
一种T型接头激光焊接机器人辅助焊接装置.pdf

运升****魔王


1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种T型接头激光焊接机器人辅助焊接装置.pdf
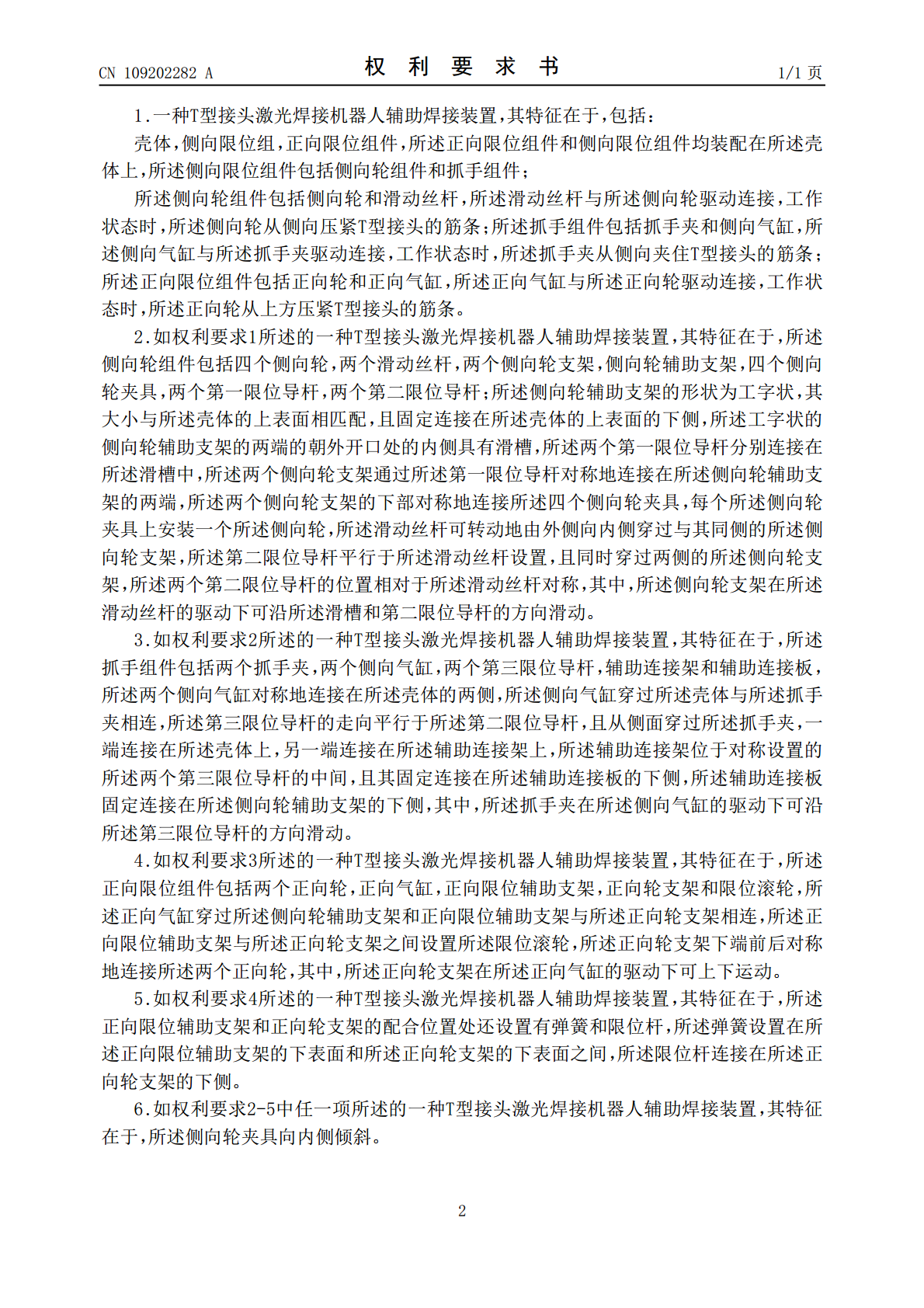
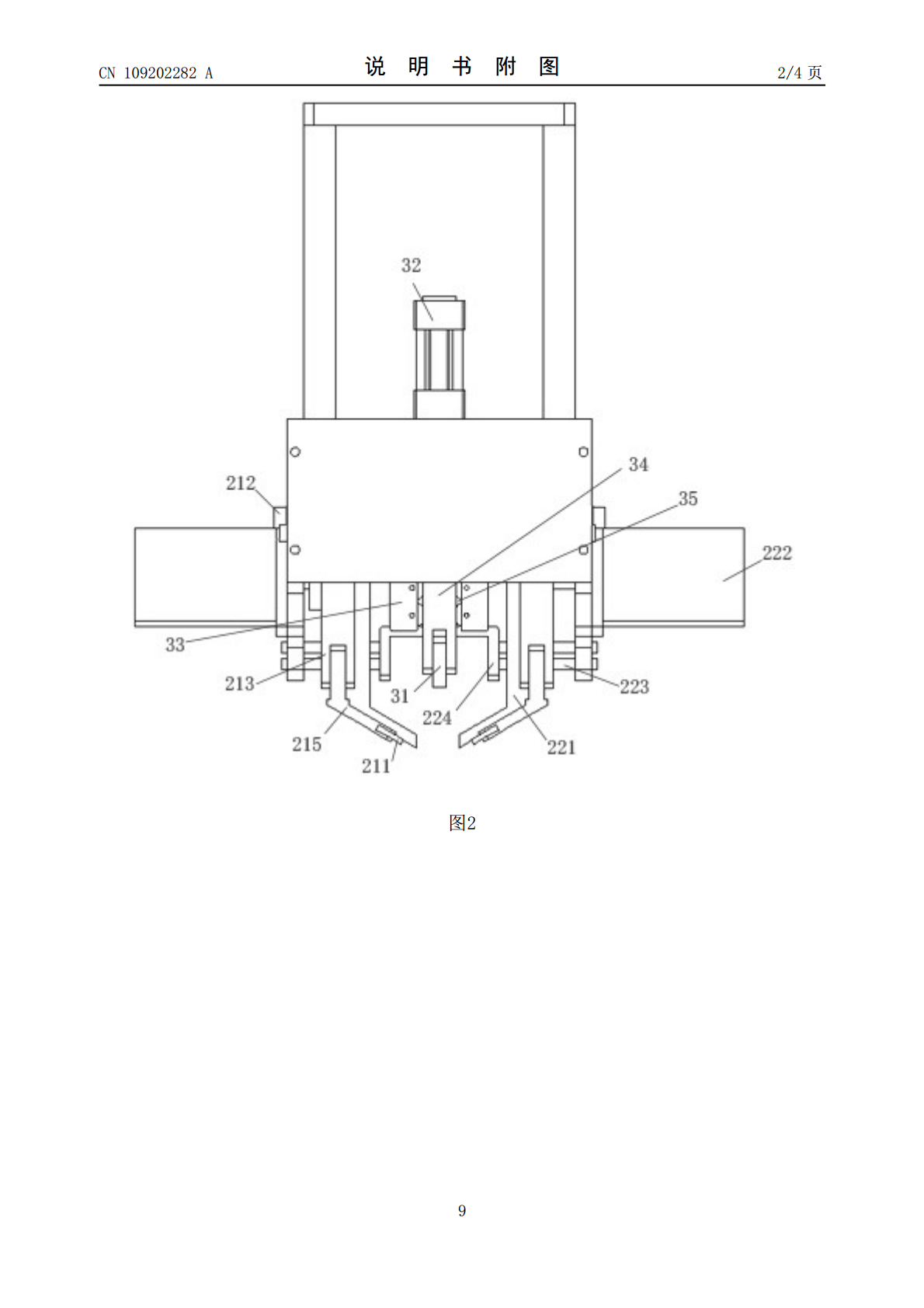
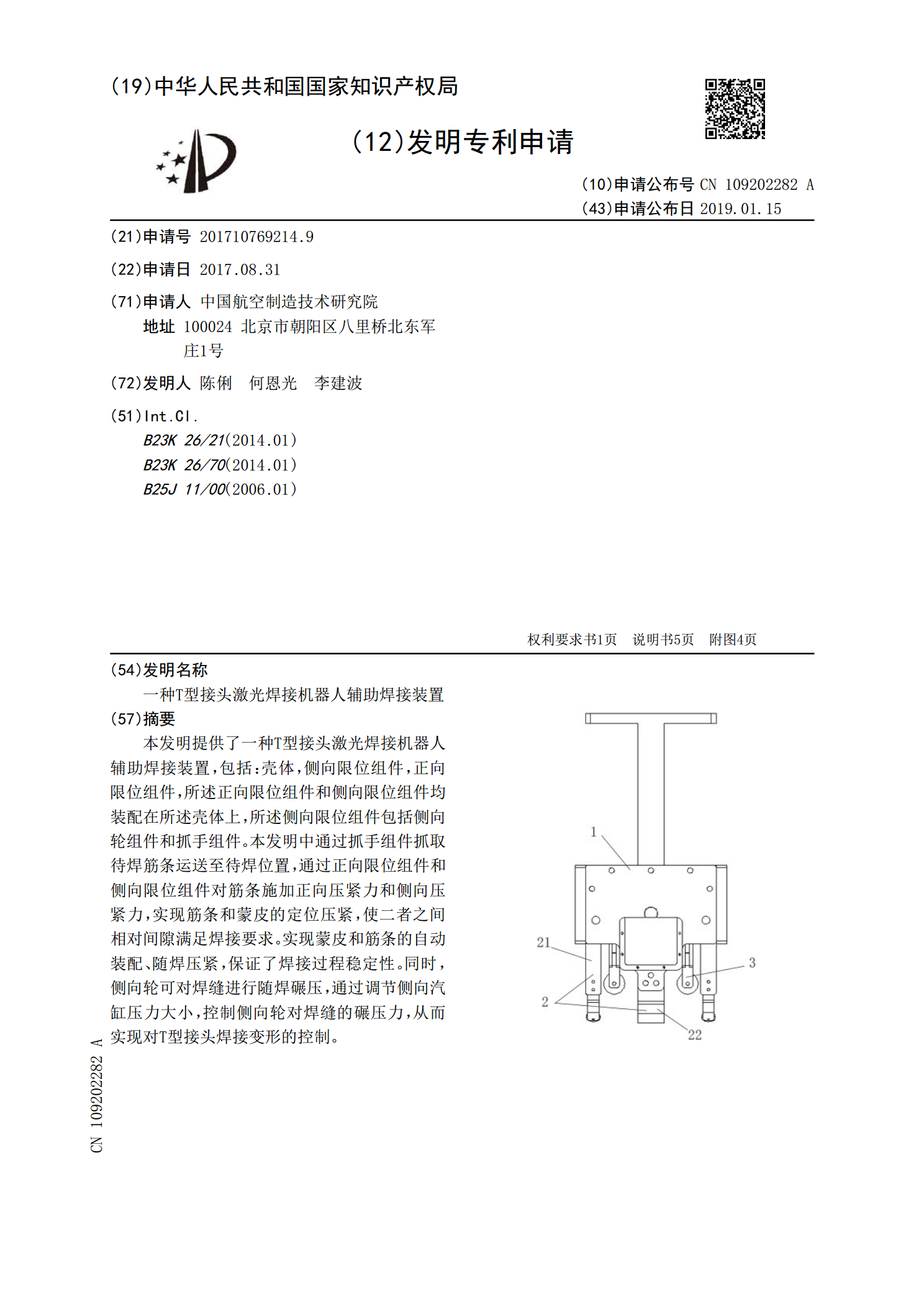
本发明提供了一种T型接头激光焊接机器人辅助焊接装置,包括:壳体,侧向限位组件,正向限位组件,所述正向限位组件和侧向限位组件均装配在所述壳体上,所述侧向限位组件包括侧向轮组件和抓手组件。本发明中通过抓手组件抓取待焊筋条运送至待焊位置,通过正向限位组件和侧向限位组件对筋条施加正向压紧力和侧向压紧力,实现筋条和蒙皮的定位压紧,使二者之间相对间隙满足焊接要求。实现蒙皮和筋条的自动装配、随焊压紧,保证了焊接过程稳定性。同时,侧向轮可对焊缝进行随焊碾压,通过调节侧向汽缸压力大小,控制侧向轮对焊缝的碾压力,从而实现对T
铝合金薄板T型接头激光焊接机器人辅助焊接工装夹具.pdf
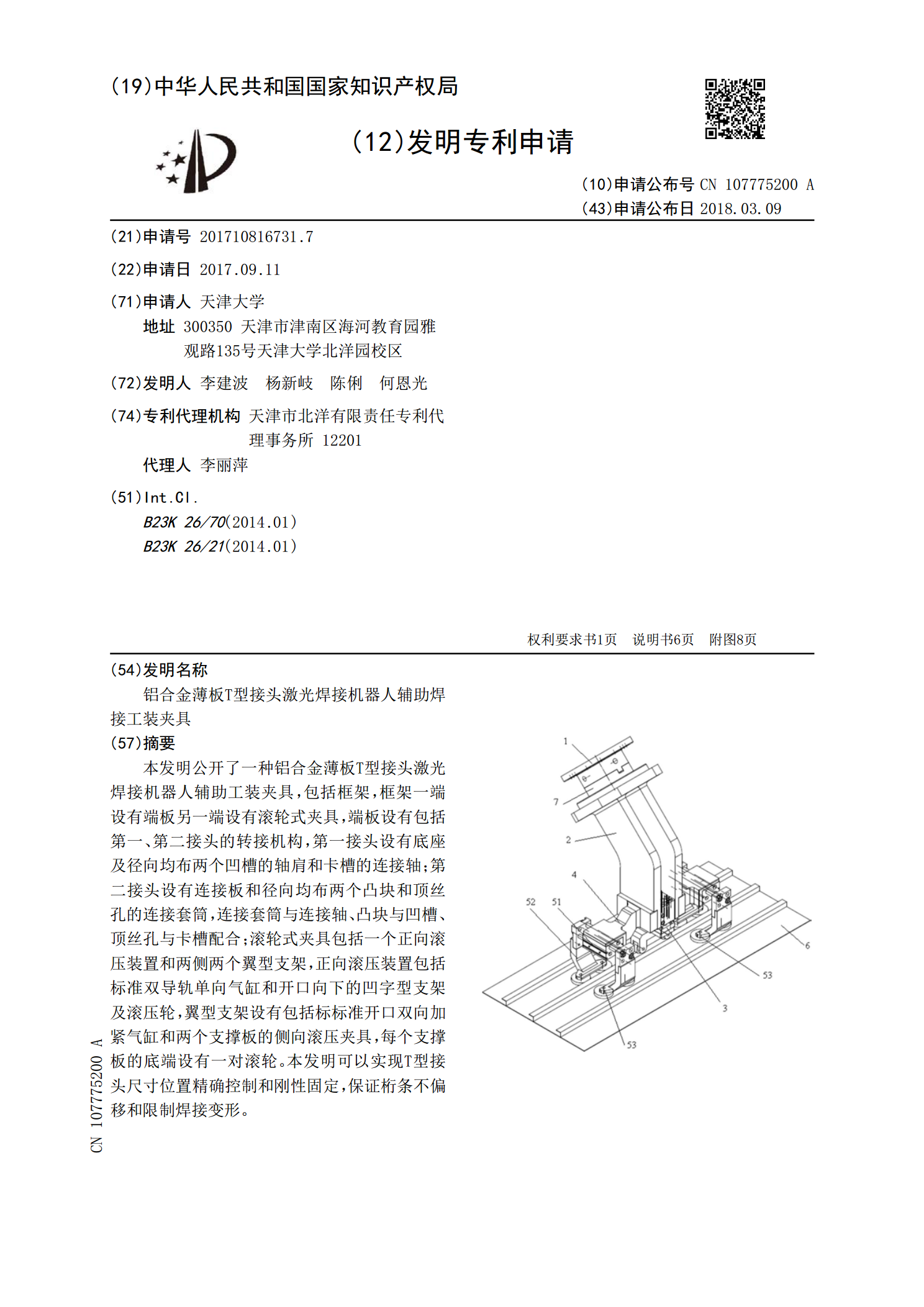
本发明公开了一种铝合金薄板T型接头激光焊接机器人辅助工装夹具,包括框架,框架一端设有端板另一端设有滚轮式夹具,端板设有包括第一、第二接头的转接机构,第一接头设有底座及径向均布两个凹槽的轴肩和卡槽的连接轴;第二接头设有连接板和径向均布两个凸块和顶丝孔的连接套筒,连接套筒与连接轴、凸块与凹槽、顶丝孔与卡槽配合;滚轮式夹具包括一个正向滚压装置和两侧两个翼型支架,正向滚压装置包括标准双导轨单向气缸和开口向下的凹字型支架及滚压轮,翼型支架设有包括标标准开口双向加紧气缸和两个支撑板的侧向滚压夹具,每个支撑板的底端设有
一种薄板T型接头双侧激光熔丝焊接装置及焊接方法.pdf
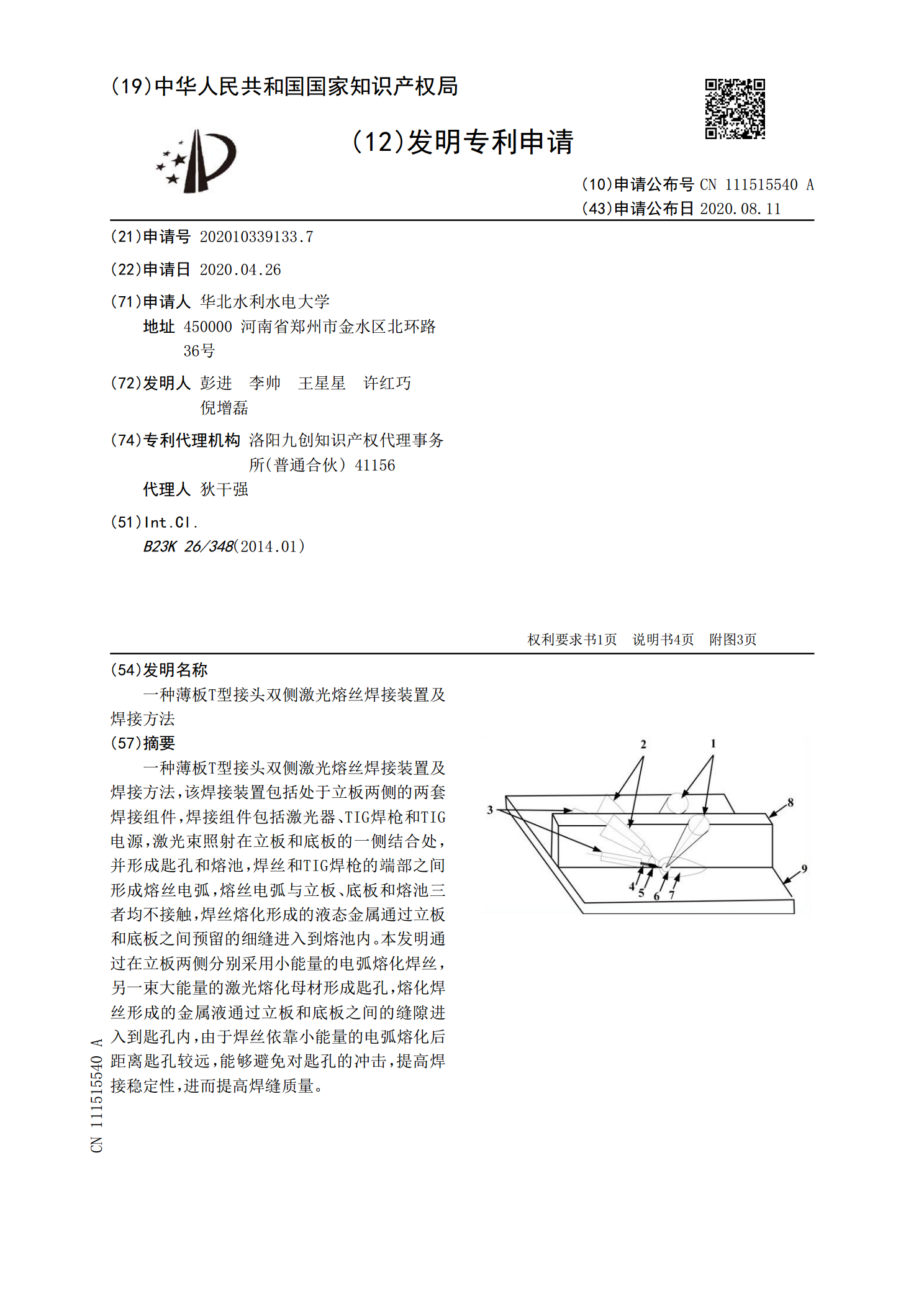
一种薄板T型接头双侧激光熔丝焊接装置及焊接方法,该焊接装置包括处于立板两侧的两套焊接组件,焊接组件包括激光器、TIG焊枪和TIG电源,激光束照射在立板和底板的一侧结合处,并形成匙孔和熔池,焊丝和TIG焊枪的端部之间形成熔丝电弧,熔丝电弧与立板、底板和熔池三者均不接触,焊丝熔化形成的液态金属通过立板和底板之间预留的细缝进入到熔池内。本发明通过在立板两侧分别采用小能量的电弧熔化焊丝,另一束大能量的激光熔化母材形成匙孔,熔化焊丝形成的金属液通过立板和底板之间的缝隙进入到匙孔内,由于焊丝依靠小能量的电弧熔化后距离
一种减少T型接头焊接热裂纹的双激光束焊接方法.pdf
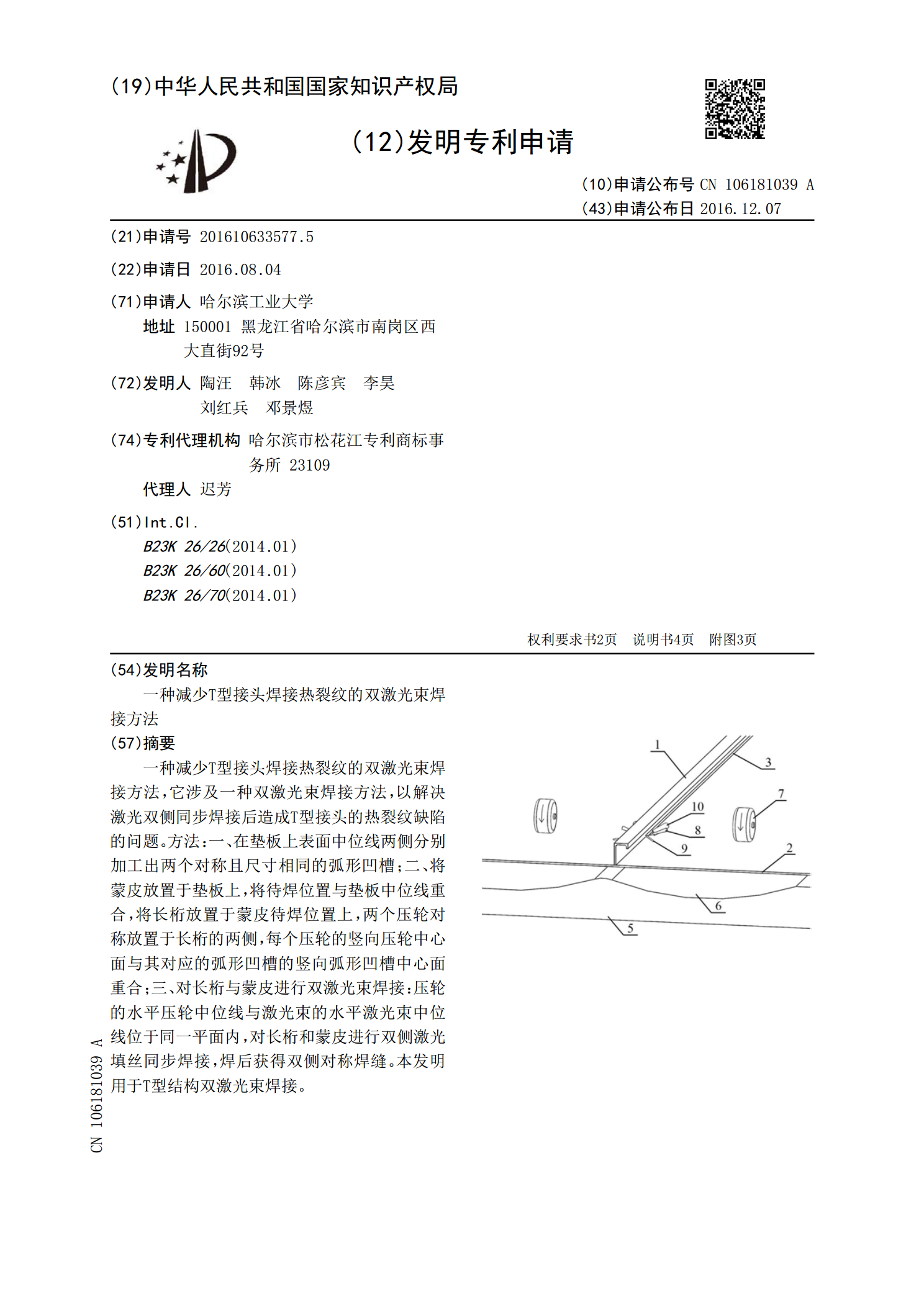
一种减少T型接头焊接热裂纹的双激光束焊接方法,它涉及一种双激光束焊接方法,以解决激光双侧同步焊接后造成T型接头的热裂纹缺陷的问题。方法:一、在垫板上表面中位线两侧分别加工出两个对称且尺寸相同的弧形凹槽;二、将蒙皮放置于垫板上,将待焊位置与垫板中位线重合,将长桁放置于蒙皮待焊位置上,两个压轮对称放置于长桁的两侧,每个压轮的竖向压轮中心面与其对应的弧形凹槽的竖向弧形凹槽中心面重合;三、对长桁与蒙皮进行双激光束焊接:压轮的水平压轮中位线与激光束的水平激光束中位线位于同一平面内,对长桁和蒙皮进行双侧激光填丝同步焊

一种提高T型接头焊接性能的焊接方法.pdf
本发明公开了一种提高T型接头焊接性能的焊接方法,所焊接的T型接头包括垂直相连的壁板和筋板,包括以下步骤:首先将所述的筋板固定在壁板的正面;然后在壁板的背面,从壁板的一端开始,将所述的搅拌头从壁板的背面在对应于筋板与壁板接触面的位置向下旋转插入搅拌头,直至轴肩插入壁板内0.1‑0.2mm,旋转并停留3‑5s后,以一定的速度沿着筋板延伸的方向移动,完成单方向焊接;最后以第一道焊接线的终点为起点,沿着筋板的延伸方向反方向进行二次焊接。本发明正反方向双道次焊接,解决了常规的搅拌摩擦焊接在进行T型接头焊接时容易产生