铝固液复合材料具有优异的力学性能、导热性能和耐腐蚀性能,可以广泛应用于电子、航空航天和汽车等领域。1.引言铜铝固液复合材料是将铝液浸渗进铜材料中,通过固液相互作用形成的一种新型复合材料。铜铝固液复合材料具有优异的力学性能、导热性能和耐腐蚀性能,被广泛应用于电子、航空航天和汽车等领域。本文综述

一种铝基复合材料刹车制动盘及制备方法.pdf
本发明公开了一种铝基复合材料刹车制动盘,包括盘体,所述盘体包括由盘芯和覆盖在所述盘芯上的摩擦层构成的复合结构,所述盘芯为铝合金材料,所述摩擦层为颗粒增强铝基复合材料。该刹车制动盘非摩擦面部位(盘芯)由塑韧性较好的铝合金铸造成型,摩擦面(摩擦层)由颗粒增强铝基复合材料在盘芯的基础之上铸造成型,最终形成里面由铝合金材料,表面由颗粒增强铝基复合材料制备而成的刹车制动盘。该刹车制动盘具有密度小、比强度和比刚度高、热膨胀系数小、导热性能好以及优异的耐磨性能等优点,而且提高制动盘在装配时的强韧性,降低加工制造成本,并
真空浸渗-固液直接挤压制备铝基复合材料的装置及方法.pdf
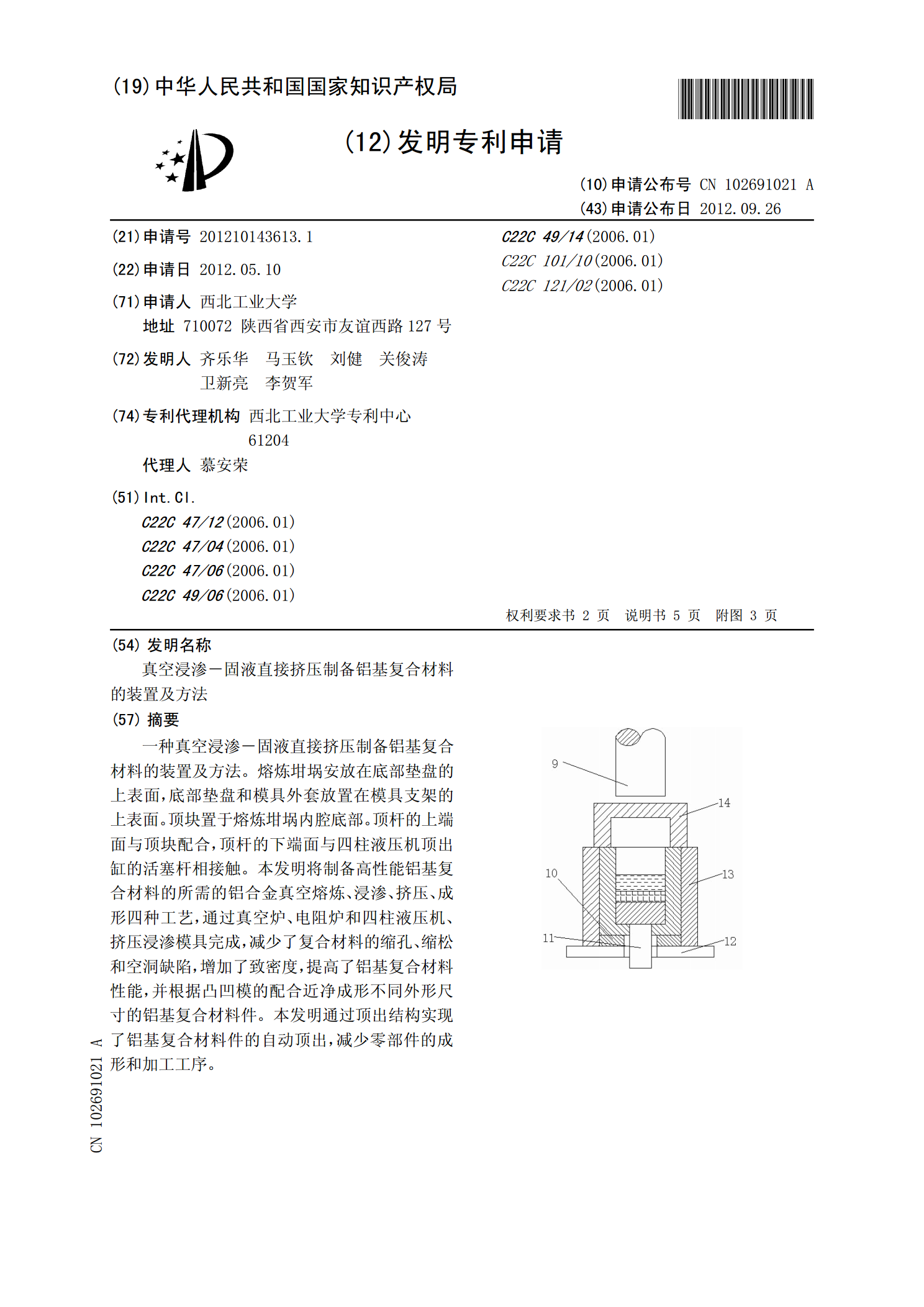
一种真空浸渗-固液直接挤压制备铝基复合材料的装置及方法。熔炼坩埚安放在底部垫盘的上表面,底部垫盘和模具外套放置在模具支架的上表面。顶块置于熔炼坩埚内腔底部。顶杆的上端面与顶块配合,顶杆的下端面与四柱液压机顶出缸的活塞杆相接触。本发明将制备高性能铝基复合材料的所需的铝合金真空熔炼、浸渗、挤压、成形四种工艺,通过真空炉、电阻炉和四柱液压机、挤压浸渗模具完成,减少了复合材料的缩孔、缩松和空洞缺陷,增加了致密度,提高了铝基复合材料性能,并根据凸凹模的配合近净成形不同外形尺寸的铝基复合材料件。本发明通过顶出结构实现