
用于边模浇口加压轮毂铸造的浇道结构及具有其的模具.pdf

一只****iu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于边模浇口加压轮毂铸造的浇道结构及具有其的模具.pdf
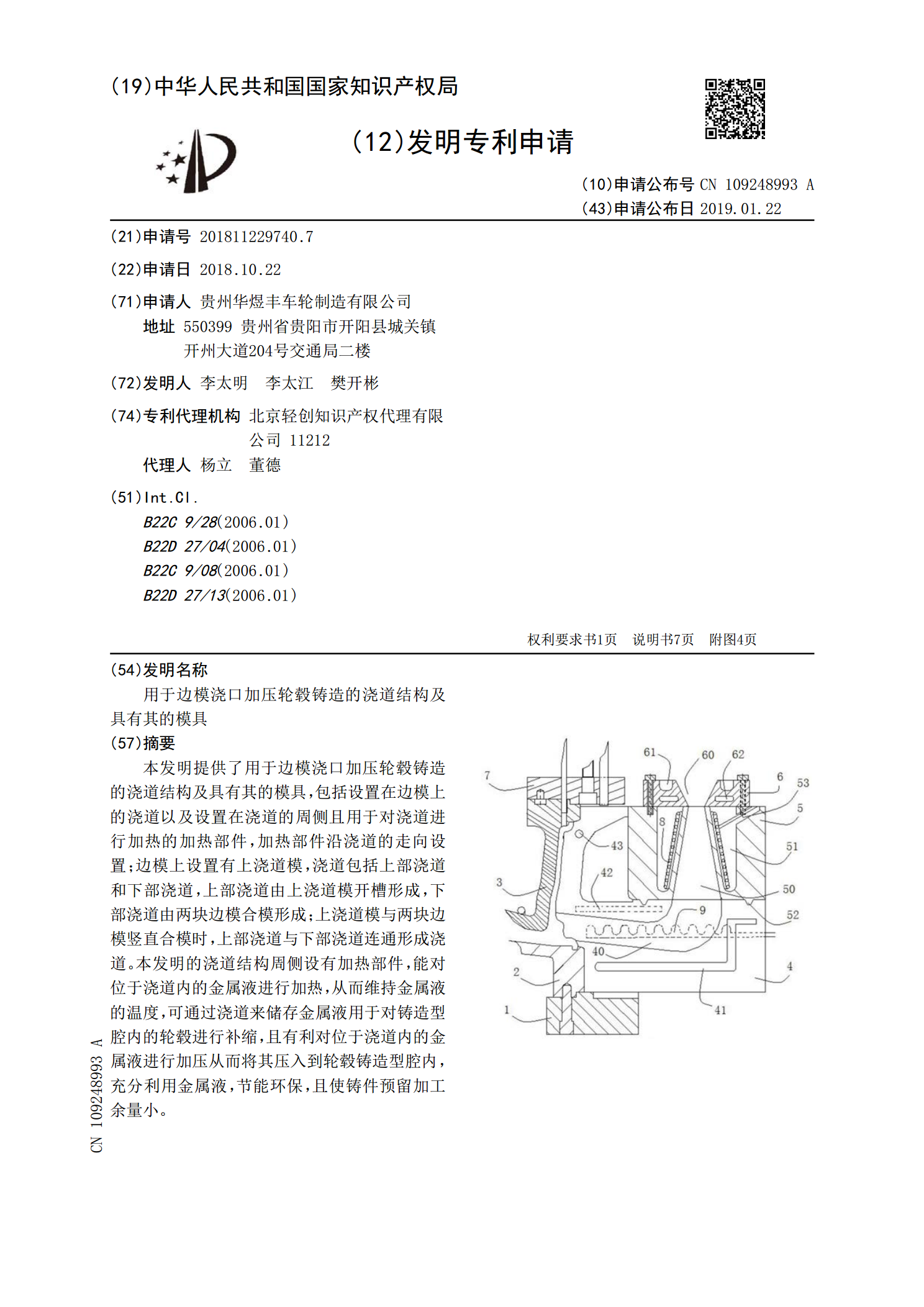
本发明提供了用于边模浇口加压轮毂铸造的浇道结构及具有其的模具,包括设置在边模上的浇道以及设置在浇道的周侧且用于对浇道进行加热的加热部件,加热部件沿浇道的走向设置;边模上设置有上浇道模,浇道包括上部浇道和下部浇道,上部浇道由上浇道模开槽形成,下部浇道由两块边模合模形成;上浇道模与两块边模竖直合模时,上部浇道与下部浇道连通形成浇道。本发明的浇道结构周侧设有加热部件,能对位于浇道内的金属液进行加热,从而维持金属液的温度,可通过浇道来储存金属液用于对铸造型腔内的轮毂进行补缩,且有利对位于浇道内的金属液进行加压从而
一种浇口加压轮毂铸造模具及其铸造方法.pdf
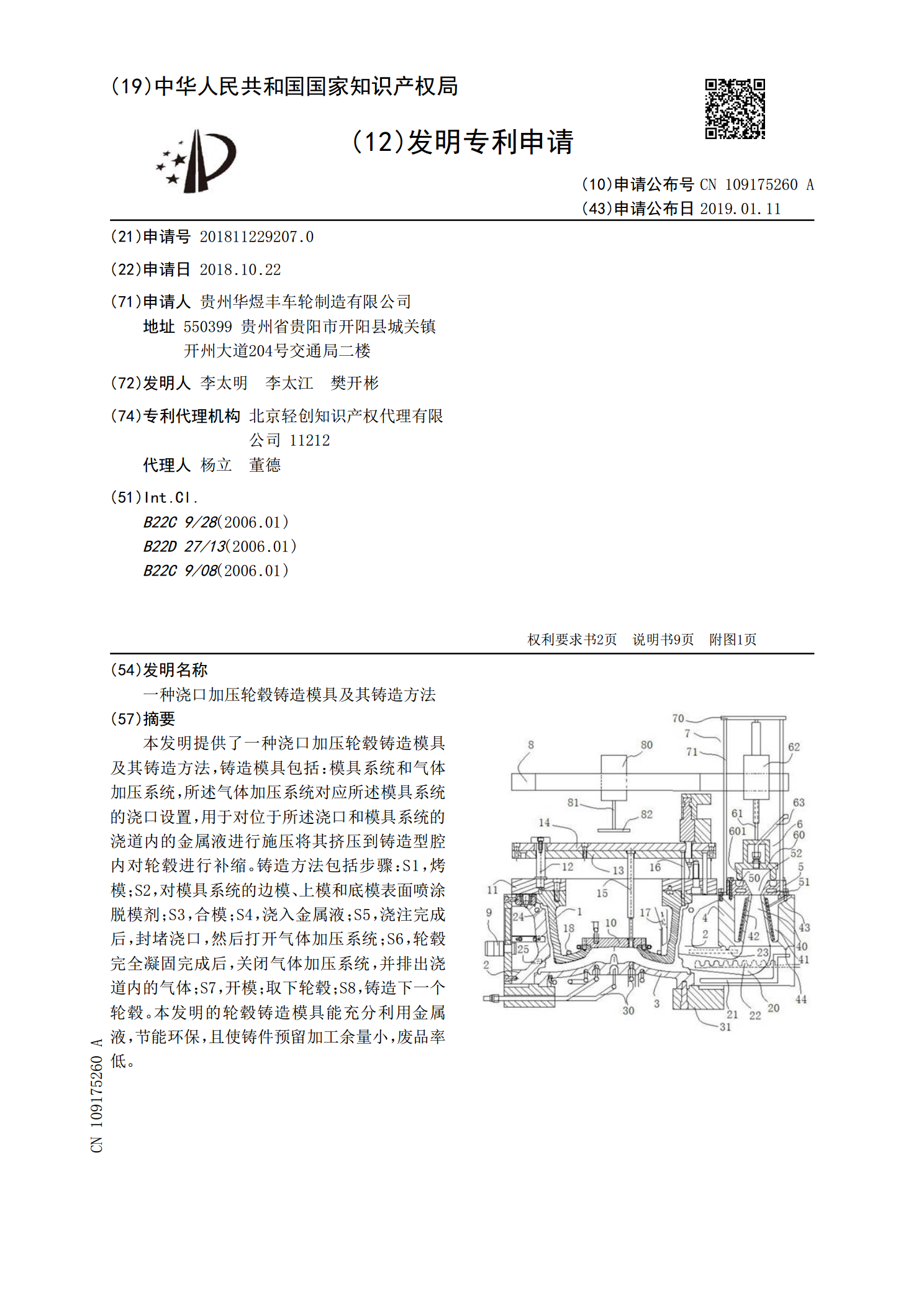
本发明提供了一种浇口加压轮毂铸造模具及其铸造方法,铸造模具包括:模具系统和气体加压系统,所述气体加压系统对应所述模具系统的浇口设置,用于对位于所述浇口和模具系统的浇道内的金属液进行施压将其挤压到铸造型腔内对轮毂进行补缩。铸造方法包括步骤:S1,烤模;S2,对模具系统的边模、上模和底模表面喷涂脱模剂;S3,合模;S4,浇入金属液;S5,浇注完成后,封堵浇口,然后打开气体加压系统;S6,轮毂完全凝固完成后,关闭气体加压系统,并排出浇道内的气体;S7,开模;取下轮毂;S8,铸造下一个轮毂。本发明的轮毂铸造模具能

一种具有多条浇道的轮毂铸造模具.pdf
本发明提供了一种具有多条浇道的轮毂铸造模具,包括:上模,上模与铸造机上机台板相连接;边模,边模与铸造机的边模驱动装置相连;底模,底模安装在铸造机工作台上侧;上模、边模和底模合模后形成待铸造轮毂的铸造型腔;上模中央连接有储液斗,储液斗中形成有与铸造型腔连通的金属液储存室;边模上设有浇道,浇道外端为浇口;冷却系统,冷却系统包括模具冷却系统和浇道冷却系统,还包括:气体加压系统和加热系统,气体加压系统通过通气管与储液斗相连接且与金属液储存室相连通。本发明设有多条浇道且通过浇道冷却系统加快浇道内的金属液冷却凝固,从

具有新型侧模结构的轮毂铸造模具.pdf
本发明涉及一种具有新型侧模结构的轮毂铸造模具,包括上下分置的上模和下模,设置在所述上模和下模之间的侧模,所述上模、下模和侧模围成轮毂的铸造型腔,所述侧模在轴向方向上分为三个分体侧模块,即上侧模块、下侧模块以及位于所述上侧模块、下侧模块之间的中间侧模块;从轴向方向上看,所述中间侧模块对应所述铸造型腔的轮辐铸造区和轮辋铸造区的连接铸造区设置,在所述中间侧模上设置有冷却机构。这样,能够更好地实现对所述上侧模块、中间侧模块和下侧模块别进行有效的、相对独立的冷却控制。

一种轮毂铸造浇口结构.pdf
本发明涉及一种轮毂铸造浇口结构,包括浇口杯、浇口套与圆筒形过滤网,在浇口杯上部同轴制有与浇口套配合的环形安装槽,该环形安装槽内同轴嵌装浇口套,浇口套内同轴安装过滤网,所述浇口套为圆柱筒形,该圆柱筒形内制有同轴一通孔,该通孔上端直径大于圆筒形过滤网的直径,通孔中部的直径与圆筒形过滤网的直径相同,该通孔中部到通孔下端的孔径相同,圆筒形过滤网下沿安装在该浇口套中部。本发明使冒口残留铝块远离过滤网下沿,有效避免因为冒口有残留铝块而导致过滤网放置不正的问题,从而有效保证了过滤网的过滤效果,有效避免了因过滤网放置问题