
一种新型的椭圆凸轮装配变形工装.pdf

An****99


1/7

2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型的椭圆凸轮装配变形工装.pdf
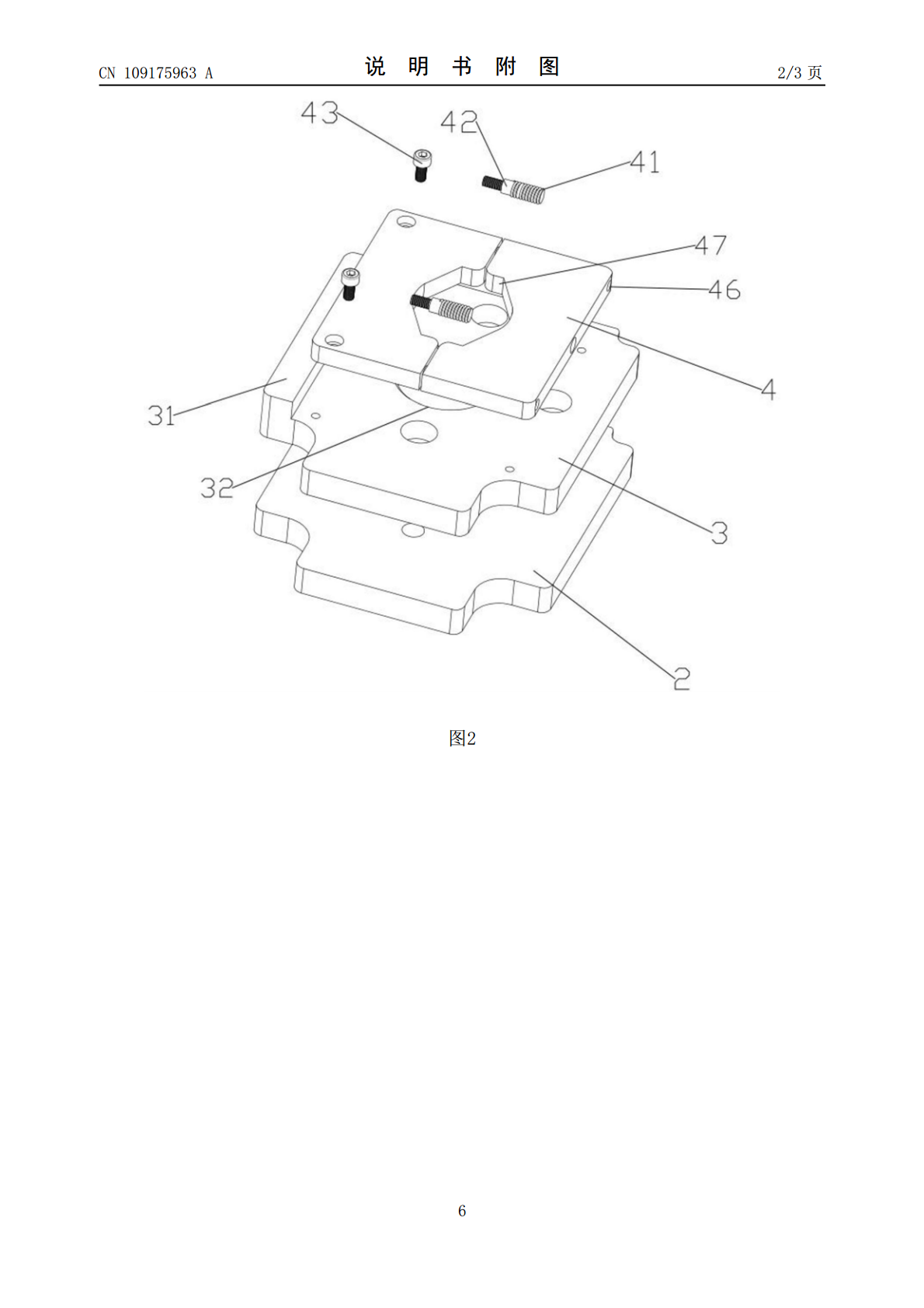
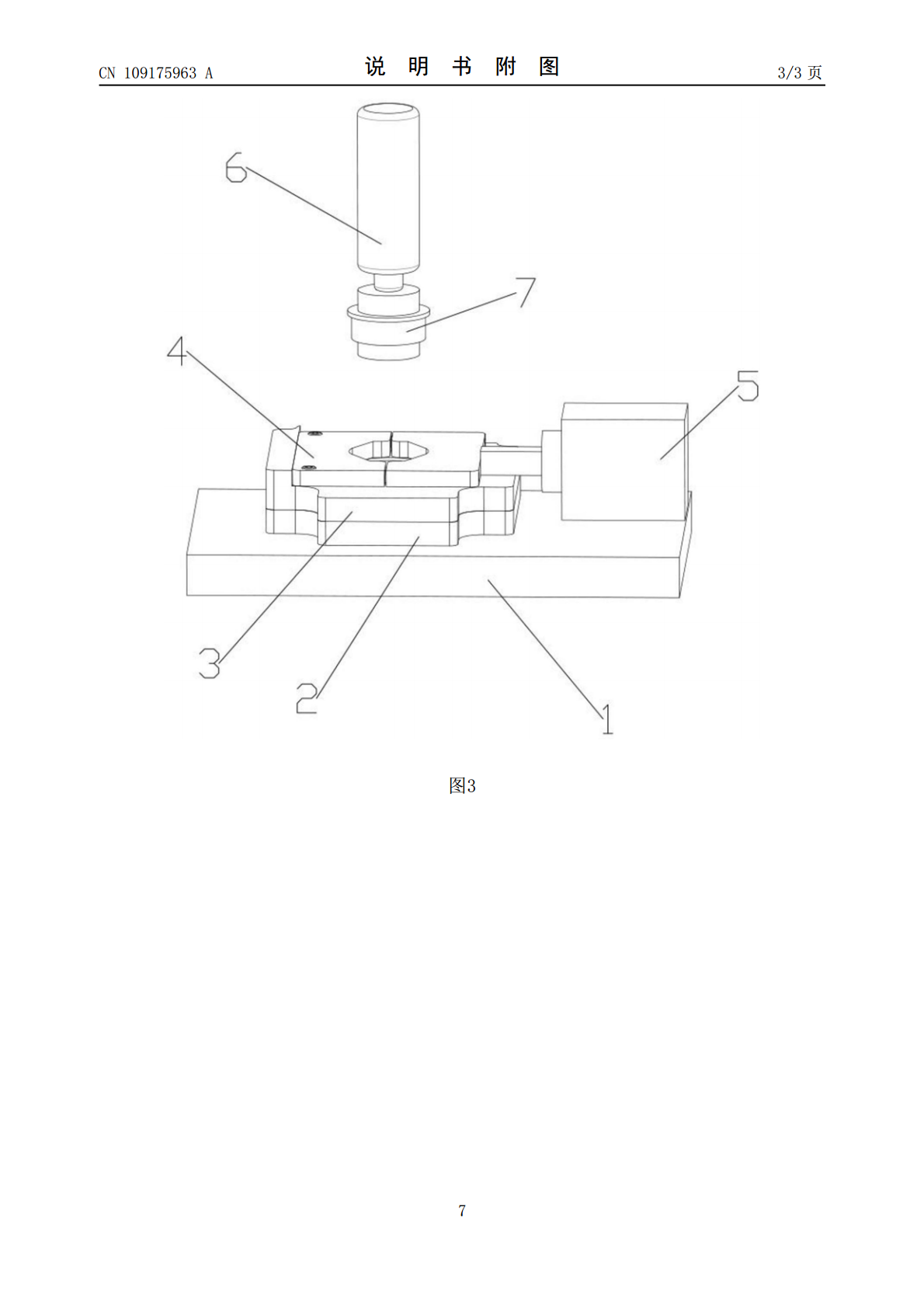
本发明涉及工装夹具领域,尤其是涉及一种新型的椭圆凸轮装配变形工装,包括工作台,工作台包括基座、安装板和压缩板,基座位于工作台上,安装板设置在基座上且与基座重叠,安装板上设有延伸块,延伸块位于安装板的表面的一侧上,压缩板固定在安装板上且位于延伸块的一侧,压缩板包括第一定位板、第二定位板、限位杆和弹簧,限位杆分别固定在第一定位板的一侧,弹簧分别设置在限位杆上,第二定位板的一侧设有两个通孔,通孔贯穿第二定位板,限位杆分别与通孔配合,本发明将椭圆凸轮定位在安装板,保证安装孔位与压机的轴线一致,利用压缩板进行压缩,

一种变形螺母装配工装.pdf
本发明公开了一种变形螺母装配工装,属于装配工装技术领域;它包括:手柄、支架、球头螺钉及冲头;所述支架为U型架,U型架的水平部分开有螺纹孔,U型架的两端分别开有螺纹孔及凹槽;所述冲头为半球,在半球的球顶设有圆锥结构,在半球平面部分的中心开有螺纹盲孔;手柄固定在支架水平部分的螺纹孔中,球头螺钉安装在支架竖直部分的螺纹孔内,冲头固定在球头螺钉的末端,且冲头位于靠近U型架的凹槽的一端,冲头的圆锥结构轴线与球头螺钉轴线共轴;本发明能够单人手工操作一次完成变形螺母定位、变形并装配到位,具有较高的装配效率和装配精度。
凸轮轴装配工装.pdf
本发明公开了一种凸轮轴装配工装,包括底座(1);夹具(2);压装部件(3),动力驱动部件(4);所述凸轮轴装配工装还包括设在底座(1)上的第一安装架(8)和第二安装架(9);设在第一安装架(8)上用于放置多个信号轮(7)的料架(5);用于抓取料架(5)中的信号轮(7)的抓手(10);设在第二安装架(9)上且用于驱动抓手(10)抓取信号轮(7)并将信号轮(7)放置在压装部件(3)上第一驱动机构(11);第一驱动机构(11)的驱动端与抓手(10)连接。采用这种结构后,提供一种在凸轮轴与信号轮压装时可以自动上料

轴承变形装配工装.pdf
本发明涉及一种轴承变形装配工装。按照本发明提供的技术方案,所述轴承变形装配工装包括基板及安装在基板上的定位支承机构和压紧机构,所述定位支承机构用于顶住轴承外圈的一侧,所述压紧机构设置在定位支承机构的相对面,压紧机构用于对轴承外圈的另一侧施加压力;定位支承机构与压紧机构之间留有能够容置轴承外圈的间距。本发明结构巧妙合理、操作快捷方便、变形精度高,可大大降低零部件损坏率,有利于降低轴承制造成本。对于不同型号、不同尺寸的轴承可以通过调节定位器来改变定位块的位置,适用范围广。

凸轮轴的装配工装.pdf
本发明公开了一种凸轮轴的装配工装,它包括底座(5)、支撑部件、压紧部件(2)、压装部件(3)、动力驱动部件(4);所述的动力驱动部件(4)连接在底座(5)的一端,其动力输出端与压装部件(3)连接,压装部件(3)滑动连接在底座(5)上;所述支撑部件的数量为多组,其中一组支撑部件上端的支撑面为与凸轮轴(1)在设计时选定的基准面(1-1)相贴合的内凹弧面,压紧部件(2)的压紧面为位于凸轮轴(1)端部的基轴面(1-3)相抵紧的作用面,并且压紧面的下方与支撑部件的支撑面相对。采用以上结构后,凸轮轴上的受力面与基准面