
一种液涨夹具.pdf

康平****ng


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种液涨夹具.pdf
本发明提供了一种液涨夹具,属于机械技术领域。它解决了现有的液涨夹具长时间使用后压力油容易产生泄露并使定位精度不高的问题。本一种液涨夹具,包括具有腔体的夹具体、注油体以及涨紧套,注油体的内外两端分别于夹具体以及涨紧套相连,夹具体的腔体内设有活塞,活塞将夹具体的腔体分隔油腔一以及油腔二,注油体的中部设有液压通道,活塞靠近注油体的一端设有压油杆且压油杆能够伸入到液压通道内,液压通道的内端能够与油腔二相连通,涨紧套的内腔与液压通道的外端相连通。本一种液涨夹具具有能够自动补油、定位精度较高且使用寿命较长的优点。
一种齿轮的涨套夹具.pdf
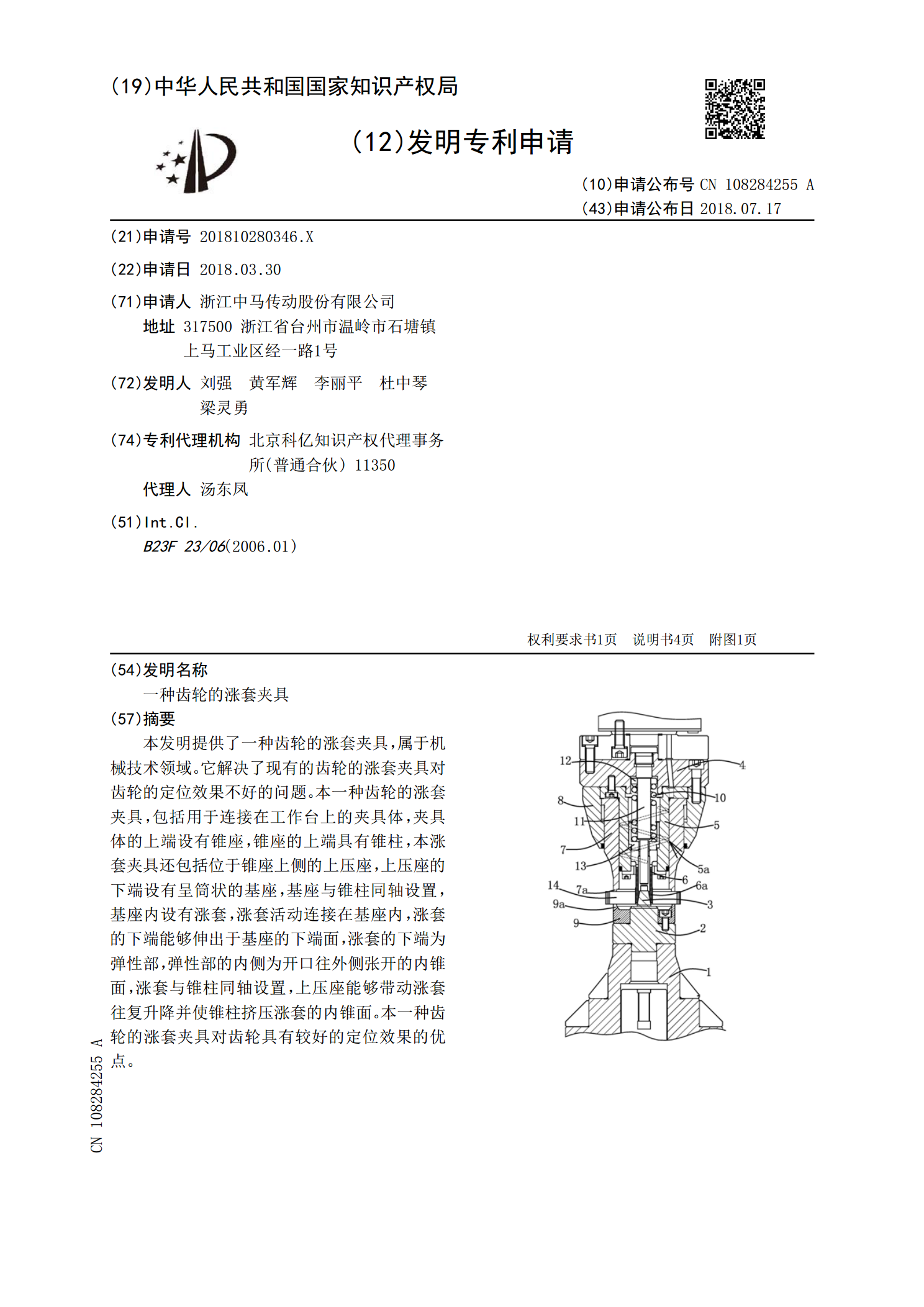
本发明提供了一种齿轮的涨套夹具,属于机械技术领域。它解决了现有的齿轮的涨套夹具对齿轮的定位效果不好的问题。本一种齿轮的涨套夹具,包括用于连接在工作台上的夹具体,夹具体的上端设有锥座,锥座的上端具有锥柱,本涨套夹具还包括位于锥座上侧的上压座,上压座的下端设有呈筒状的基座,基座与锥柱同轴设置,基座内设有涨套,涨套活动连接在基座内,涨套的下端能够伸出于基座的下端面,涨套的下端为弹性部,弹性部的内侧为开口往外侧张开的内锥面,涨套与锥柱同轴设置,上压座能够带动涨套往复升降并使锥柱挤压涨套的内锥面。本一种齿轮的涨套夹

一种加工连杆的涨断夹具.pdf
本发明涉及一种加工连杆的涨断夹具,设有连杆体底板、连杆盖底板、斜铁压头、液压缸、半圆涨套、小头孔定位棒、连杆盖定位块、压缩空气出口,其特征在于:斜铁压头与液压缸连接,半圆涨套分别安装在连杆体底板和连杆盖底板上,压缩空气出口安装在连杆盖底板上,小头孔定位棒安装在连杆体底板上,连杆盖定位块安装在连杆盖底板上,连杆小头安装在小头孔定位棒上,连杆大头安装在半圆涨套上。本发明解决了以往连杆体盖分开后工序复杂、精度不高等问题,采用半圆涨套涨断连杆大头后,可使结合面完全啮合,保证了加工精度,降低了刀具和其他设备的损耗,

一种加工连杆的涨断夹具.pdf
本发明涉及一种加工连杆的涨断夹具,设有连杆体底板、连杆盖底板、斜铁压头、液压缸、半圆涨套、小头孔定位棒、连杆盖定位块、压缩空气出口,其特征在于:斜铁压头与液压缸连接,半圆涨套分别安装在连杆体底板和连杆盖底板上,压缩空气出口安装在连杆盖底板上,小头孔定位棒安装在连杆体底板上,连杆盖定位块安装在连杆盖底板上,连杆小头安装在小头孔定位棒上,连杆大头安装在半圆涨套上。本发明解决了以往连杆体盖分开后工序复杂、精度不高等问题,采用半圆涨套涨断连杆大头后,可使结合面完全啮合,保证了加工精度,降低了刀具和其他设备的损耗,

一种用于齿轮的涨套式夹具.pdf
本发明提供一种用于齿轮的涨套式夹具,属于齿轮加工设备技术领域。它包括涨套、卸料拉杆,主轴拉杆的上拉杆段的上端设置有涨套压板,主轴拉杆下端的回转连接卡块和回转连接卡槽可转动卡接,主动齿轮和从动齿轮相互啮合,涨套的内侧设置为内锥面,涨套的内锥面和夹具体上端的外锥面贴合,涨套和主轴拉杆之间设置有涨套调整垫圈,涨套压板实现对涨套的压紧,卸料拉杆穿过减应力集中孔和卸料拉杆孔实现对涨套和主轴拉杆的连接,拉杆紧固螺钉实现对卸料拉杆的紧固,齿轮安装在涨套上,上锁紧螺母和下锁紧螺母实现对齿轮的轴向锁紧。本发明的齿轮的上下料