
一种高精度汽车零部件加工磨砂轮及其生产工艺.pdf

努力****骞北

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精度汽车零部件加工磨砂轮及其生产工艺.pdf
本发明公开了一种高精度汽车零部件加工磨砂轮,包括砂轮基体和位于砂轮基体上的磨料层,磨料层包括Ti
一种高精度树脂砂轮及其加工工艺.pdf
本发明公开了一种高精度树脂砂轮及其加工工艺,具体包括以下步骤:(1)按照重量份称取原料:磨料80‑100份,金刚石6‑12份,树脂粉4‑6份,树脂液2‑4份,湿润剂4‑6份;(2)第一次投料,将一半重量份的磨料、湿润剂加入混料机锅中进行搅拌均匀;(3)第二次投料:将剩下的磨料、湿润剂、金刚石、树脂粉、树脂液加入混料机锅中进行搅拌均匀;(4)对二次投料后所得混合粉末进行过筛处理;(5)将混合粉末放入模具后低温热压成型;(6)将成型的砂轮进行高温碳化处理;(7)在硬化炉内硬化,硬化时间为36‑40h。通过本发
高精度汽车轮毂轴承磨外径加工方法.pdf
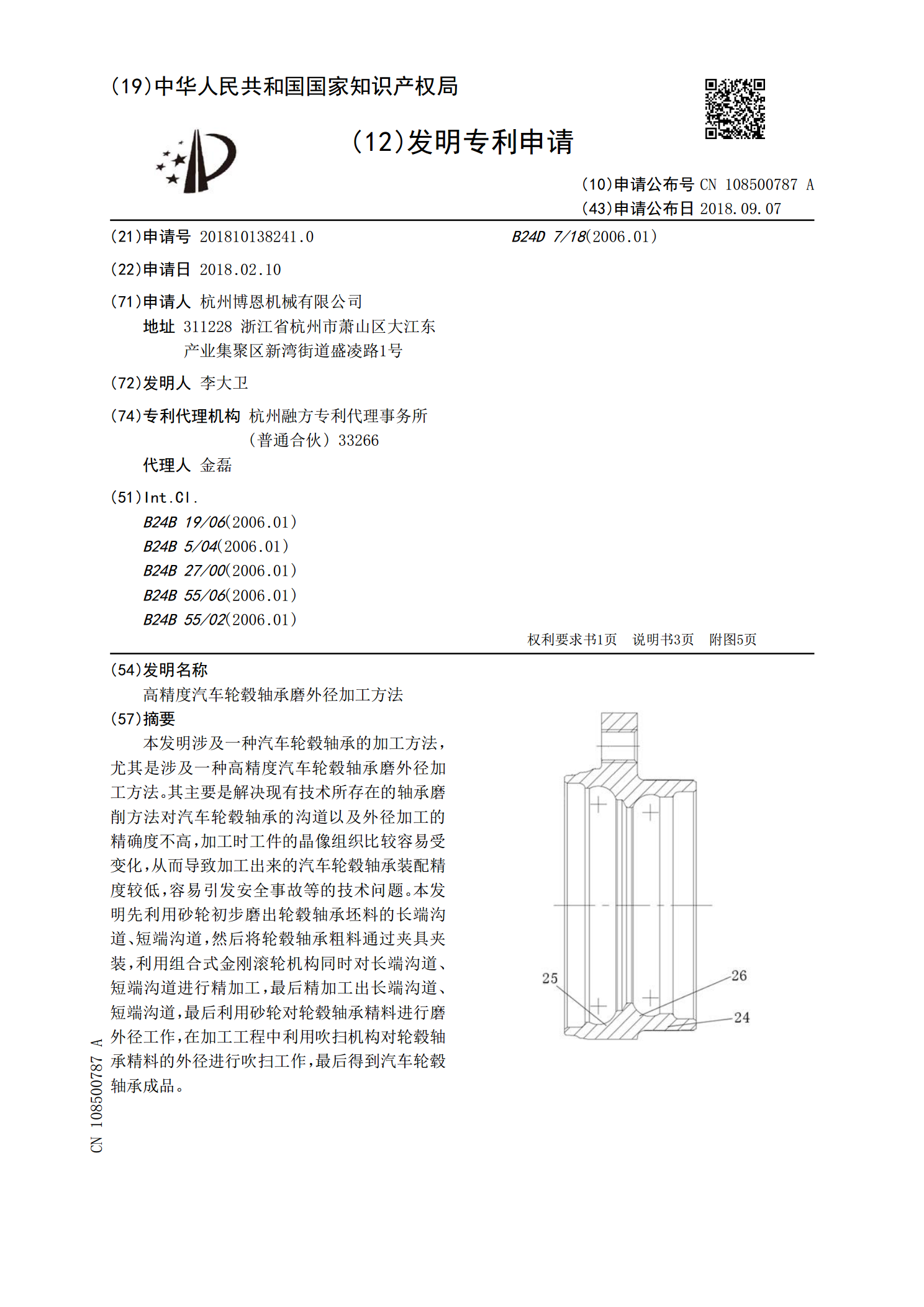
本发明涉及一种汽车轮毂轴承的加工方法,尤其是涉及一种高精度汽车轮毂轴承磨外径加工方法。其主要是解决现有技术所存在的轴承磨削方法对汽车轮毂轴承的沟道以及外径加工的精确度不高,加工时工件的晶像组织比较容易受变化,从而导致加工出来的汽车轮毂轴承装配精度较低,容易引发安全事故等的技术问题。本发明先利用砂轮初步磨出轮毂轴承坯料的长端沟道、短端沟道,然后将轮毂轴承粗料通过夹具夹装,利用组合式金刚滚轮机构同时对长端沟道、短端沟道进行精加工,最后精加工出长端沟道、短端沟道,最后利用砂轮对轮毂轴承精料进行磨外径工作,在加工
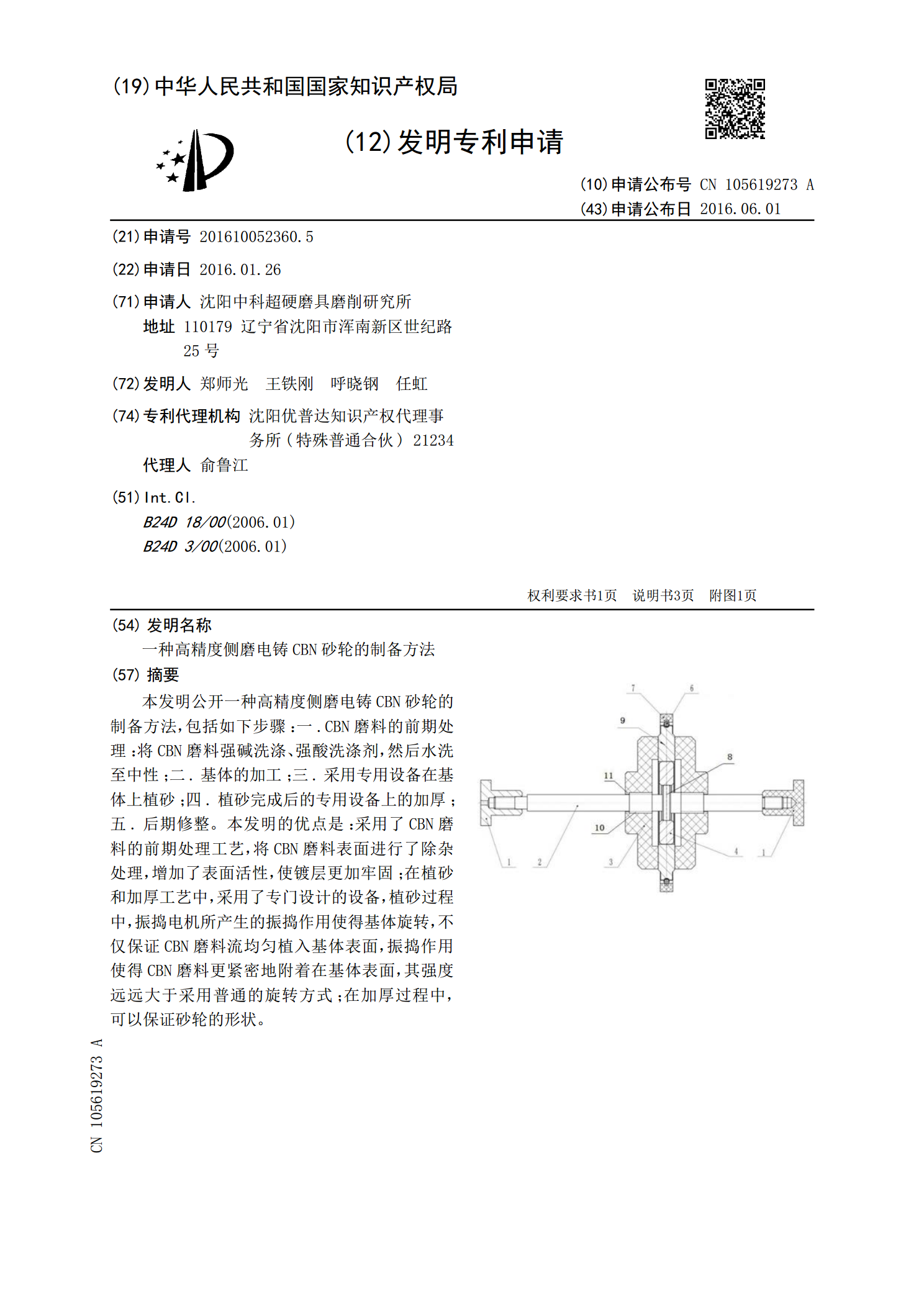
一种高精度侧磨电铸CBN砂轮的制备方法.pdf
本发明公开一种高精度侧磨电铸CBN砂轮的制备方法,包括如下步骤:一.CBN磨料的前期处理:将CBN磨料强碱洗涤、强酸洗涤剂,然后水洗至中性;二.基体的加工;三.采用专用设备在基体上植砂;四.植砂完成后的专用设备上的加厚;五.后期修整。本发明的优点是:采用了CBN磨料的前期处理工艺,将CBN磨料表面进行了除杂处理,增加了表面活性,使镀层更加牢固;在植砂和加厚工艺中,采用了专门设计的设备,植砂过程中,振捣电机所产生的振捣作用使得基体旋转,不仅保证CBN磨料流均匀植入基体表面,振捣作用使得CBN磨料更紧密地附着
一种磨钢球砂轮结合剂生产工艺.pdf
一种磨钢球砂轮结合剂生产工艺,包括称量,过筛,预熔,冷却干燥,二次过筛五个步骤,本发明克服了现有技术的不足,利用氧化硅、氧化铝、氧化铁、氟化钙份、氧化硼、氧化锰、氧化镁、氧化铬制成,加入氧化铬提高结合剂的高温润湿性增加硬度,又能降低结合剂耐火度并保证强度,同时采用氧化锰提高了结合剂的耐磨性,提高了砂轮得合格率,制作流程短,生产成本低。