
轮胎硫化成型方法.pdf

fa****楠吖

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮胎硫化成型方法.pdf
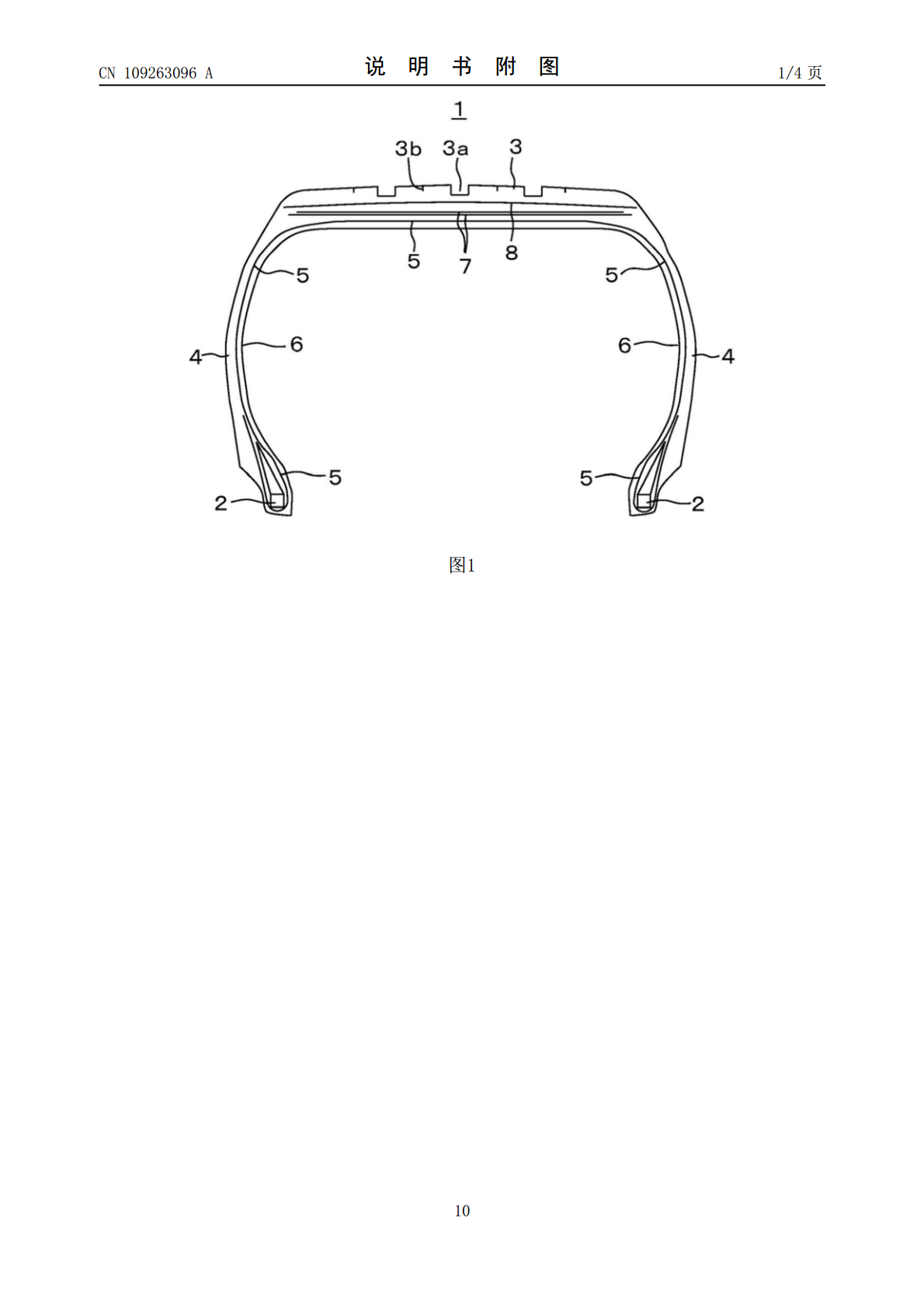
本发明涉及一种轮胎硫化成型方法。提供一种当闭合模具时生轮胎不容易被咬入扇形块与侧板之间的轮胎硫化成型方法。轮胎硫化成型方法将生轮胎(2)插入模具内(1)来进行,该模具(1)具有多个扇形块(10)、上下一对侧板(20)、以及上下一对钢圈(40),当扇形块(10)与侧板(20)分离时,将生轮胎(2)插入模具(1)内,使生轮胎(2)的胎圈部(3)位于比成型位置靠向轮胎赤道(E)侧,在扇形块(10)与侧板(20)闭合的同时或者闭合后,使生轮胎(2)的胎圈部(3)移动到成型位置,并进行硫化成型。
轮胎硫化成型方法.pdf
本发明涉及充气轮胎的硫化成型方法。提供一种使得橡胶容易在模具内部流动的轮胎硫化成型方法。所述轮胎硫化成型方法的特征在于,包括:对模具进行预热的工序,其中,该模具用于对轮胎进行成型;将生胎插入于预热后的所述模具内部并使所述模具闭合的工序;在所述模具闭合后的规定时间内,对所述生胎进行预加热而不开始对配置于所述生胎内侧的气袋内部进行加压的工序;以及在所述预加热之后开始对所述气袋内部进行加压,从而利用所述气袋对所述生胎进行加压而将所述生胎朝向所述模具内表面按压的工序。
轮胎硫化胶囊成型方法.pdf
本发明公开了一种轮胎硫化胶囊成型方法,通过以下方法实现:控制胶囊模具上、下模合模到一定程度时停止合模,这时在上、下模之间形成一个闭式加料室,这一加料室通过圆环形分流道和模腔相连接,同时通过抽真空装置把模腔内的空气全部抽走,使模腔形成一定的真空度,然后用喷嘴将胶料注射进加料室,注射量可通过控制系统控制,注射结束,加压,把上、下模压紧,同时把胶料挤压到模腔中,当模具完全压紧后,浇口和抽真空嘴被模板挡住,使模腔形成一个封闭系统,硫化结束后打开模具,胶囊在吹入的压缩空气作用下先脱离上模,然后下托盘顶起,使胶囊脱出

轮胎硫化成型模具及用轮胎硫化成型模具制造轮胎的方法.pdf
提供了一种轮胎硫化成形模具以及一种使用所述模具制造轮胎的方法,所述轮胎硫化成形模具和轮胎制造方法能够通过沿周向随意地设置周向长度相等并且用于形成多种胎面图案的部段块来形成多种胎面图案。具体地,在周向方向上划分的多个部段块(11A-11H)周向长度相等并且形成有多种胎面成形图案,在所述多种胎面成形图案上以不同的排列设置用于在轮胎上形成胎面图案的叶片(14),并且沿周向方向随意地设置形成有多种胎面成形图案的部段块,从而构成覆盖轮胎的整个圆周的环形形状的模具。

用于成型未硫化轮胎的轮胎成型鼓.pdf
一种轮胎成型鼓,包括:主壳体,所述主壳体具有从主壳体延伸的鼓主轴;以及两个半鼓,即第一半鼓和第二半鼓,所述第一半鼓和第二半鼓设置成相对于轮胎成型鼓的中心至少大致基本上对称并绕鼓主轴设置,所述半鼓能够沿鼓主轴在轴向方向上移动。每个半鼓均包括具有折叠臂的折叠臂单元,所述折叠臂以旋转的方式连接于相应的半鼓,并且其中,所述折叠臂单元能够沿鼓主轴在轴向方向上移动。在鼓主轴中设置至少两个拉/推杆,所述至少两个拉/推杆能够在轴向方向上移动、并且延伸到主壳体中、并且在所述主壳体中一方面耦联于驱动机构。另一方面,第一拉/推