
一种智能轮毂锻压系统及工艺.pdf

春岚****23

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种智能轮毂锻压系统及工艺.pdf
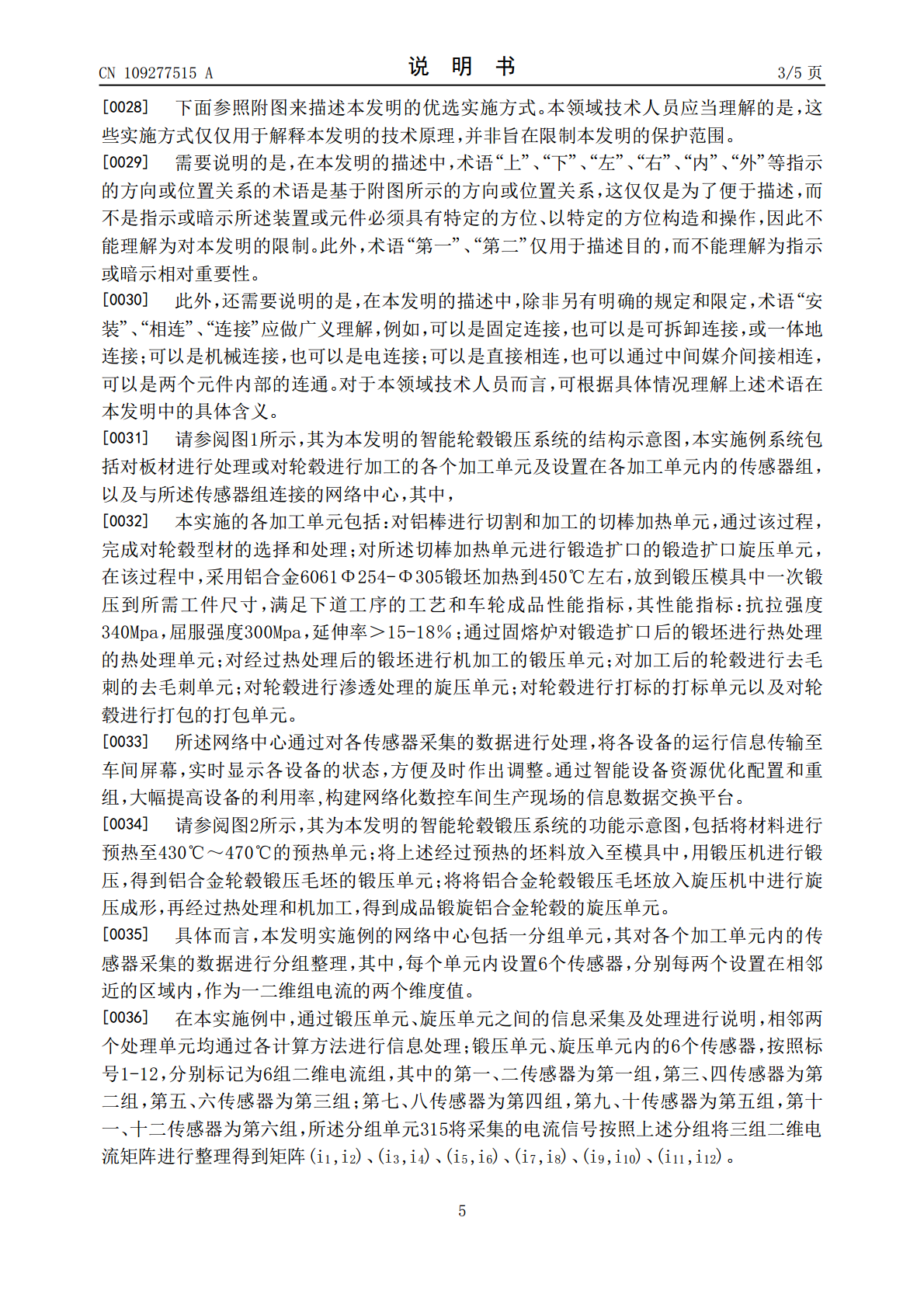
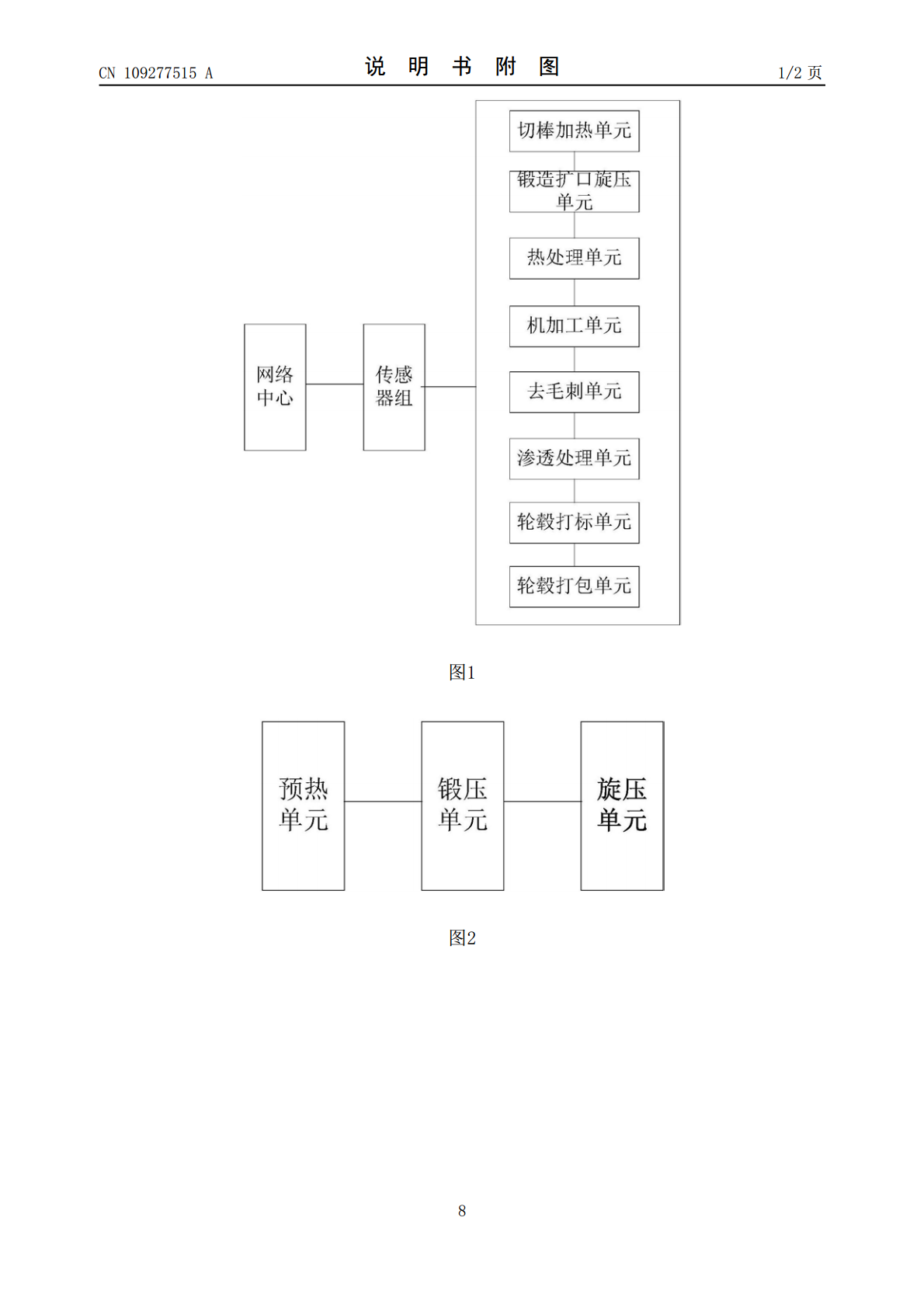
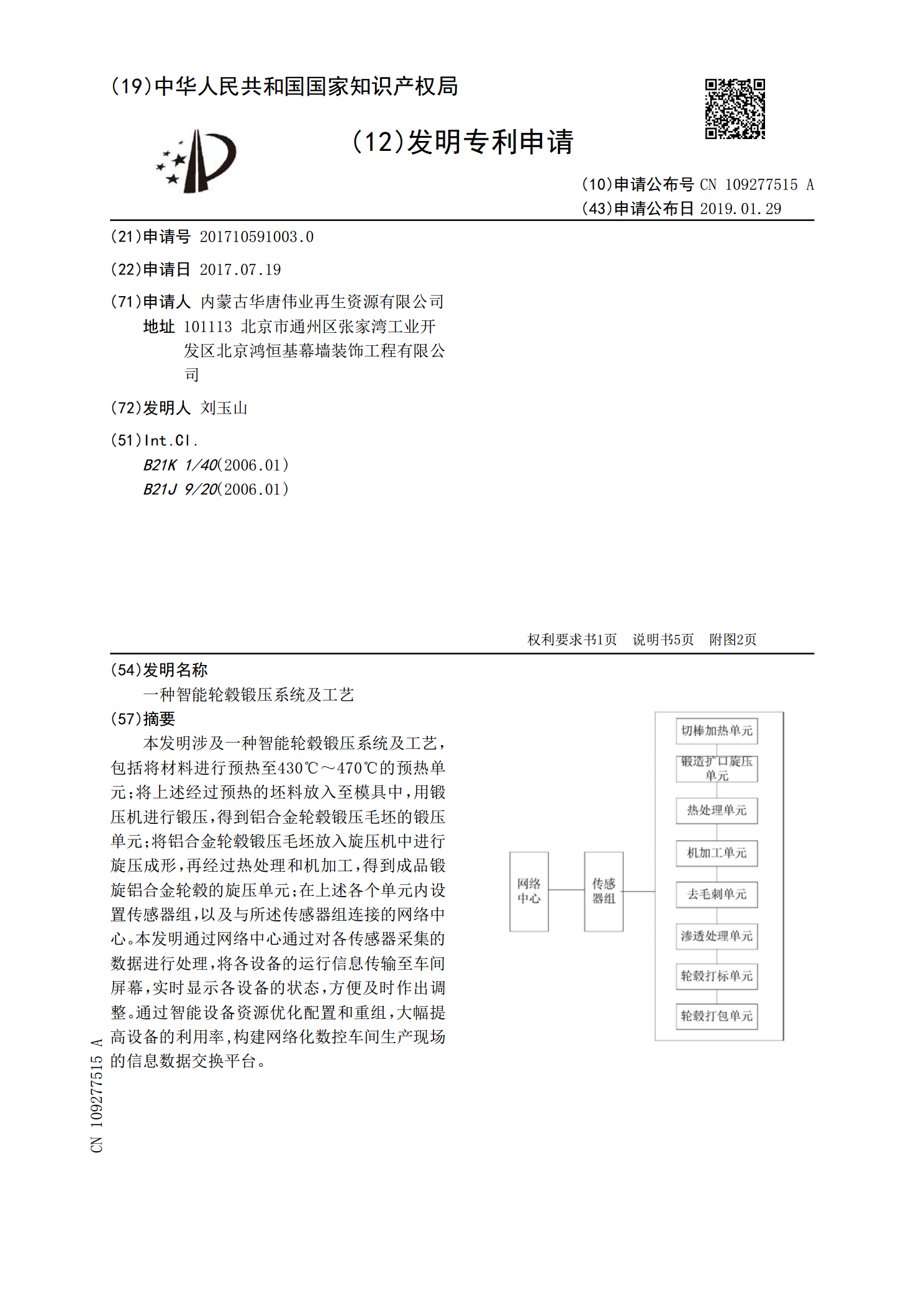
本发明涉及一种智能轮毂锻压系统及工艺,包括将材料进行预热至430℃~470℃的预热单元;将上述经过预热的坯料放入至模具中,用锻压机进行锻压,得到铝合金轮毂锻压毛坯的锻压单元;将铝合金轮毂锻压毛坯放入旋压机中进行旋压成形,再经过热处理和机加工,得到成品锻旋铝合金轮毂的旋压单元;在上述各个单元内设置传感器组,以及与所述传感器组连接的网络中心。本发明通过网络中心通过对各传感器采集的数据进行处理,将各设备的运行信息传输至车间屏幕,实时显示各设备的状态,方便及时作出调整。通过智能设备资源优化配置和重组,大幅提高设备

一种轮毂锻压用油的制备工艺.pdf
本发明公开了一种轮毂锻压用油的制备工艺,包括:将各组分按相应重量份数配比后,在60~75℃的温度条件下,使用炼油机制备所需锻压油。本发明所述轮毂锻压用油的制备工艺,可以克服现有技术中不利于人体健康、不易储存和环保性差等缺陷,以实现有利于人体健康、方便储存和环保性好的优点。

一种智能轮毂喷涂系统及工艺.pdf
本发明涉及一种智能轮毂喷涂系统及工艺,系统包括:对轮毂表面进行喷涂的色漆喷漆单元、UV喷漆单元、UV固化单元,其中,所述的色漆喷涂单元对轮毂表面进行色漆喷涂;所述UV喷漆单元,在所述的色漆喷涂单元对轮毂表面进行色漆喷涂后对轮毂表面进行UV漆喷涂;所述的UV固化单元,在UV漆喷涂完成后,通过磁控溅射方式对轮毂表面进行固化;还包括对各个单元送风的送风机组。本发明智能轮毂喷涂系统及工艺,高效率低能耗操控性好良品率高设备短小,配置灵活;UV漆本身可以实现高固含操作,因此相比传统涂装的丙烯酸烤漆还具有低VOC排放优

一种智能轮毂机加工系统及工艺.pdf
本发明涉及一种智能轮毂机加工系统及工艺,包括:对轮毂进行粗加工的数控机床单元,对轮毂进行精加工的CNC加工单元,对数控机床单元和CNC加工单元进行冷却的切削液坑却单元;所述网络中心通过对各传感器采集的数据进行处理,将各设备的运行信息传输至车间屏幕,实时显示各设备的状态,方便及时作出调整。本发明智能轮毂机加工系统及工艺,通过建造锻旋铝合金轮毂数字化车间,通过智能制造模式显著降低运营成本,提升产品质量稳定性。
一种智能轮毂抛光系统及工艺.pdf
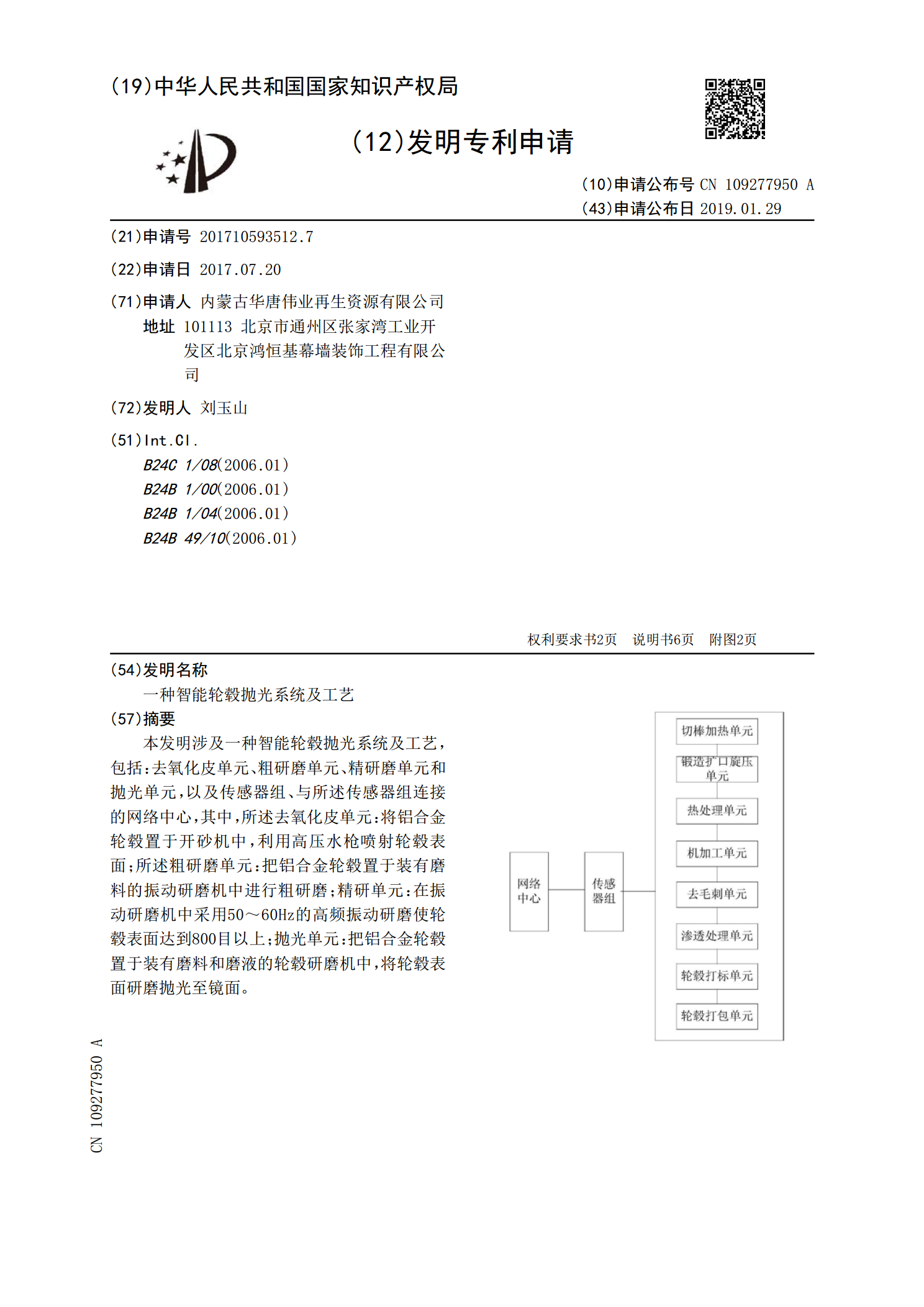
本发明涉及一种智能轮毂抛光系统及工艺,包括:去氧化皮单元、粗研磨单元、精研磨单元和抛光单元,以及传感器组、与所述传感器组连接的网络中心,其中,所述去氧化皮单元:将铝合金轮毂置于开砂机中,利用高压水枪喷射轮毂表面;所述粗研磨单元:把铝合金轮毂置于装有磨料的振动研磨机中进行粗研磨;精研单元:在振动研磨机中采用50~60Hz的高频振动研磨使轮毂表面达到800目以上;抛光单元:把铝合金轮毂置于装有磨料和磨液的轮毂研磨机中,将轮毂表面研磨抛光至镜面。