
一种两件式真空高承载车轮及其加工工艺.pdf

篷璐****爱吗


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种两件式真空高承载车轮及其加工工艺.pdf
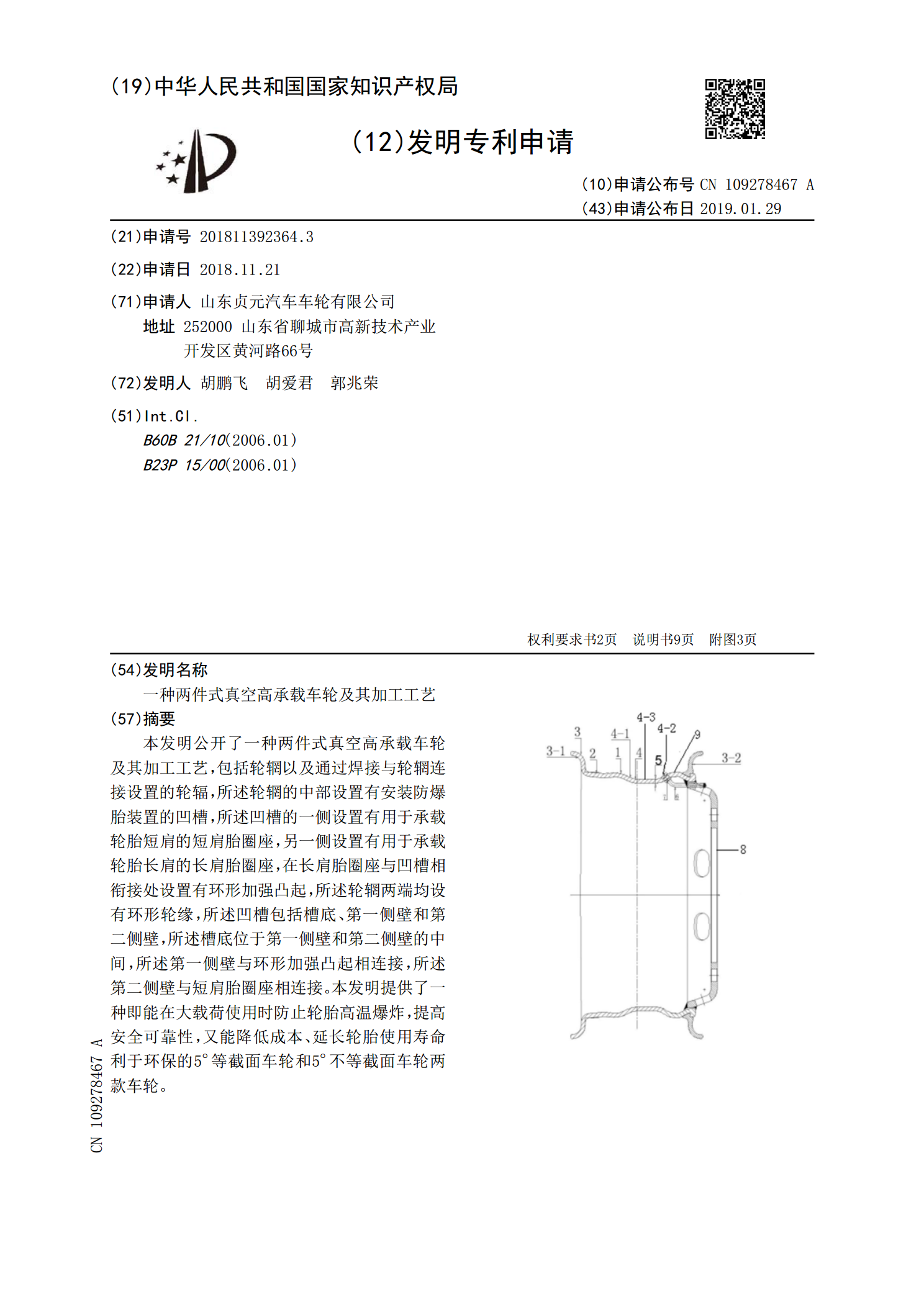
本发明公开了一种两件式真空高承载车轮及其加工工艺,包括轮辋以及通过焊接与轮辋连接设置的轮辐,所述轮辋的中部设置有安装防爆胎装置的凹槽,所述凹槽的一侧设置有用于承载轮胎短肩的短肩胎圈座,另一侧设置有用于承载轮胎长肩的长肩胎圈座,在长肩胎圈座与凹槽相衔接处设置有环形加强凸起,所述轮辋两端均设有环形轮缘,所述凹槽包括槽底、第一侧壁和第二侧壁,所述槽底位于第一侧壁和第二侧壁的中间,所述第一侧壁与环形加强凸起相连接,所述第二侧壁与短肩胎圈座相连接。本发明提供了一种即能在大载荷使用时防止轮胎高温爆炸,提高安全可靠性,
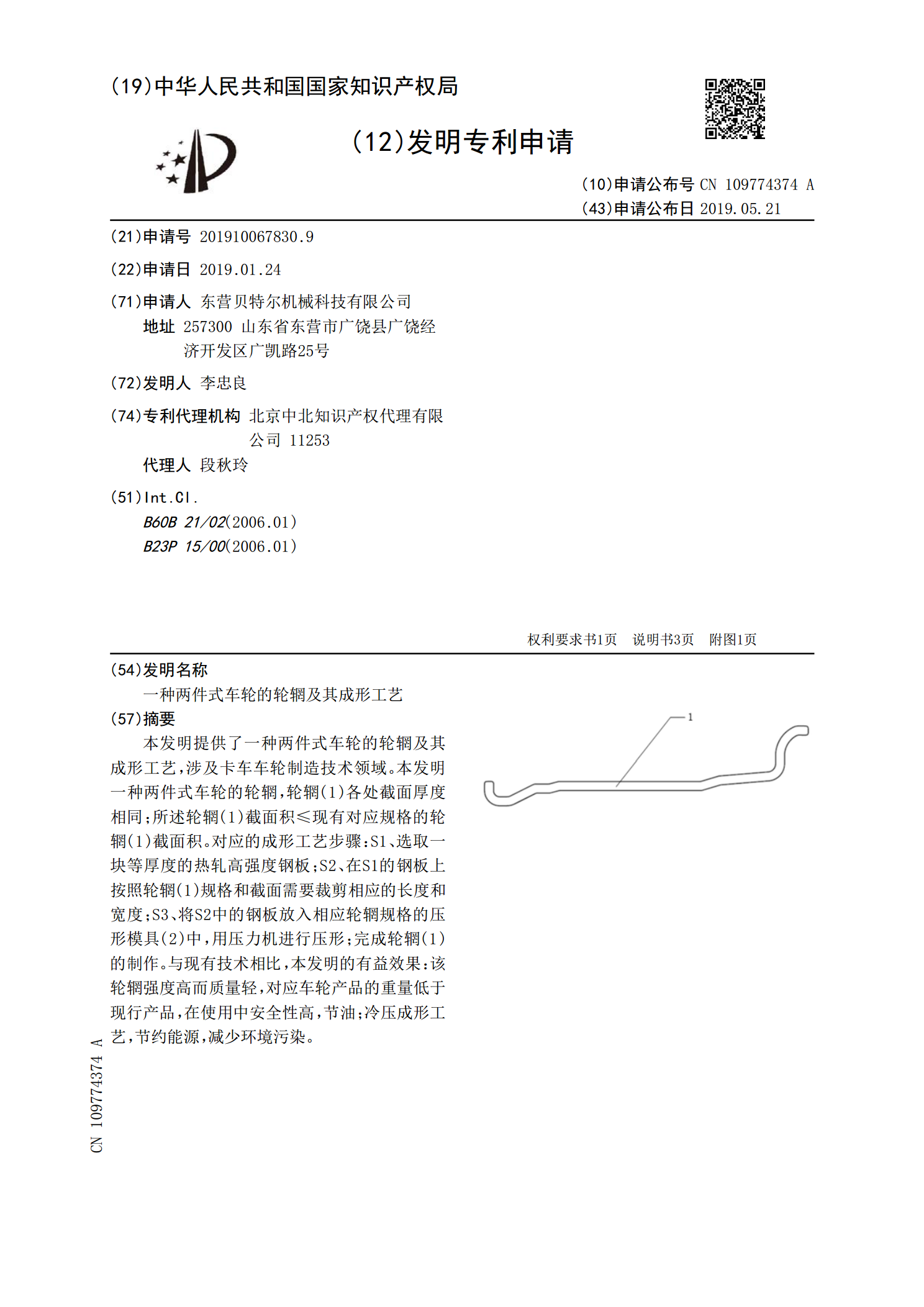
一种两件式车轮的轮辋及其成形工艺.pdf
本发明提供了一种两件式车轮的轮辋及其成形工艺,涉及卡车车轮制造技术领域。本发明一种两件式车轮的轮辋,轮辋(1)各处截面厚度相同;所述轮辋(1)截面积≤现有对应规格的轮辋(1)截面积。对应的成形工艺步骤:S1、选取一块等厚度的热轧高强度钢板;S2、在S1的钢板上按照轮辋(1)规格和截面需要裁剪相应的长度和宽度;S3、将S2中的钢板放入相应轮辋规格的压形模具(2)中,用压力机进行压形;完成轮辋(1)的制作。与现有技术相比,本发明的有益效果:该轮辋强度高而质量轻,对应车轮产品的重量低于现行产品,在使用中安全性高

一种承载装置及其多点滚柱式车轮.pdf
本发明提供一种多点滚柱式车轮及承载装置,多点滚柱式车轮安装于承载装置,包括:车轮架、轮轴及滚动组件。车轮架包括一对立板,该对立板平行的固定于承载装置的载荷本体的下方;轮轴固定连接于该对立板之间;滚动组件包括:滚柱、保持架及销轴,多个滚柱围绕在轮轴的外周,相邻滚柱之间通过保持架及销轴连接,使得相邻滚柱能够产生相对运动;其中,当承载装置运动时,车轮架随载荷本体移动,带动滚柱绕轮轴的外周滚动。多点滚柱式车轮的安装空间小、承载能力高、滚动摩擦系数低,可应用于各种重载运输机械装置中,可实现大型模块和重型设备的自行移
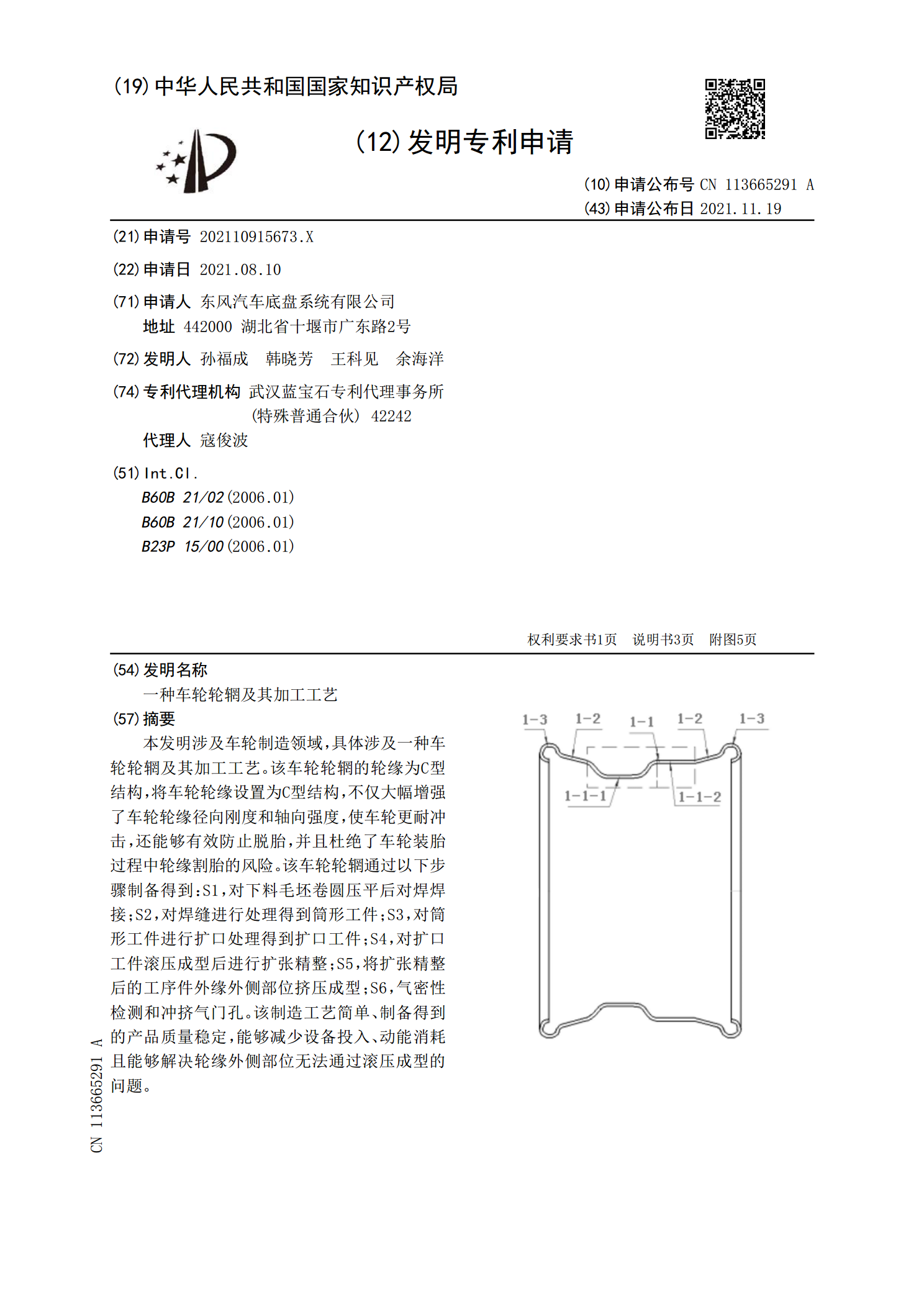
一种车轮轮辋及其加工工艺.pdf
本发明涉及车轮制造领域,具体涉及一种车轮轮辋及其加工工艺。该车轮轮辋的轮缘为C型结构,将车轮轮缘设置为C型结构,不仅大幅增强了车轮轮缘径向刚度和轴向强度,使车轮更耐冲击,还能够有效防止脱胎,并且杜绝了车轮装胎过程中轮缘割胎的风险。该车轮轮辋通过以下步骤制备得到:S1,对下料毛坯卷圆压平后对焊焊接;S2,对焊缝进行处理得到筒形工件;S3,对筒形工件进行扩口处理得到扩口工件;S4,对扩口工件滚压成型后进行扩张精整;S5,将扩张精整后的工序件外缘外侧部位挤压成型;S6,气密性检测和冲挤气门孔。该制造工艺简单、制

一种多件式车轮加工工艺.pdf
本发明提供一种多件式车轮加工工艺,多件式车轮包括筒体、槽圈、锁圈、活动座圈和工程挡圈,筒体的两端上对称设置槽圈;多件式车轮的加工工艺包括:活动座圈加工、挡圈加工和锁圈加工、轮辋体加工、抛丸、涂装和包装;轮辋体加工包括槽圈加工、筒体加工和组装焊接;槽圈加工和活动座圈加工均包括型钢轧制、切断、卷圆、对口点焊、对焊、刮渣、精整和车加工工序;抛丸是将两个锁圈、两个活动座圈和轮辋体送入抛丸机进行抛丸处理;涂装是通过吊装轨道将抛丸后的零件送入涂装加工线进行涂装加工;包装是将全部涂装好的配件套设在一起后包装。多件式车轮