
一种智能轮毂喷涂系统及工艺.pdf

春岚****23


1/8
2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种智能轮毂喷涂系统及工艺.pdf
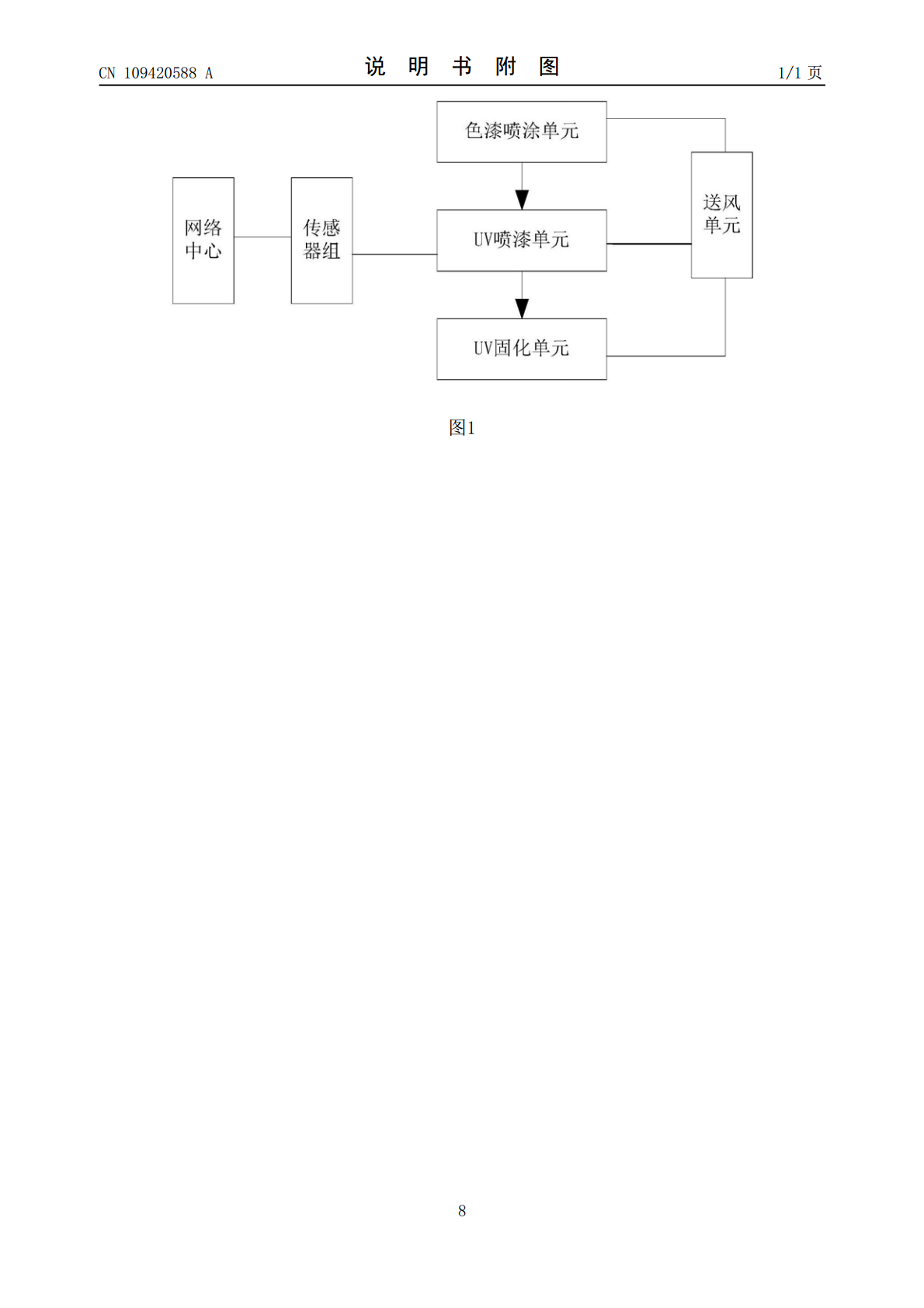
本发明涉及一种智能轮毂喷涂系统及工艺,系统包括:对轮毂表面进行喷涂的色漆喷漆单元、UV喷漆单元、UV固化单元,其中,所述的色漆喷涂单元对轮毂表面进行色漆喷涂;所述UV喷漆单元,在所述的色漆喷涂单元对轮毂表面进行色漆喷涂后对轮毂表面进行UV漆喷涂;所述的UV固化单元,在UV漆喷涂完成后,通过磁控溅射方式对轮毂表面进行固化;还包括对各个单元送风的送风机组。本发明智能轮毂喷涂系统及工艺,高效率低能耗操控性好良品率高设备短小,配置灵活;UV漆本身可以实现高固含操作,因此相比传统涂装的丙烯酸烤漆还具有低VOC排放优
一种智能轮毂锻压系统及工艺.pdf
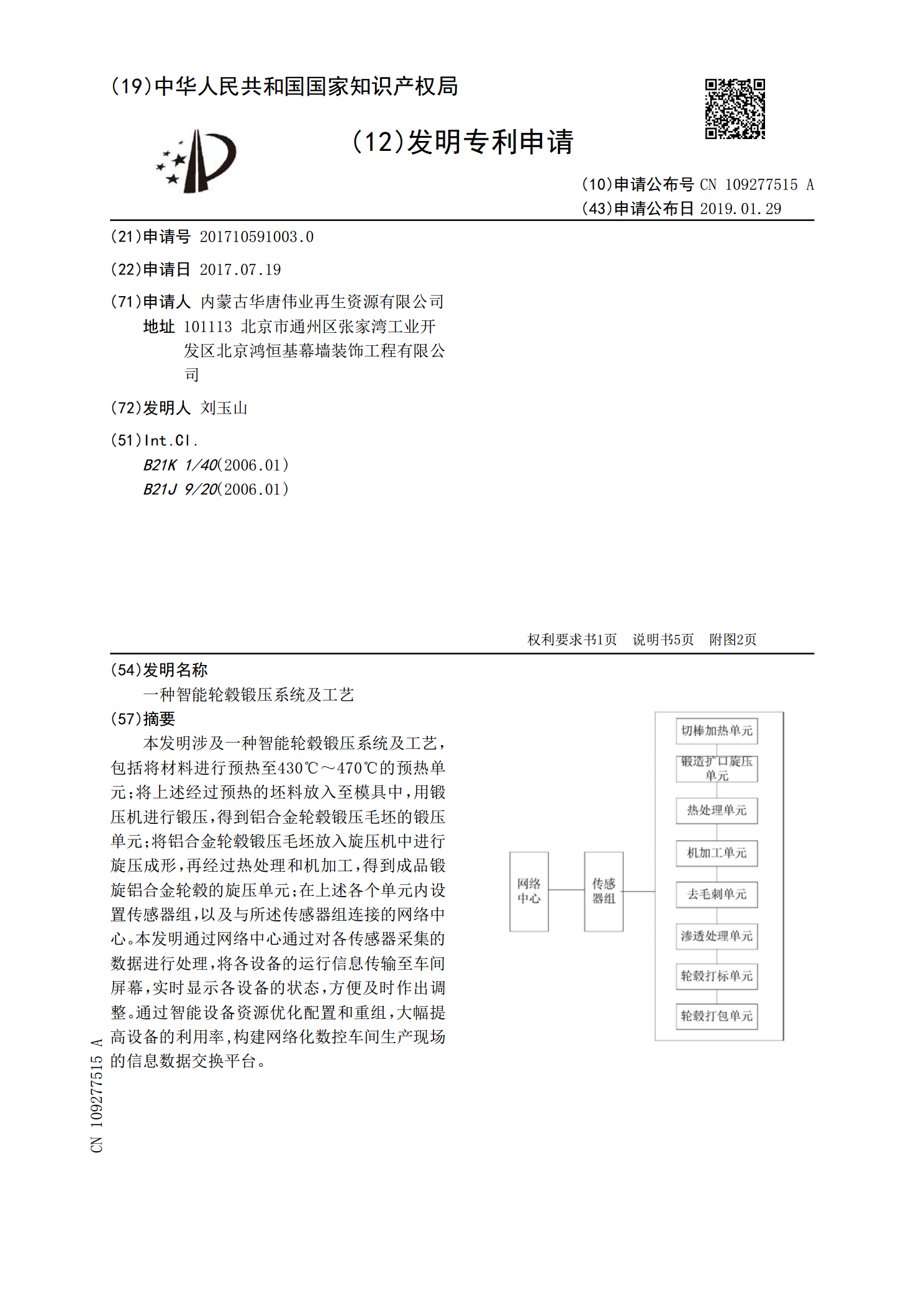
本发明涉及一种智能轮毂锻压系统及工艺,包括将材料进行预热至430℃~470℃的预热单元;将上述经过预热的坯料放入至模具中,用锻压机进行锻压,得到铝合金轮毂锻压毛坯的锻压单元;将铝合金轮毂锻压毛坯放入旋压机中进行旋压成形,再经过热处理和机加工,得到成品锻旋铝合金轮毂的旋压单元;在上述各个单元内设置传感器组,以及与所述传感器组连接的网络中心。本发明通过网络中心通过对各传感器采集的数据进行处理,将各设备的运行信息传输至车间屏幕,实时显示各设备的状态,方便及时作出调整。通过智能设备资源优化配置和重组,大幅提高设备

一种汽车轮毂喷涂工艺.pdf
本发明公开了一种汽车轮毂喷涂工艺,包括以下步骤:步骤1.将汽车轮毂除油、除锈和抛光;步骤2.对汽车轮毂表面进行碱蚀处理,使用静电液相喷涂法进行氟碳喷涂;步骤3.对汽车轮毂进行水洗,并上磷化或钝化皮膜,然后烘干固定;步骤4.用静电喷枪热固性粉末涂料喷涂在汽车轮毂上;步骤5.将喷涂后的汽车轮毂进行高温固化烘烤,以耐热性、耐低温性、耐化学药品性,而且具有独特的不粘性和低磨擦性。

一种汽车轮毂喷涂工艺.pdf
本发明公开了一种汽车轮毂喷涂工艺,包括如下步骤:1)用堵具将汽车轮毂的气门孔堵死,再将汽车轮毂放置在一个托盘上,然后利用定位销配合汽车轮毂本身的PCD孔将汽车轮毂定位在托盘上,最后由动力源驱动托盘底部旋转,采用喷涂机械手对幅板面进行喷涂;2)将固定在托盘上的汽车轮毂进行幅板面的油漆烘烤;3)将一块与汽车轮毂的幅板面匹配的压板覆盖幅板面,再由动力源驱动托盘底部旋转,喷涂机械手对LIP面进行喷涂,从而完成二次喷涂。所述幅板面的喷涂颜色和LIP面的喷涂颜色不同。本发明喷涂工艺解决了轮毂喷涂色泽单一的问题,而且喷
一种汽车轮毂喷涂工艺.pdf
本发明公开了一种汽车轮毂喷涂工艺,包括如下步骤:S1:汽车轮毂表面预处理:将汽车轮毂表面除油,再通过喷砂或砂纸打磨对轮毂表面除锈处理;S2:将轮毂置于稀碱液中浸泡处理,然后取出水洗;S3:配制稀释的硅烷偶联剂溶液,将轮毂浸泡于硅烷偶联剂溶液中,然后取出晾干;S4:向轮毂表面喷涂环氧树脂涂料,高温固化,形成涂料层;S5:对轮毂表面进行喷漆,高温固化;S6:对轮毂表面喷光油,室温晾干。本发明的汽车轮毂喷涂工艺,通过硅烷偶联剂将轮毂金属表面与涂料紧固结合,轮毂基材、偶联剂和涂料涂层均通过化学键结合,极大的提高了