
不锈钢车体无气体保护激光叠焊工艺方法.pdf

猫巷****松臣


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不锈钢车体无气体保护激光叠焊工艺方法.pdf
一种不锈钢车体无气体保护激光叠焊工艺方法,其特征在于:车体侧墙采用波纹板与外墙板焊接,立柱与波纹板焊接的结构形式,波纹板与外墙板焊接时采用压紧轮对施焊部位加压,保证波纹板与外墙板间无间隙,焊缝方向平行于外墙板的拉丝方向,接头为部分熔透激光叠焊,立柱与波纹板焊接熔透激光叠焊。本发明重提高车体外观化水平、强度及密封性等性能指标。部分熔透、无气体保护的激光叠焊技术在保证强度的基础上,提高车体的外观水平及疲劳寿命。同时改进车体侧墙结构,降低车体重量,提高产品品质。经大量科学试验、数值模拟计算及工程验证,静强度与疲
不锈钢车体激光叠焊焊缝修复工艺.pdf
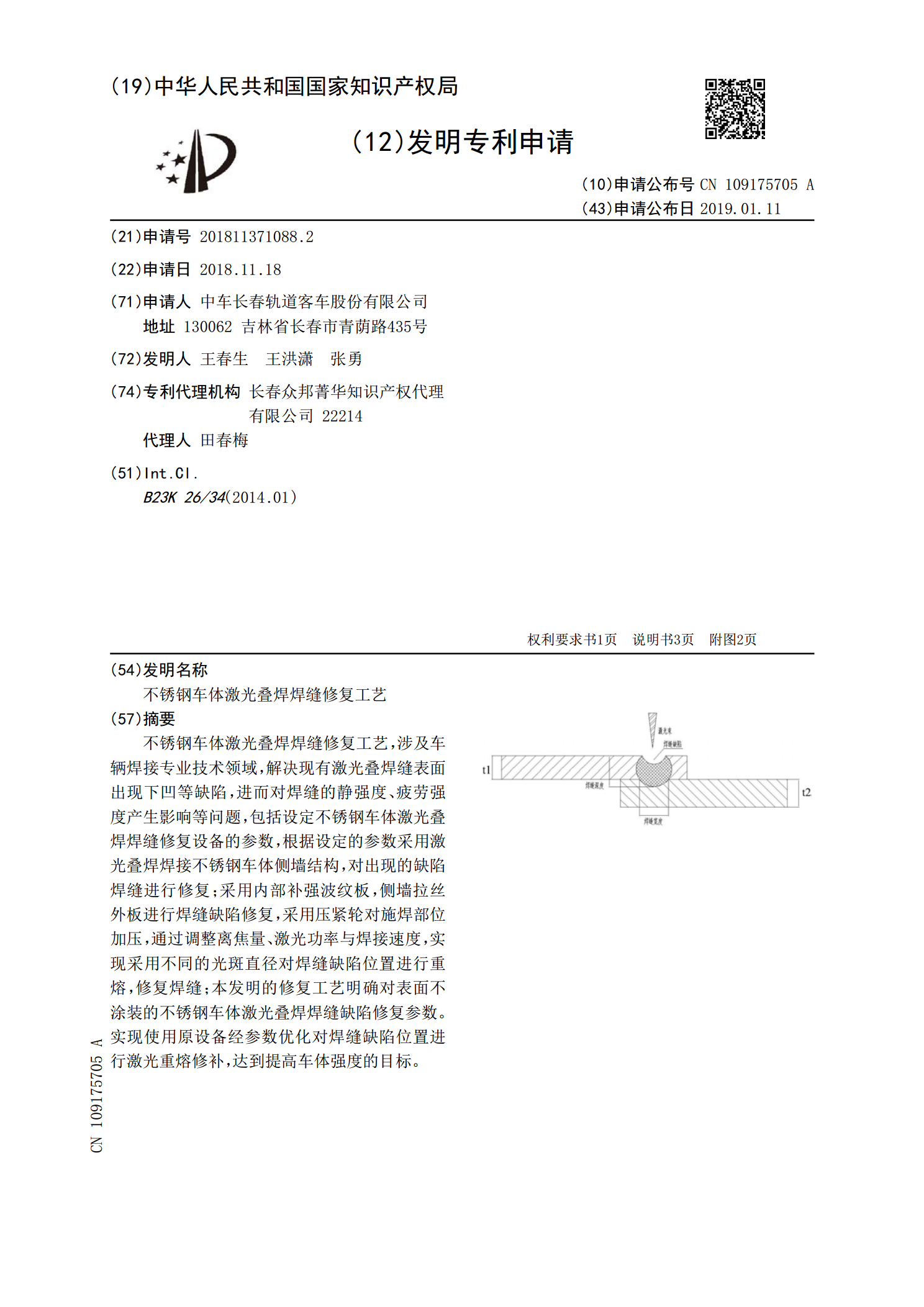
不锈钢车体激光叠焊焊缝修复工艺,涉及车辆焊接专业技术领域,解决现有激光叠焊缝表面出现下凹等缺陷,进而对焊缝的静强度、疲劳强度产生影响等问题,包括设定不锈钢车体激光叠焊焊缝修复设备的参数,根据设定的参数采用激光叠焊焊接不锈钢车体侧墙结构,对出现的缺陷焊缝进行修复;采用内部补强波纹板,侧墙拉丝外板进行焊缝缺陷修复,采用压紧轮对施焊部位加压,通过调整离焦量、激光功率与焊接速度,实现采用不同的光斑直径对焊缝缺陷位置进行重熔,修复焊缝;本发明的修复工艺明确对表面不涂装的不锈钢车体激光叠焊焊缝缺陷修复参数。实现使用原

不锈钢车体电阻焊焊点修补工艺研究.docx
不锈钢车体电阻焊焊点修补工艺研究标题:不锈钢车体电阻焊焊点修补工艺研究摘要:不锈钢车体电阻焊焊点修补工艺对于提高车体焊接质量和延长使用寿命具有重要意义。本论文通过对不锈钢焊接工艺和焊点修补技术的研究,针对焊接工艺存在的问题和修补难度,提出了一种改进的不锈钢车体电阻焊焊点修补工艺,并对该工艺进行了实验验证,结果表明该工艺能够有效提高焊接质量和修补效果。同时,本论文还对不锈钢车体电阻焊焊点修补工艺的适用范围和优势进行了分析和讨论。关键词:不锈钢;车体电阻焊;焊点修补;工艺研究第一章:引言1.1研究背景1.2研

激光焊机焊轮保护气体喷嘴.pdf
本发明公开了一种激光焊机焊轮保护气体喷嘴,它位于焊机机头两焊轮之间的中心位置,并通过喷嘴管、喷嘴座固定连接在焊机机头上,由一中空圆柱体切削而成,圆柱体的上部为喷嘴嘴口,圆柱体的中部为喷嘴嘴身,圆柱体的下部为喷嘴嘴柱,喷嘴嘴柱与喷嘴管相连,喷嘴嘴口和喷嘴嘴身的外轮廓两侧切削有平面槽,喷嘴嘴口与喷嘴嘴身外轮廓通过角度为25~30°、宽度为7~8.5mm的倒角过渡连接。本发明在能保证喷嘴的壁厚具有足够的承载力的前提下,通过对激光焊机焊轮保护气体喷嘴进行重新设计,使激光焊机焊轮喷嘴嘴口堵塞和喷嘴撞断的故障得以最大

气体保护焊焊接标准工艺.docx
CO2气体保护焊工艺参数CO2气体保护焊工艺参数除了与一般电弧焊相似旳电流、电压、焊接速度、焊丝直径及倾斜角等参数以外,尚有CO2气体保护焊所特有旳保护气成分派比及流量、焊丝伸出长度、保护气罩与工件之间距离等对焊缝成形和质量有重在影响。⑴焊接电流和电压旳影响。与其她电弧焊接措施相似旳是,当电流大时焊缝熔深大,余高大;当电压高时熔宽敞,熔深浅。反之则得到相反旳焊缝成形。同步焊接电流律为送丝速度大则焊接电流大,熔敷速度大,生产效率高。采用恒压电源等速成送丝系统时,一般规律为送丝速度大则焊接电流大,熔敷速度随之