
液-固挤压铝基复合材料动态系统建模方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

液-固挤压铝基复合材料动态系统建模方法.docx
液-固挤压铝基复合材料动态系统建模方法引言液-固挤压是一种重要的金属成形技术,可以制备出具有优异性能的金属复合材料。作为一种基于挤压成形的无焊接金属复合材料制备技术,液-固挤压技术在航空航天、汽车制造、电子设备和建筑等领域得到了广泛应用。液-固挤压铝基复合材料在其中应用尤其广泛。为了有效地设计和制备液-固挤压铝基复合材料,需要建立动态系统模型,以实现对液-固挤压过程的掌控和优化。本文将介绍针对液-固挤压铝基复合材料建立动态系统模型的方法和理论。建立液-固挤压铝基复合材料动态系统模型液-固挤压铝基复合材料的
真空浸渗-固液直接挤压制备铝基复合材料的装置及方法.pdf
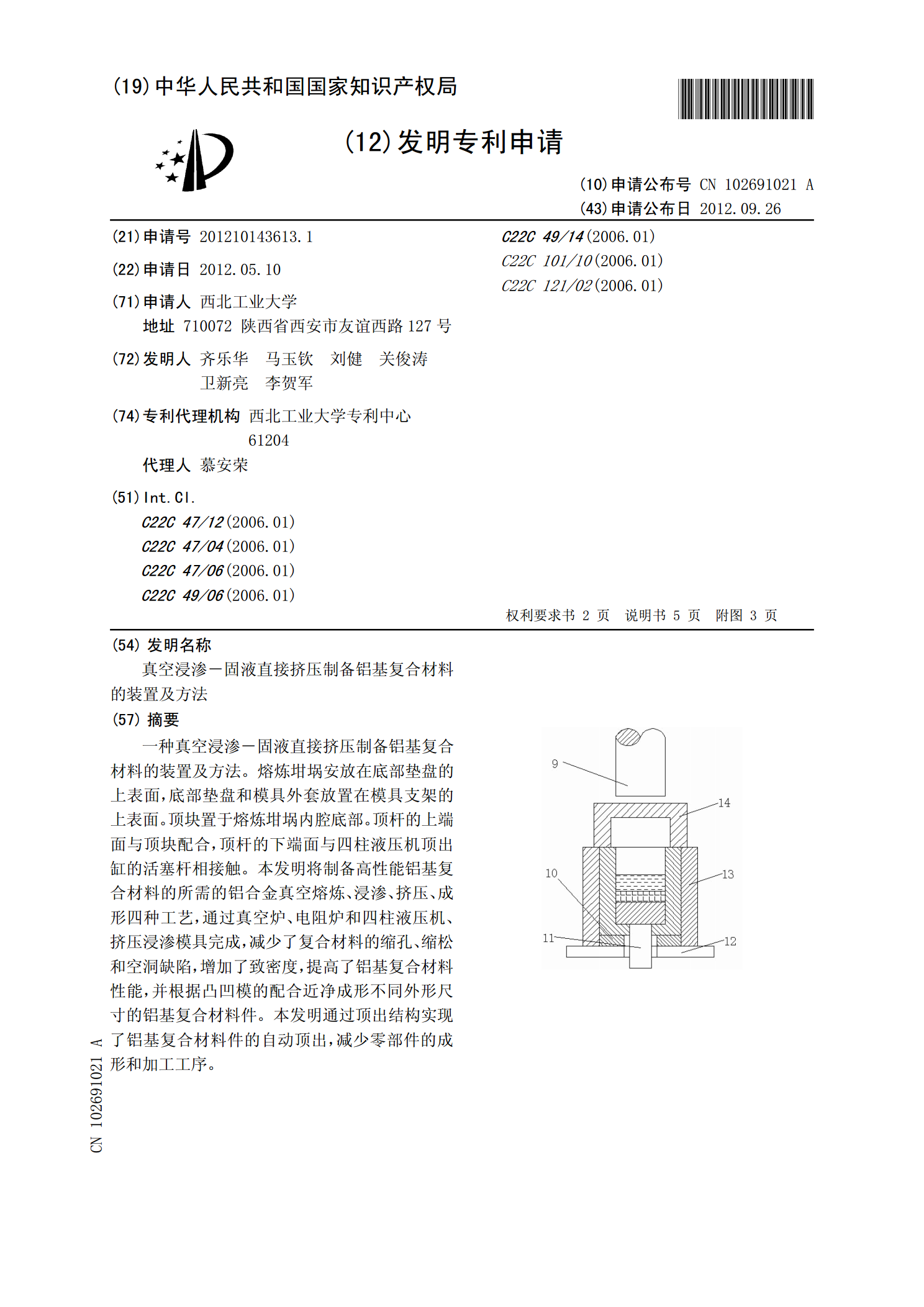
一种真空浸渗-固液直接挤压制备铝基复合材料的装置及方法。熔炼坩埚安放在底部垫盘的上表面,底部垫盘和模具外套放置在模具支架的上表面。顶块置于熔炼坩埚内腔底部。顶杆的上端面与顶块配合,顶杆的下端面与四柱液压机顶出缸的活塞杆相接触。本发明将制备高性能铝基复合材料的所需的铝合金真空熔炼、浸渗、挤压、成形四种工艺,通过真空炉、电阻炉和四柱液压机、挤压浸渗模具完成,减少了复合材料的缩孔、缩松和空洞缺陷,增加了致密度,提高了铝基复合材料性能,并根据凸凹模的配合近净成形不同外形尺寸的铝基复合材料件。本发明通过顶出结构实现

液固挤压复合材料工艺系统建模及灵敏性分析.doc
液固挤压复合材料工艺系统建模及灵敏性分析复合材料管、棒材液-固挤压成形工艺是近几年发展起来的一种金属成形新工艺,具有工序少、成本低、制件性能好等特点,应用前景广阔,但该工艺是一多变量非线性时变系统,很难建立精确的数学模型,过程参数难于控制,限制了该工艺的实际应用。本文通过大量的实验,对液-固挤压成形工艺中的影响因素进行了研究,初步掌握了该成形工艺的一般规律;在分析实验数据的基础上确定了实验样本集,并根据多元曲线拟合的思路初步确定了模型的结构;利用最小二乘参数辨识方法对模型参数进行了辨识,实现了对样本数据的
一种固液法制备碳纳米管增强铝基复合材料的方法.pdf
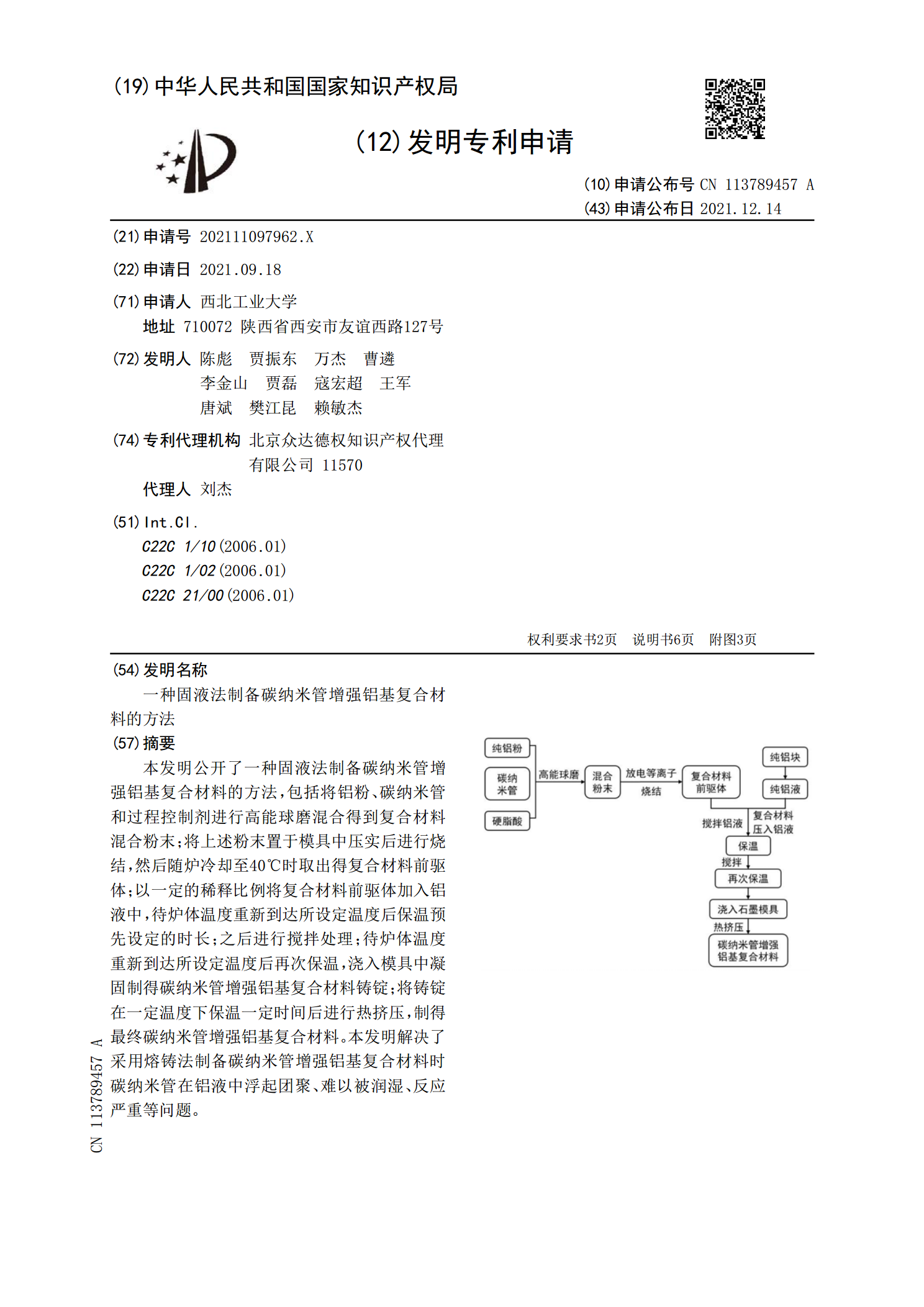
本发明公开了一种固液法制备碳纳米管增强铝基复合材料的方法,包括将铝粉、碳纳米管和过程控制剂进行高能球磨混合得到复合材料混合粉末;将上述粉末置于模具中压实后进行烧结,然后随炉冷却至40℃时取出得复合材料前驱体;以一定的稀释比例将复合材料前驱体加入铝液中,待炉体温度重新到达所设定温度后保温预先设定的时长;之后进行搅拌处理;待炉体温度重新到达所设定温度后再次保温,浇入模具中凝固制得碳纳米管增强铝基复合材料铸锭;将铸锭在一定温度下保温一定时间后进行热挤压,制得最终碳纳米管增强铝基复合材料。本发明解决了采用熔铸法制

颗粒增强铝基复合材料的挤压工艺.pdf
本发明涉及一种颗粒增强铝基复合材料的挤压工艺,其特征在于:通过挤压的大变形来改善陶瓷颗粒增强体的分布,大幅度提高颗粒增强铝基复合材料的强度和塑性。将坯锭外表面全部包裹包套后,放到电阻炉或燃料炉中加热,保温温度为300~400℃,保温时间t与坯锭的最大直径δmax有关,δmax≤100mm时,取t=2h;100mm<δmax<500mm时,取t=6h;δmax≥500mm时,取t=10h。挤压时,挤压比为3~20,挤压速度为0.1~5mm/s。挤压完成后,空冷,分段切割、去包套。