
选区激光熔化增材制造快速制备金属复合材料成型件的方法.pdf

是你****松呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
选区激光熔化增材制造快速制备金属复合材料成型件的方法.pdf
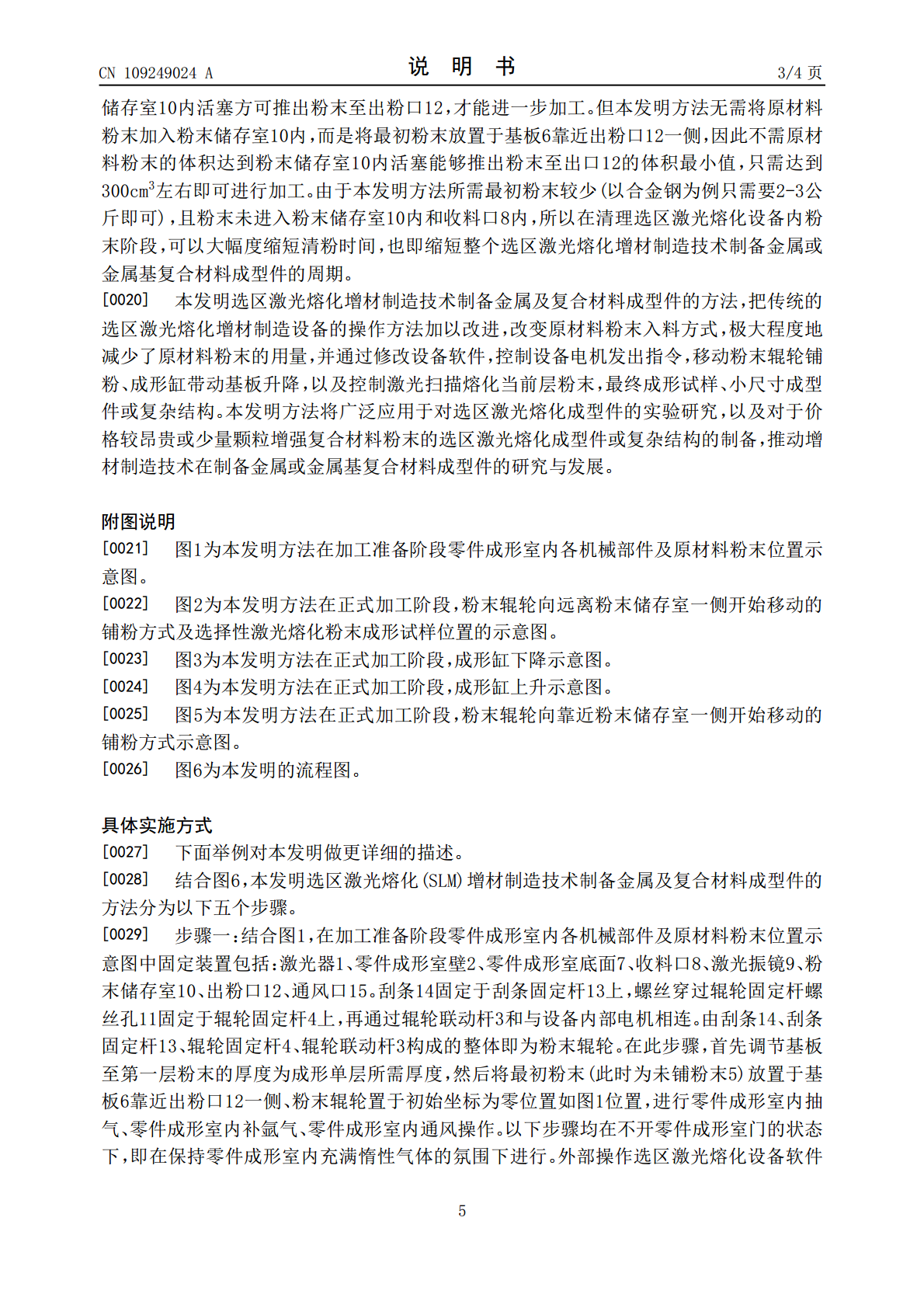
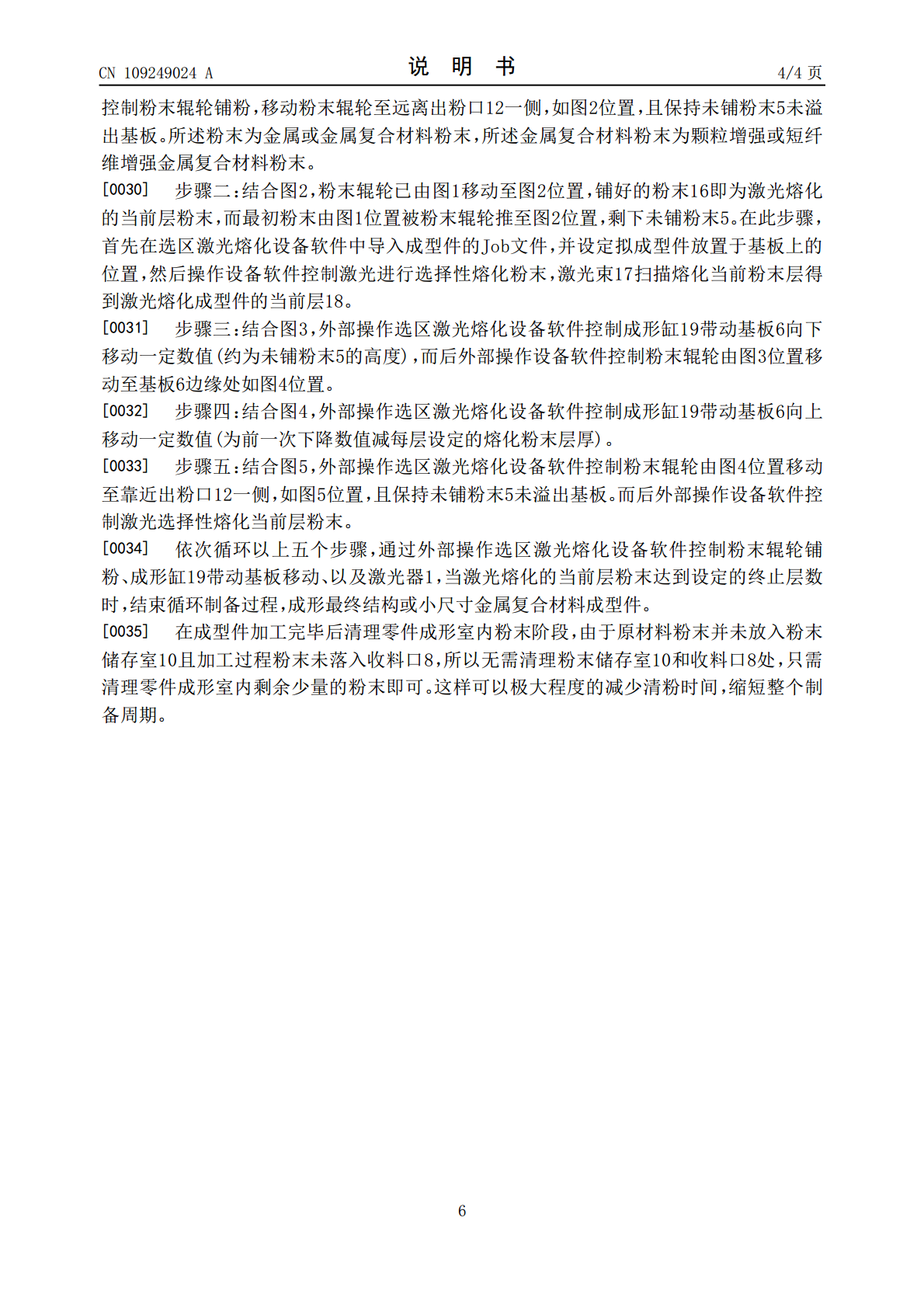
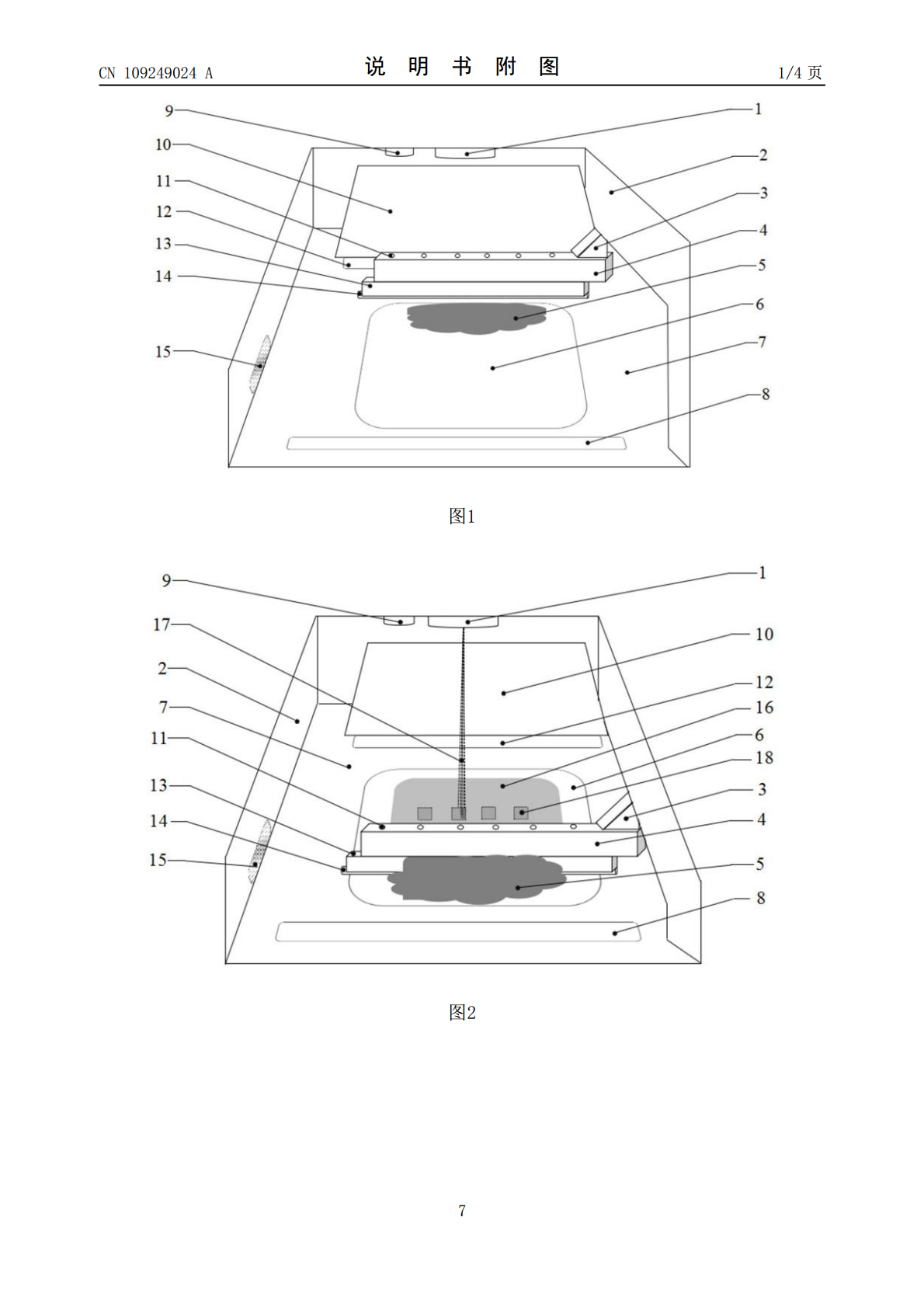
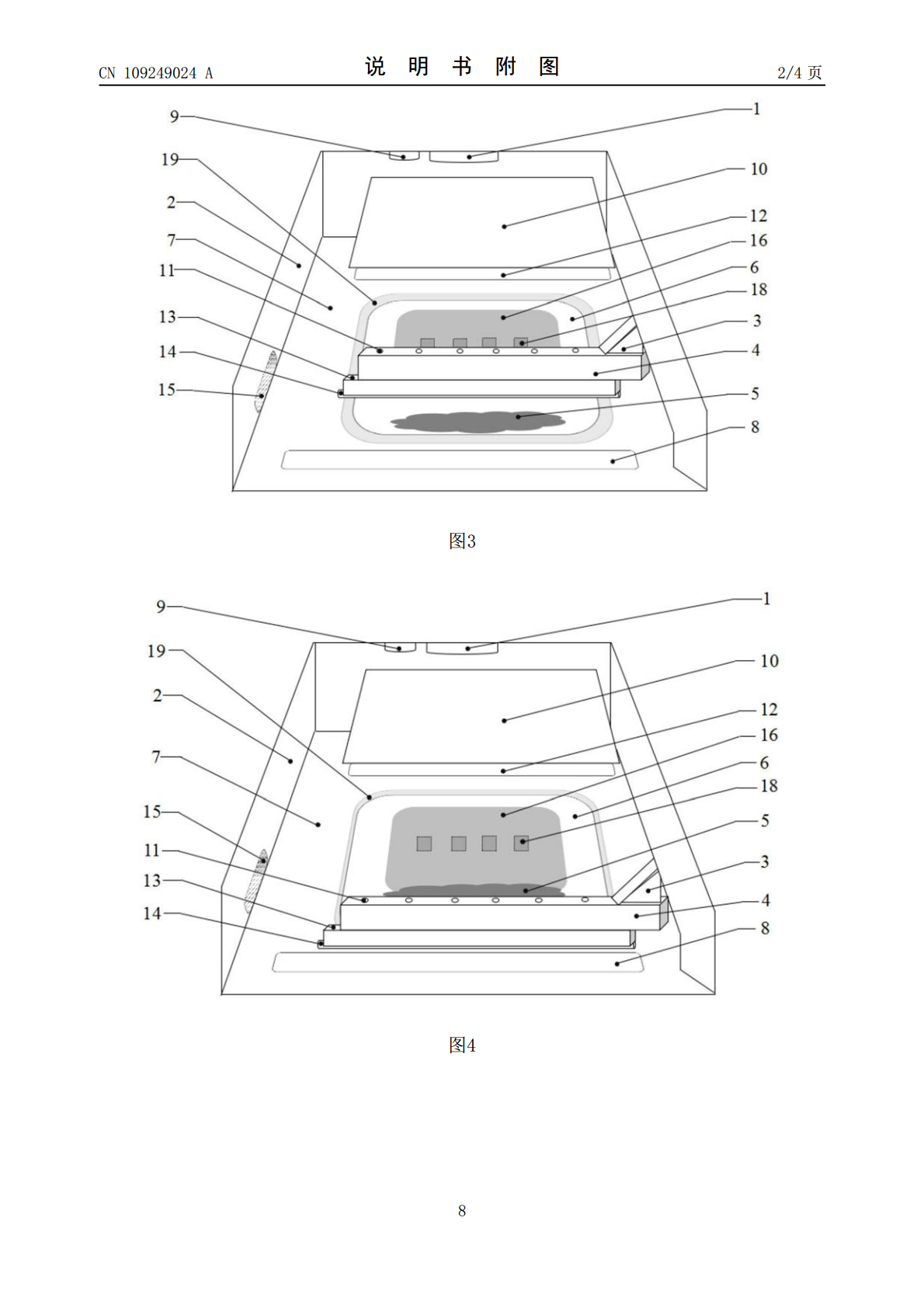
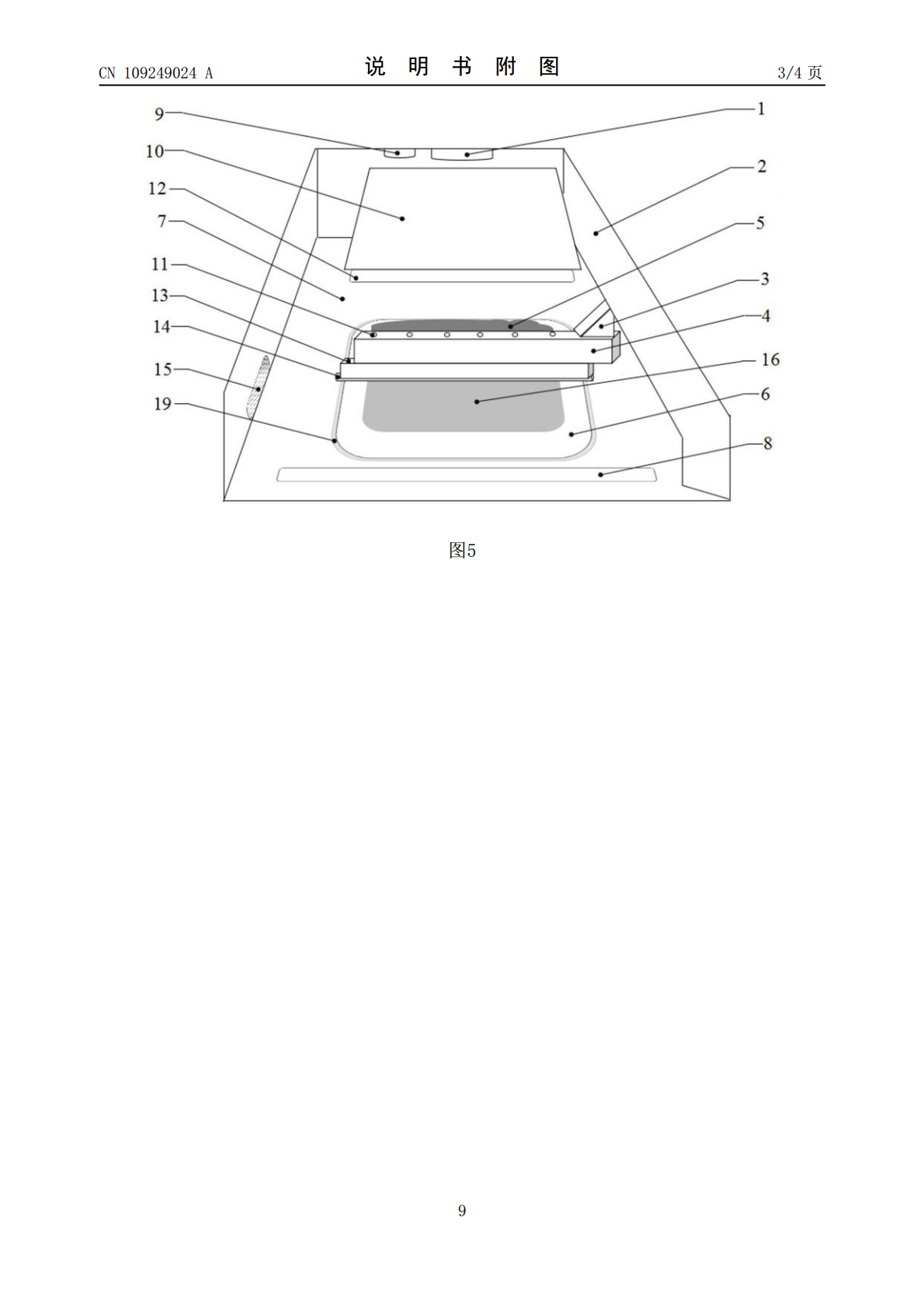
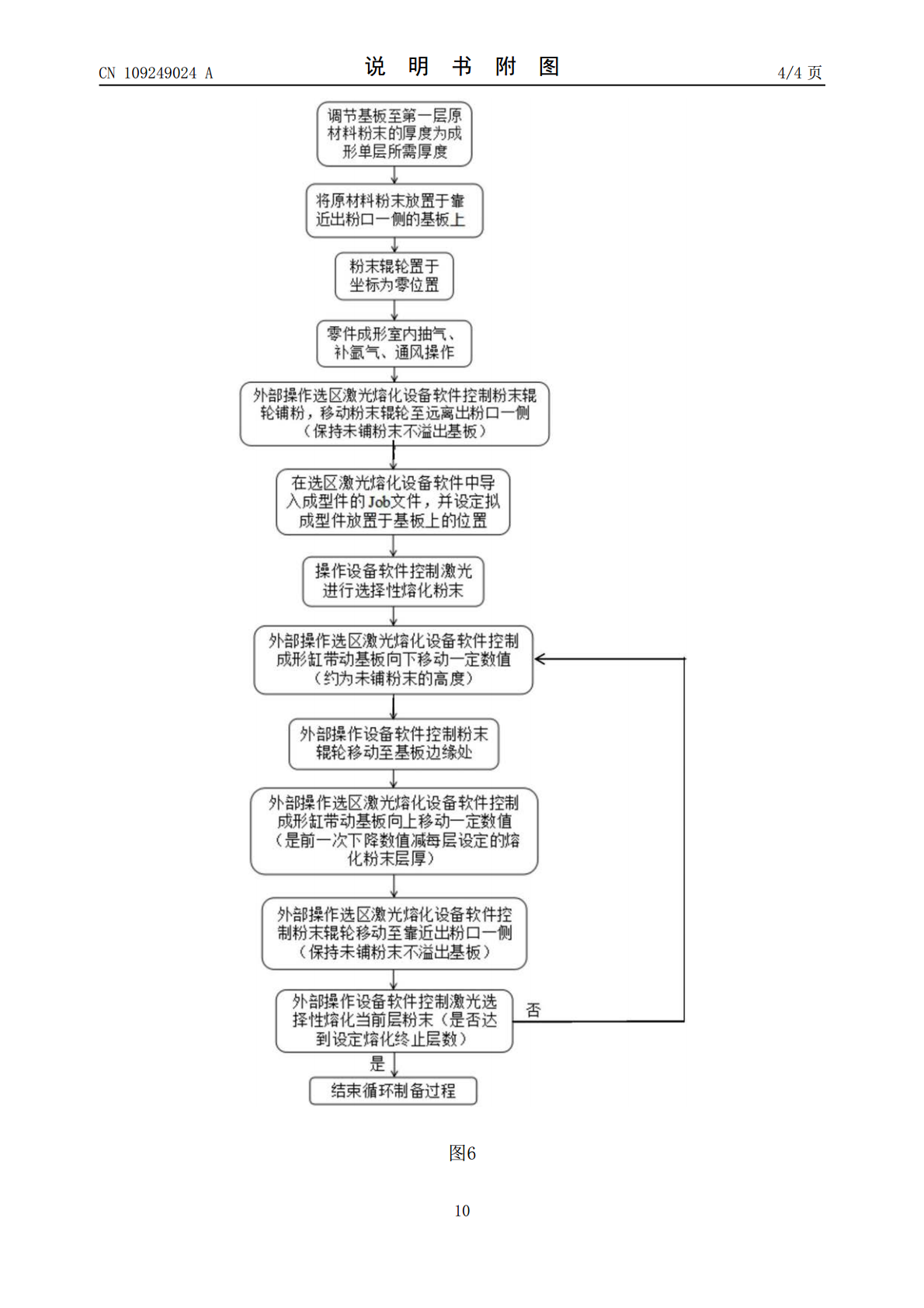
本发明提供的是一种选区激光熔化增材制造快速制备金属复合材料成型件的方法。将少量金属或金属复合材料粉末置于成型基板上而非粉末储存室内;在不开零件成型室门的状态下外部操作选区激光熔化设备软件控制零件成型室内的粉末辊轮移动铺粉和成型缸带动基板的升降;在不开零件成型室门的状态下外部操作选区激光熔化设备软件控制激光器选择性熔化粉末。本发明改进传统的选区激光熔化增材制造设备的操作方法,通过修改选区激光熔化增材制造设备软件,控制零件成型室内的粉末辊轮移动铺粉、成型缸带动基板的升降及激光选择性熔化粉末层、成型试样、小尺寸
一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置.pdf
本发明提供了一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置,所述的增材制造方法包括:(Ⅰ)成型舱内填满钛合金粉末,刮平钛合金粉末表面,激光束采用条带扫描的方式对零件模型的切片实体区域进行扫描熔化凝固,控制激光工艺参数;实体区域扫描融化凝固结束后,沿切片外轮廓线进行扫描熔化凝固,得到零件成型层;(Ⅱ)成型舱内的钛合金粉末下移20~40μm,补充钛合金粉末填满成型舱,激光再次熔化凝固钛合金粉末,逐层堆积直至形成完整的成型零件;(Ⅲ)在1×10
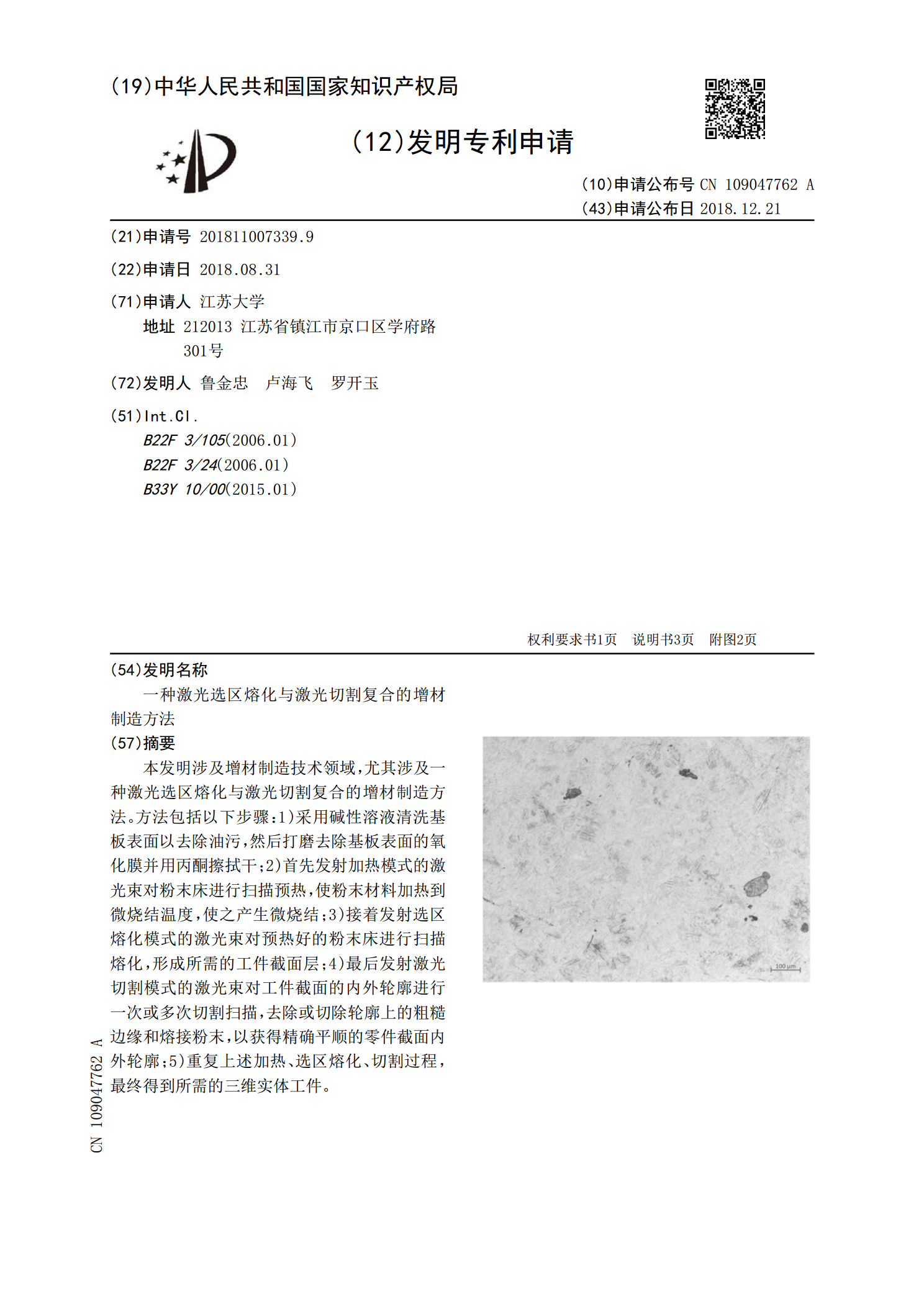
一种激光选区熔化与激光切割复合的增材制造方法.pdf
本发明涉及增材制造技术领域,尤其涉及一种激光选区熔化与激光切割复合的增材制造方法。方法包括以下步骤:1)采用碱性溶液清洗基板表面以去除油污,然后打磨去除基板表面的氧化膜并用丙酮擦拭干;2)首先发射加热模式的激光束对粉末床进行扫描预热,使粉末材料加热到微烧结温度,使之产生微烧结;3)接着发射选区熔化模式的激光束对预热好的粉末床进行扫描熔化,形成所需的工件截面层;4)最后发射激光切割模式的激光束对工件截面的内外轮廓进行一次或多次切割扫描,去除或切除轮廓上的粗糙边缘和熔接粉末,以获得精确平顺的零件截面内外轮廓;
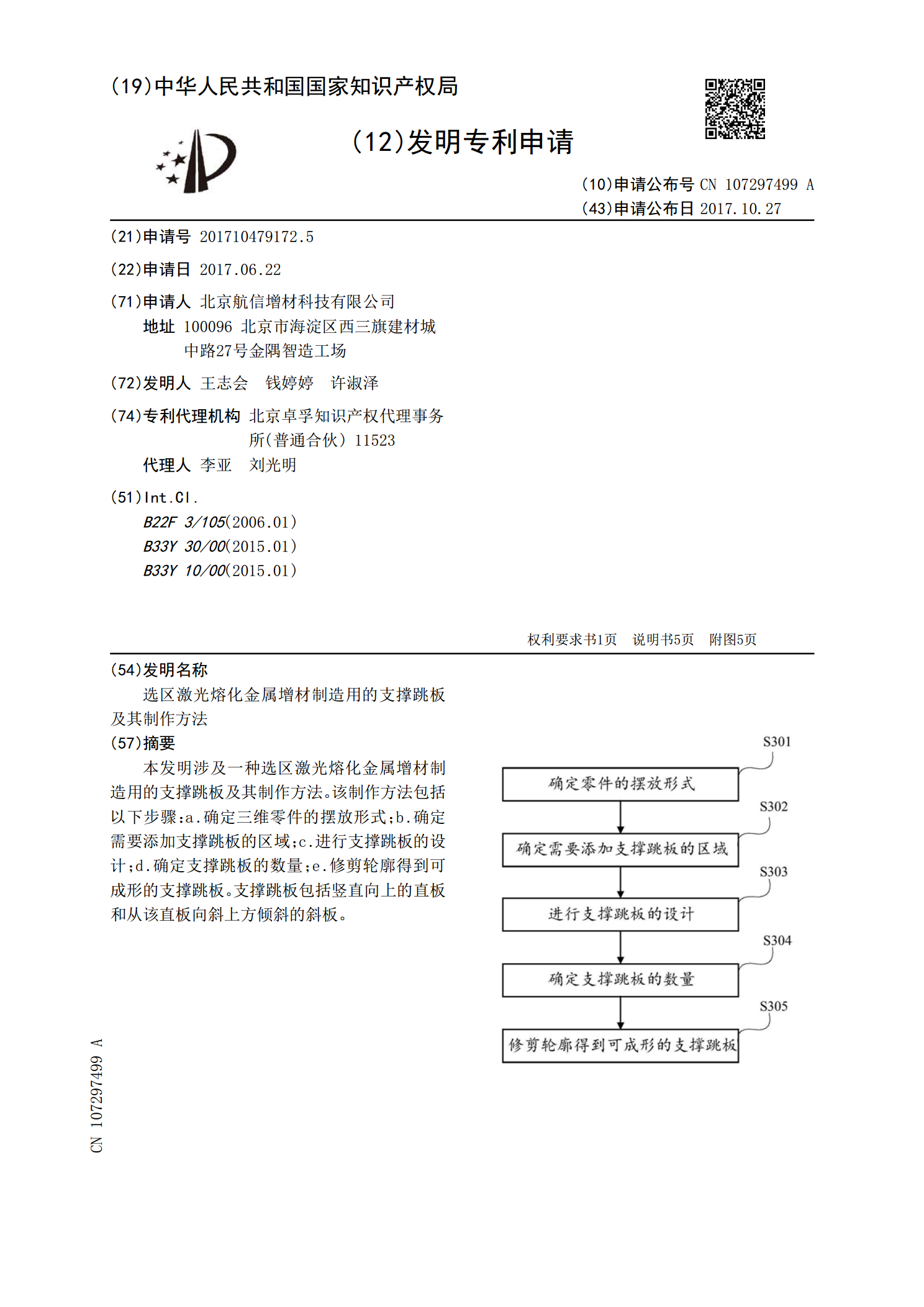
选区激光熔化金属增材制造用的支撑跳板及其制作方法.pdf
本发明涉及一种选区激光熔化金属增材制造用的支撑跳板及其制作方法。该制作方法包括以下步骤:a.确定三维零件的摆放形式;b.确定需要添加支撑跳板的区域;c.进行支撑跳板的设计;d.确定支撑跳板的数量;e.修剪轮廓得到可成形的支撑跳板。支撑跳板包括竖直向上的直板和从该直板向斜上方倾斜的斜板。
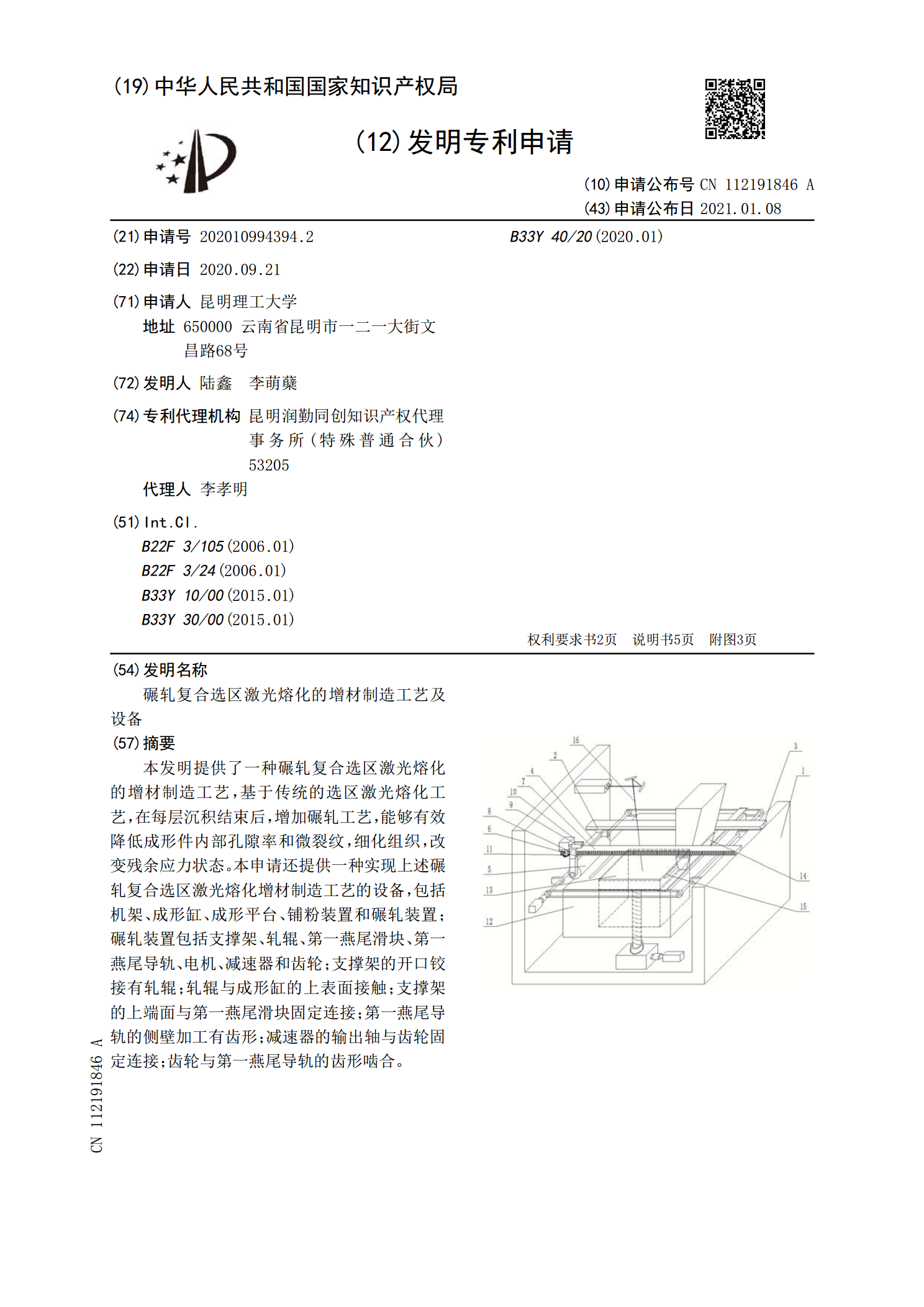
碾轧复合选区激光熔化的增材制造工艺及设备.pdf
本发明提供了一种碾轧复合选区激光熔化的增材制造工艺,基于传统的选区激光熔化工艺,在每层沉积结束后,增加碾轧工艺,能够有效降低成形件内部孔隙率和微裂纹,细化组织,改变残余应力状态。本申请还提供一种实现上述碾轧复合选区激光熔化增材制造工艺的设备,包括机架、成形缸、成形平台、铺粉装置和碾轧装置;碾轧装置包括支撑架、轧辊、第一燕尾滑块、第一燕尾导轨、电机、减速器和齿轮;支撑架的开口铰接有轧辊;轧辊与成形缸的上表面接触;支撑架的上端面与第一燕尾滑块固定连接;第一燕尾导轨的侧壁加工有齿形;减速器的输出轴与齿轮固定连接