
一种轮毂铸锻设备的铸锻方法.pdf

书生****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮毂铸锻设备的铸锻方法.pdf
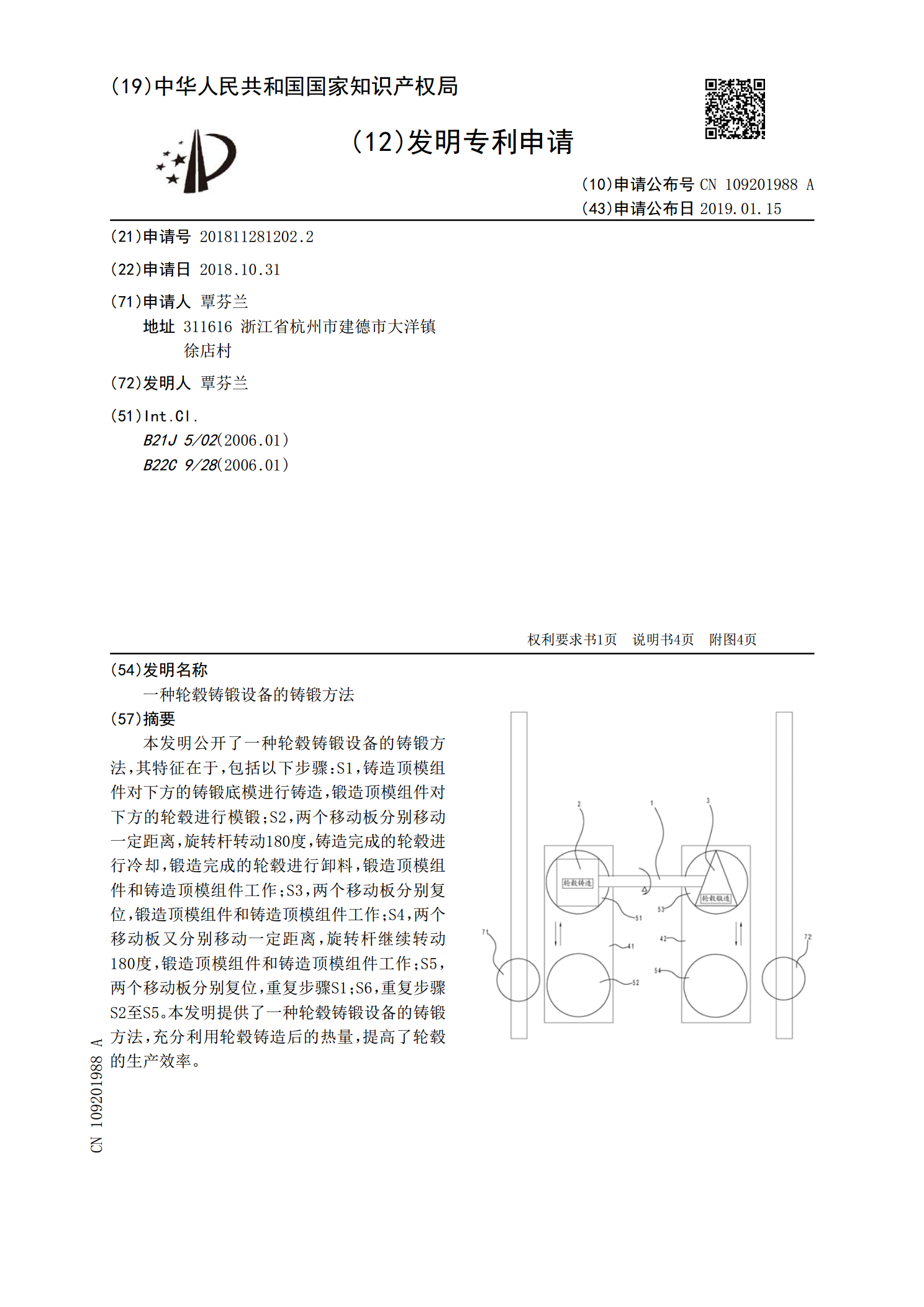
本发明公开了一种轮毂铸锻设备的铸锻方法,其特征在于,包括以下步骤:S1,铸造顶模组件对下方的铸锻底模进行铸造,锻造顶模组件对下方的轮毂进行模锻;S2,两个移动板分别移动一定距离,旋转杆转动180度,铸造完成的轮毂进行冷却,锻造完成的轮毂进行卸料,锻造顶模组件和铸造顶模组件工作;S3,两个移动板分别复位,锻造顶模组件和铸造顶模组件工作;S4,两个移动板又分别移动一定距离,旋转杆继续转动180度,锻造顶模组件和铸造顶模组件工作;S5,两个移动板分别复位,重复步骤S1;S6,重复步骤S2至S5。本发明提供了一种

一种轮毂铸锻设备中的铸锻底模移动机构.pdf
本发明公开了一种轮毂铸锻设备中的铸锻底模移动机构,其特征在于:包括输送带和置于输送带之上的底模板,输送带上位于铸造和锻造对应处分别开设有一缺口,在每个缺口处分别设置有一工作台,工作台的下方设置有支板,工作台的上侧面上开设有凹槽,凹槽内滑动设置有定位柱,在底模板的下侧面上开设有限位槽,在凹槽内设置有弹簧,在工作台的下方转动设置有一转轴,在转轴上缠绕有一线绳,线绳和弹簧连接,在支板的外部设置有一丝杠,在丝杠上设置有旋转电机,旋转电机的输出端连接有一推板。本发明提供了一种轮毂铸锻设备中的铸锻底模移动机构,实现将

一种铝合金轮毂铸锻设备.pdf
本发明公开了一种铝合金轮毂铸锻设备,其特征在于:包括立柱、立柱的两侧对称布置有一组移动板,每个移动板上并列设置有两个铸锻底模组件,在立柱上转动设置有转动环,转动环的两侧相对布置有一回转杆,其中一个回转杆的外端设置有铸造组件,另一个回转杆的外端设置有锻造组件,铸锻底模组件包括底模板、底模、多个侧模;铸造组件包括设置于其中一个回转杆外端的保压缸,在保压缸的活塞杆外端设置有铸造顶模;锻造组件包括冲压杆和锻造顶模,锻造顶模设置于冲压杆的下端。本发明提供了一种铝合金轮毂铸锻设备,实现将轮毂铸造和锻造进行结合,充分利

一种铝合金轮毂铸锻装置.pdf
本发明公开了一种铝合金轮毂铸锻装置,其特征在于:包括环形输送带、铸造模块、锻造模块,铸锻底模组件包括底模板、底模、多个侧模,在底模内设置有顶模芯,铸造模块包括铸造模板、铸造顶模,铸造顶模的底部设置有浇口,锻造模块包括锻造模板、设置于锻造模板下方的支撑模板、设置于支撑模板下方的锻造顶模,锻造顶模内滑动设置有锻模芯,锻模芯的下侧面与轮毂形状相适配,在锻造模板上设置有锻造缸,锻模芯的背部连接有一穿过支撑模板和锻造模板的连接杆,连接杆和锻造缸连接。本发明提供了一种铝合金轮毂铸锻装置,实现将轮毂铸造和锻造进行结合,
一种铸锻渣包制造方法.pdf
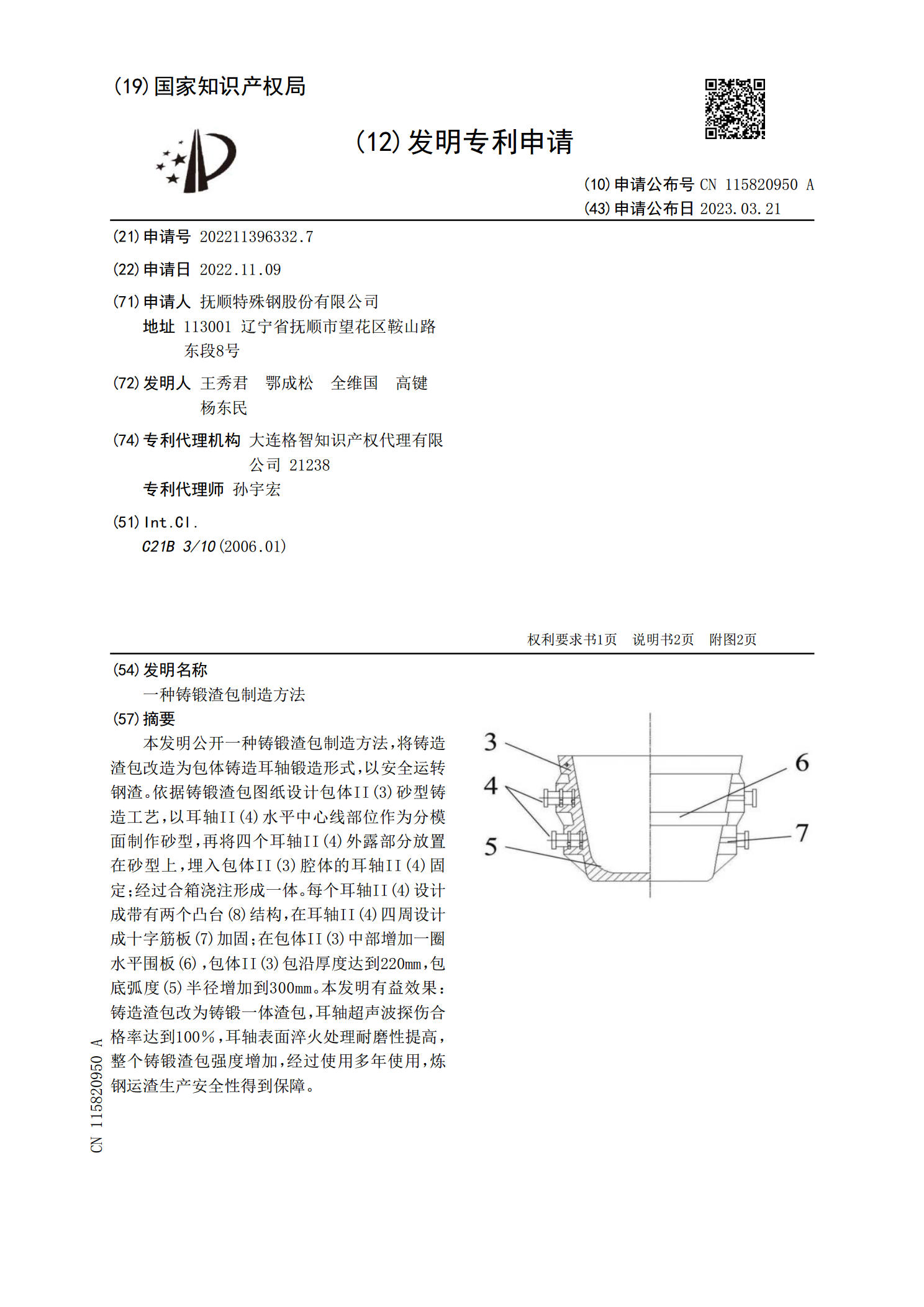
本发明公开一种铸锻渣包制造方法,将铸造渣包改造为包体铸造耳轴锻造形式,以安全运转钢渣。依据铸锻渣包图纸设计包体II(3)砂型铸造工艺,以耳轴II(4)水平中心线部位作为分模面制作砂型,再将四个耳轴II(4)外露部分放置在砂型上,埋入包体II(3)腔体的耳轴II(4)固定;经过合箱浇注形成一体。每个耳轴II(4)设计成带有两个凸台(8)结构,在耳轴II(4)四周设计成十字筋板(7)加固;在包体II(3)中部增加一圈水平围板(6),包体II(3)包沿厚度达到220mm,包底弧度(5)半径增加到300mm。本发