
真空浸渗-固液直接挤压制备铝基复合材料的装置及方法.pdf

猫巷****忠娟

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
真空浸渗-固液直接挤压制备铝基复合材料的装置及方法.pdf
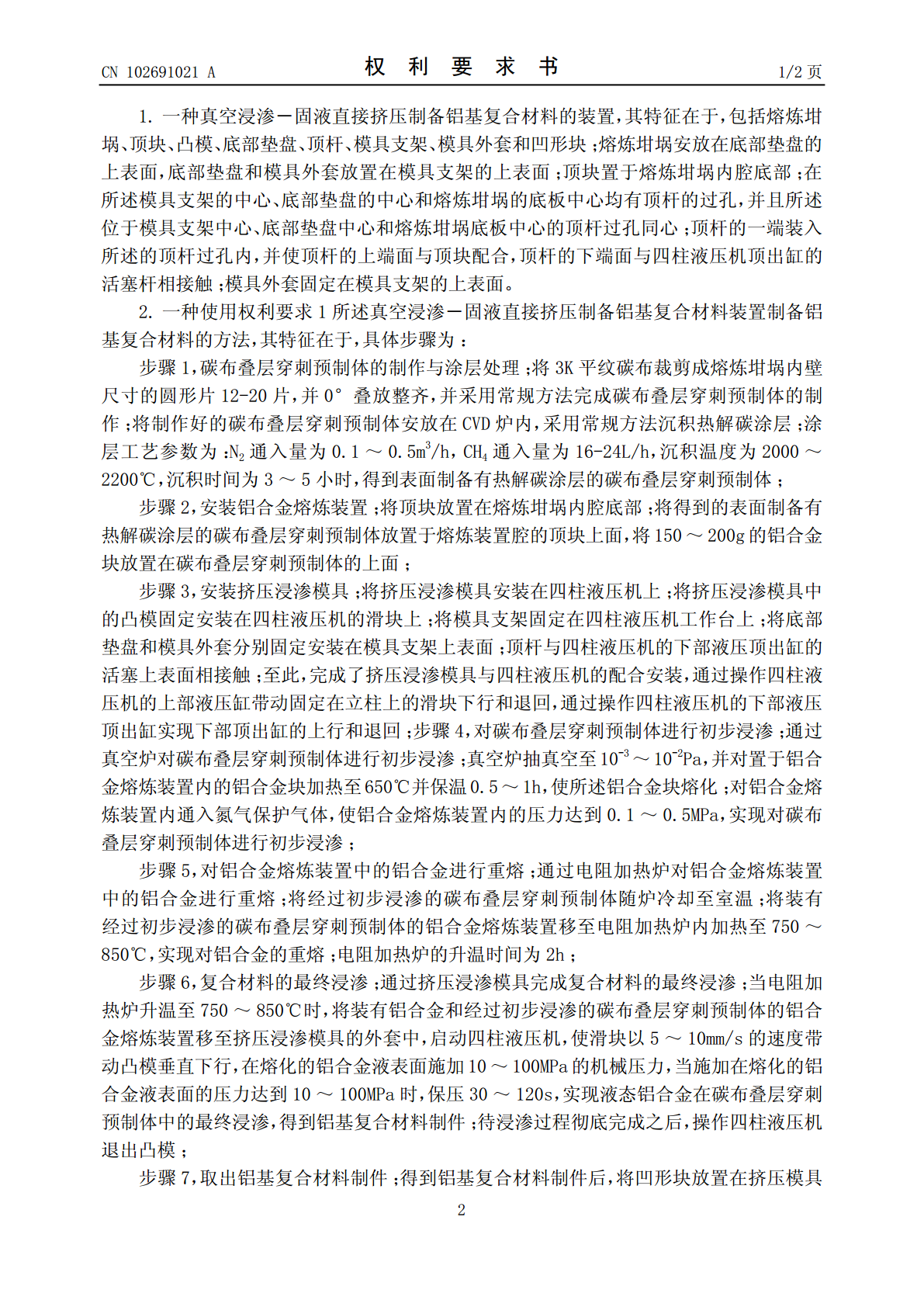
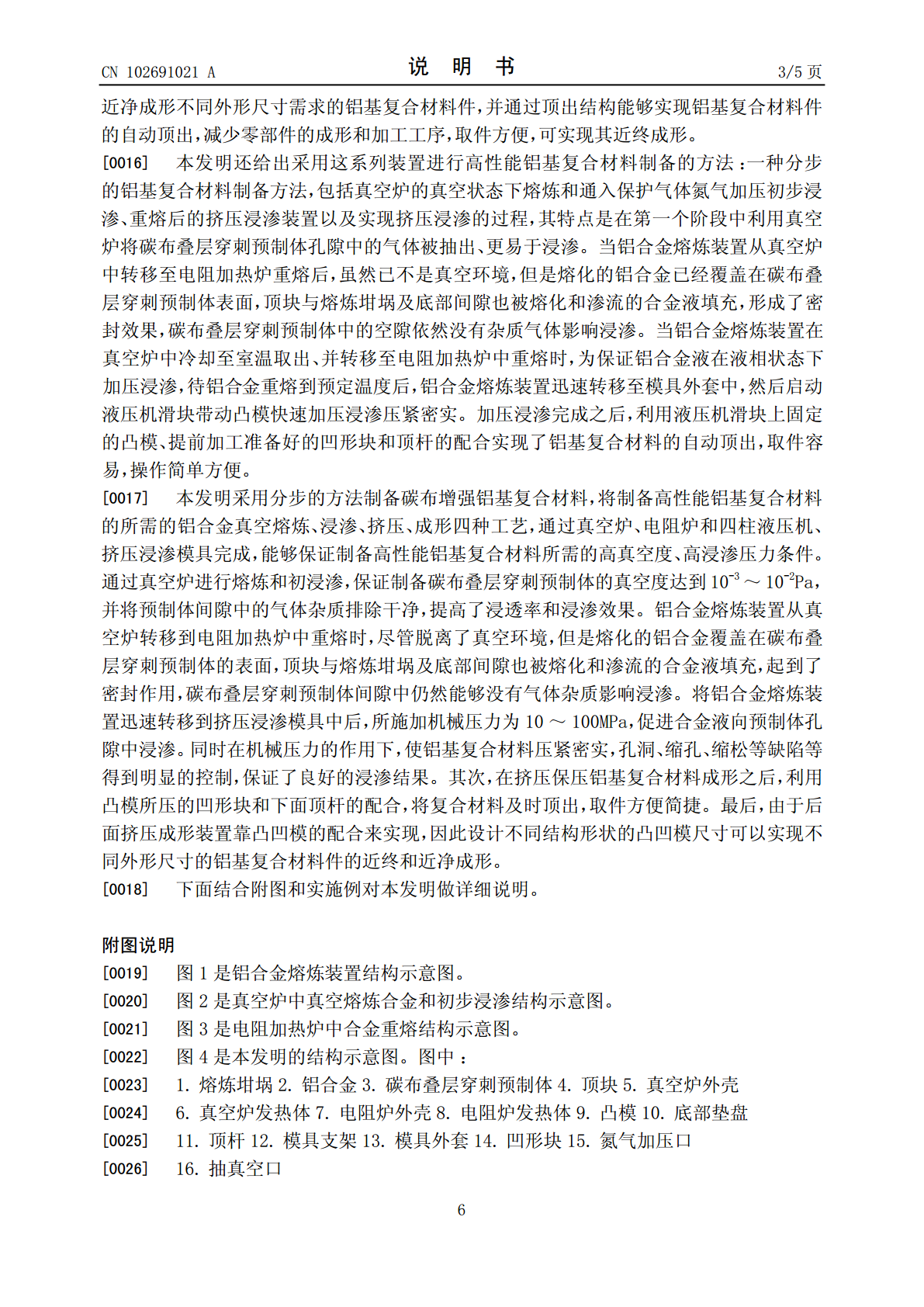
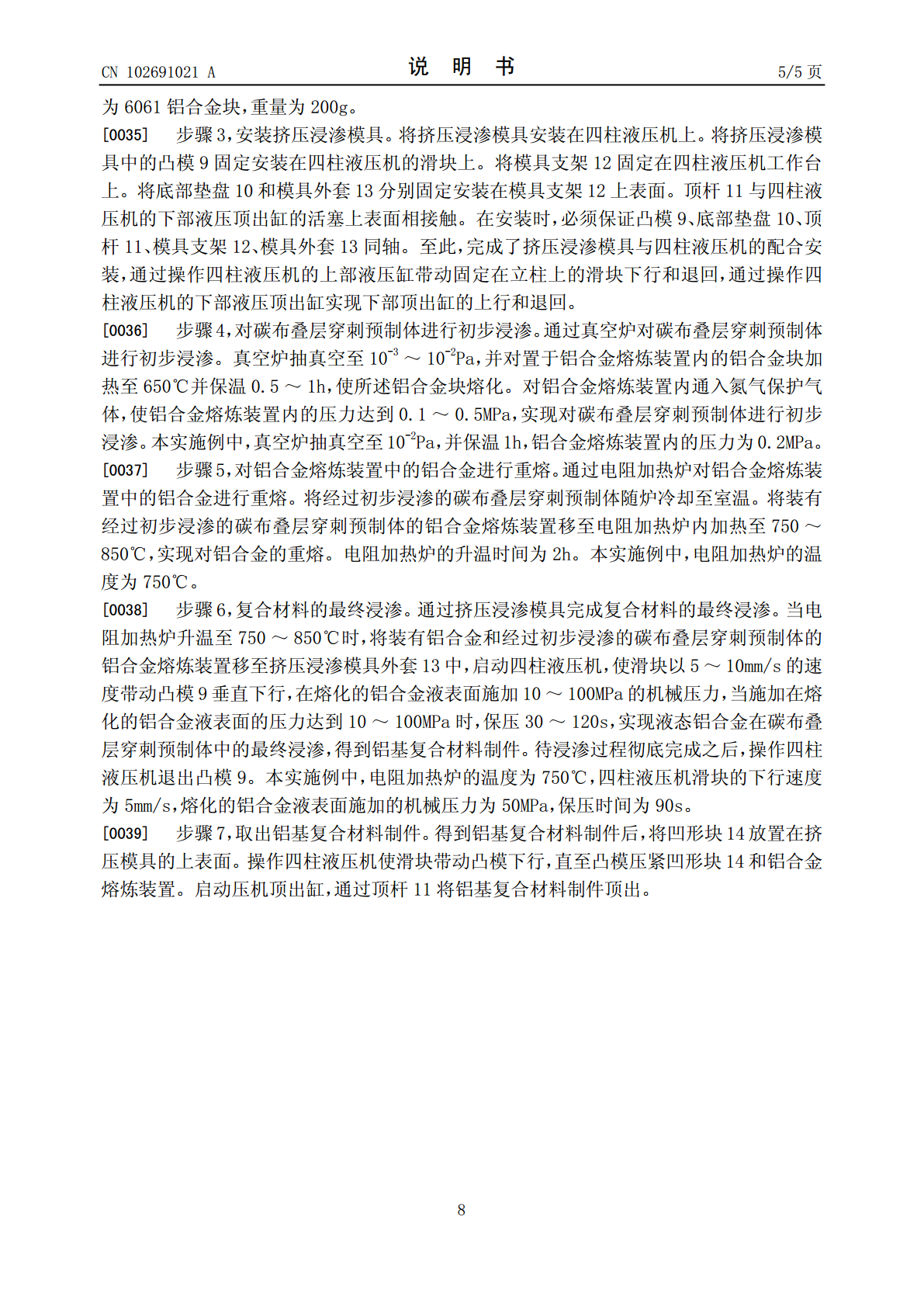
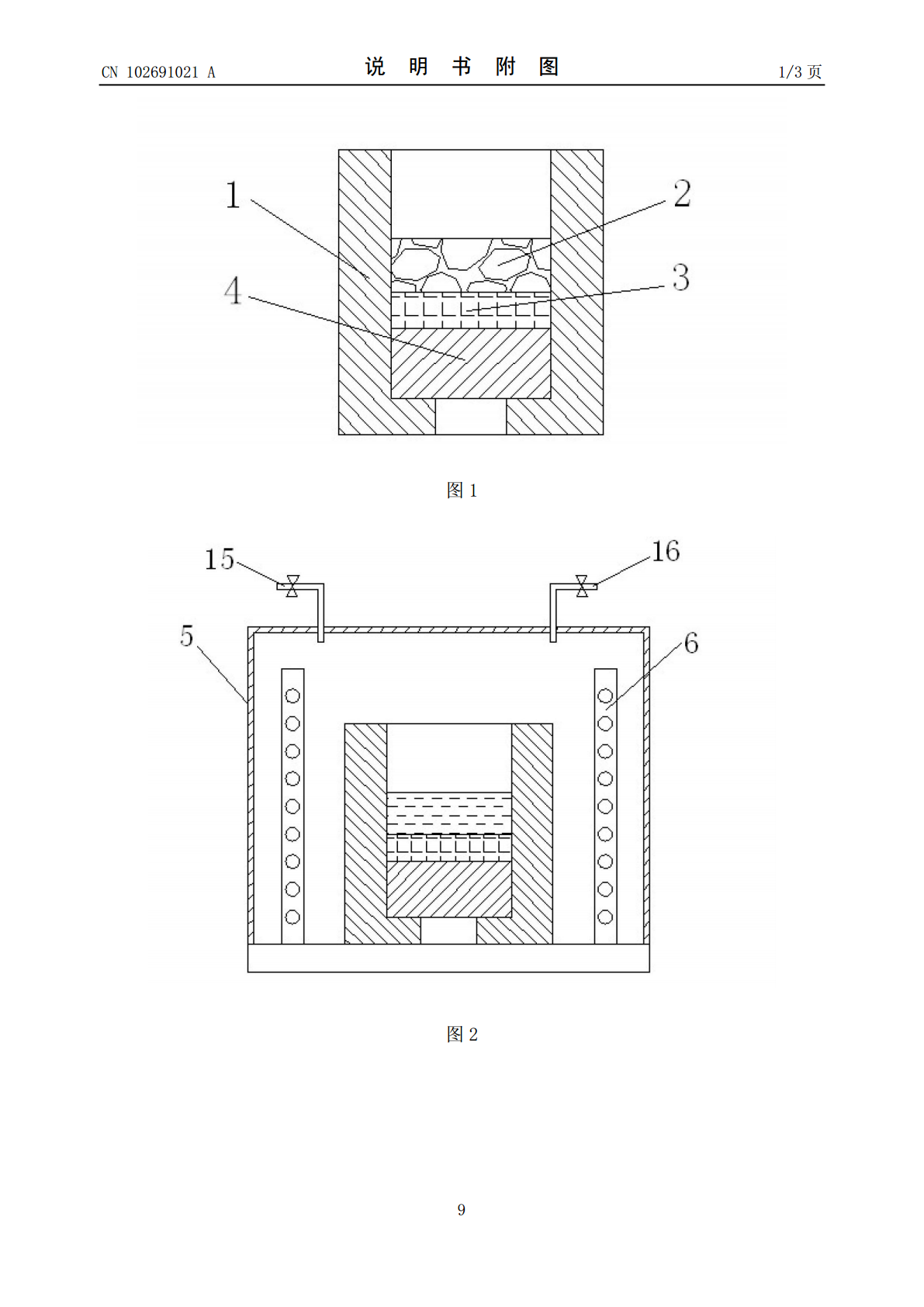
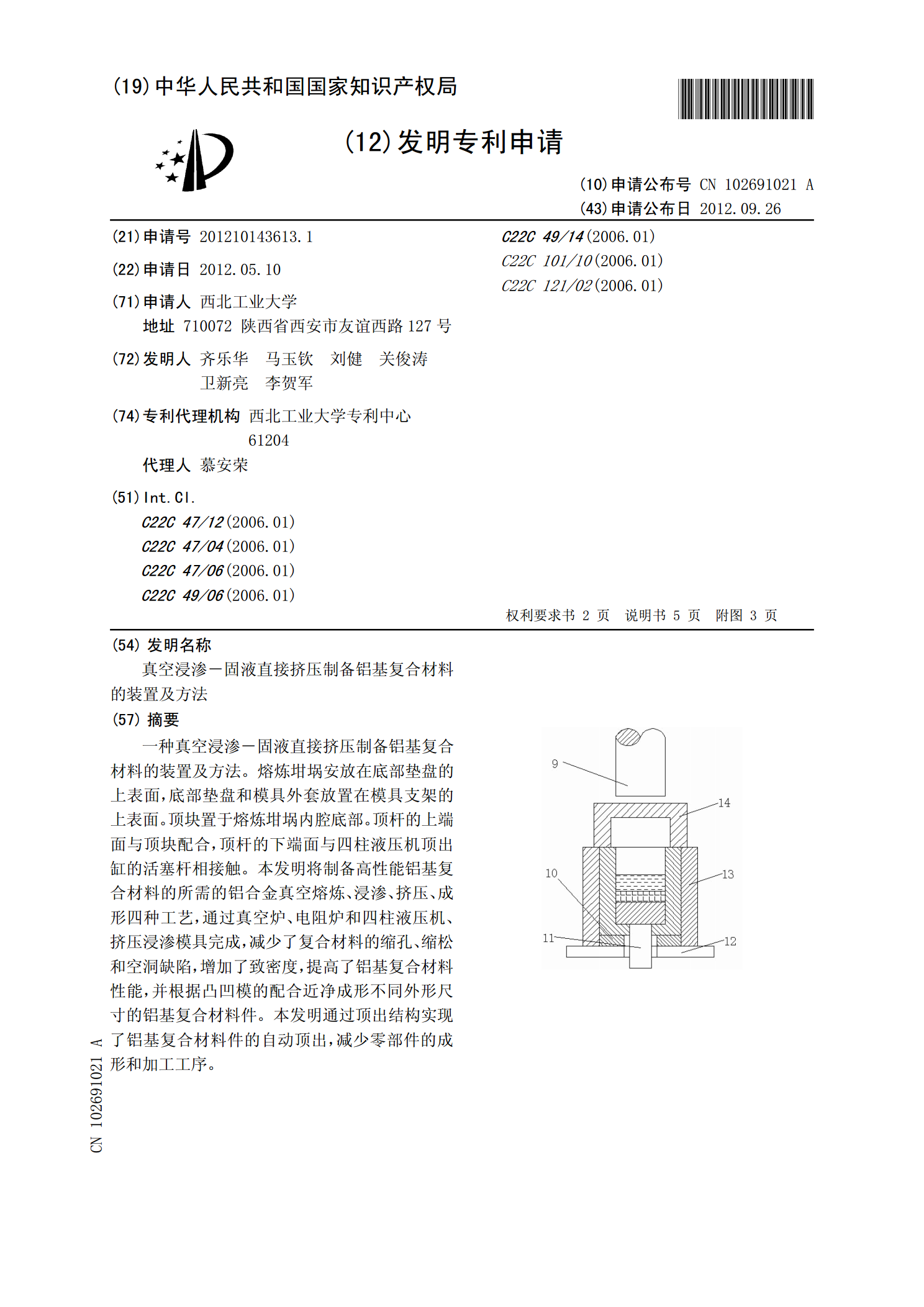
一种真空浸渗-固液直接挤压制备铝基复合材料的装置及方法。熔炼坩埚安放在底部垫盘的上表面,底部垫盘和模具外套放置在模具支架的上表面。顶块置于熔炼坩埚内腔底部。顶杆的上端面与顶块配合,顶杆的下端面与四柱液压机顶出缸的活塞杆相接触。本发明将制备高性能铝基复合材料的所需的铝合金真空熔炼、浸渗、挤压、成形四种工艺,通过真空炉、电阻炉和四柱液压机、挤压浸渗模具完成,减少了复合材料的缩孔、缩松和空洞缺陷,增加了致密度,提高了铝基复合材料性能,并根据凸凹模的配合近净成形不同外形尺寸的铝基复合材料件。本发明通过顶出结构实现
一种铝基复合材料压力浸渗制备装置及制备方法.pdf
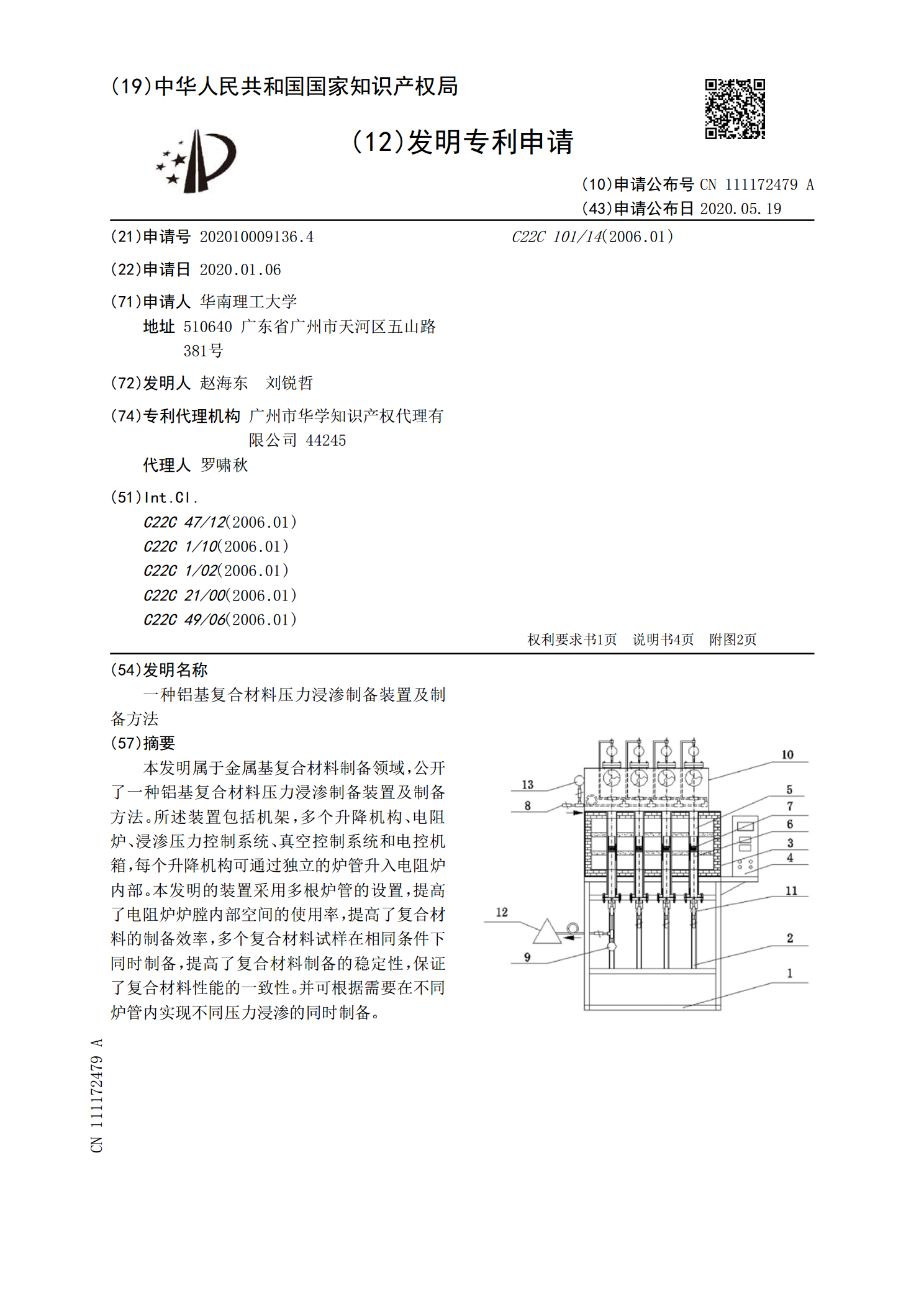
本发明属于金属基复合材料制备领域,公开了一种铝基复合材料压力浸渗制备装置及制备方法。所述装置包括机架,多个升降机构、电阻炉、浸渗压力控制系统、真空控制系统和电控机箱,每个升降机构可通过独立的炉管升入电阻炉内部。本发明的装置采用多根炉管的设置,提高了电阻炉炉膛内部空间的使用率,提高了复合材料的制备效率,多个复合材料试样在相同条件下同时制备,提高了复合材料制备的稳定性,保证了复合材料性能的一致性。并可根据需要在不同炉管内实现不同压力浸渗的同时制备。

液-固挤压铝基复合材料动态系统建模方法.docx
液-固挤压铝基复合材料动态系统建模方法引言液-固挤压是一种重要的金属成形技术,可以制备出具有优异性能的金属复合材料。作为一种基于挤压成形的无焊接金属复合材料制备技术,液-固挤压技术在航空航天、汽车制造、电子设备和建筑等领域得到了广泛应用。液-固挤压铝基复合材料在其中应用尤其广泛。为了有效地设计和制备液-固挤压铝基复合材料,需要建立动态系统模型,以实现对液-固挤压过程的掌控和优化。本文将介绍针对液-固挤压铝基复合材料建立动态系统模型的方法和理论。建立液-固挤压铝基复合材料动态系统模型液-固挤压铝基复合材料的

厌氧浸渗液及真空浸渗方法.docx
厌氧浸渗液及真空浸渗方法厌氧浸渗液及真空浸渗方法摘要:厌氧浸渗液和真空浸渗方法是两种常用于材料表面改性的技术。通过厌氧环境中的化学反应和真空下的物理过程,可以有效地改善材料的性能。本文将介绍厌氧浸渗液和真空浸渗方法的原理、应用领域和发展趋势,并探讨其在材料科学和工程中的潜在应用。1.引言材料表面改性是一种常用的技术,可以通过改善材料的表面性质来提高其性能。厌氧浸渗液和真空浸渗方法是两种常用的表面改性技术,它们通过不同的机制来实现材料的改性。在本文中,我们将详细介绍这两种方法的原理和应用。2.厌氧浸渗液的原
镁基复合材料分体预热一次浸渗挤压成形装置及方法.pdf
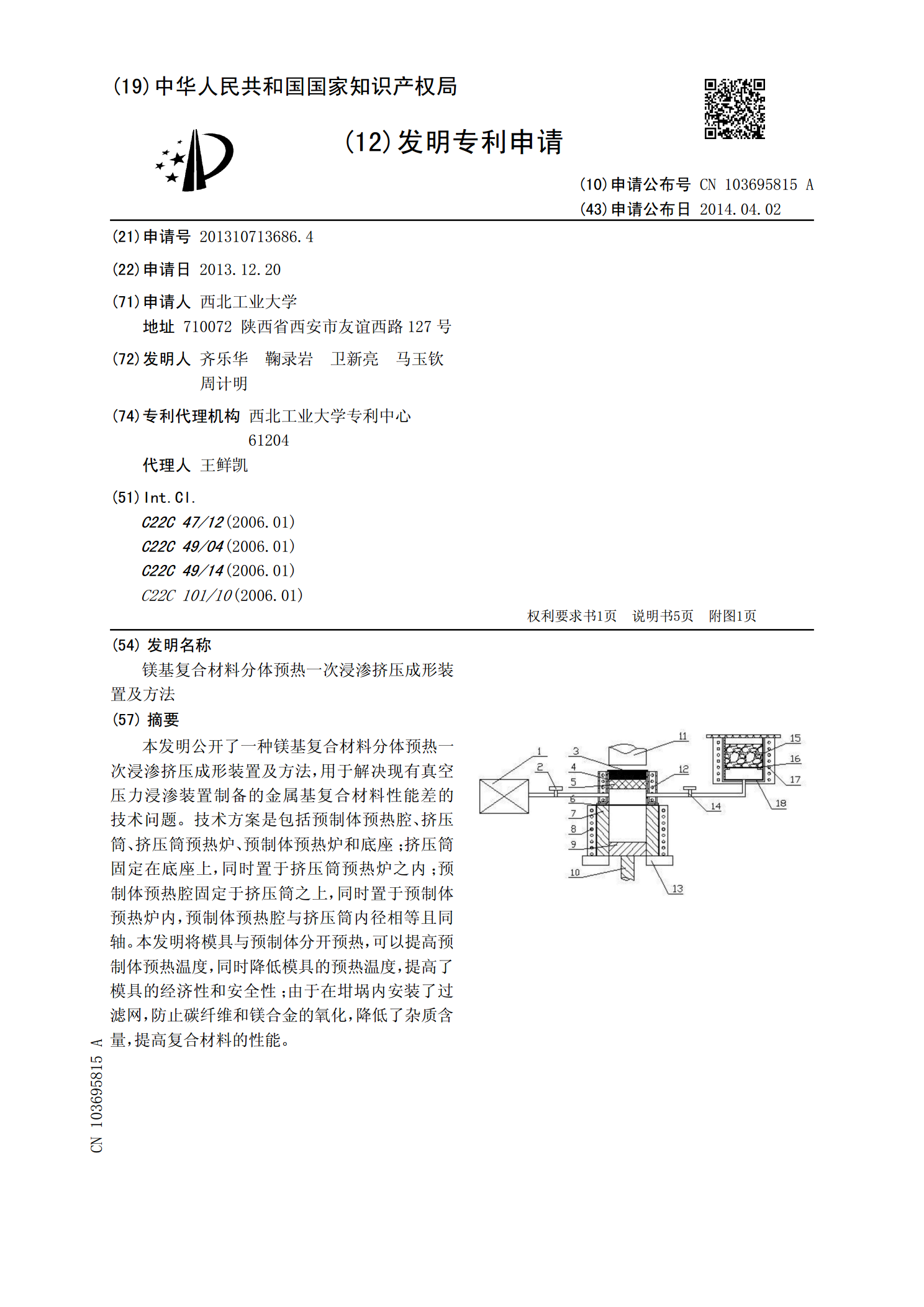
本发明公开了一种镁基复合材料分体预热一次浸渗挤压成形装置及方法,用于解决现有真空压力浸渗装置制备的金属基复合材料性能差的技术问题。技术方案是包括预制体预热腔、挤压筒、挤压筒预热炉、预制体预热炉和底座;挤压筒固定在底座上,同时置于挤压筒预热炉之内;预制体预热腔固定于挤压筒之上,同时置于预制体预热炉内,预制体预热腔与挤压筒内径相等且同轴。本发明将模具与预制体分开预热,可以提高预制体预热温度,同时降低模具的预热温度,提高了模具的经济性和安全性;由于在坩埚内安装了过滤网,防止碳纤维和镁合金的氧化,降低了杂质含量,