
一种两件式车轮的轮辋及其成形工艺.pdf

努力****南绿

1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种两件式车轮的轮辋及其成形工艺.pdf
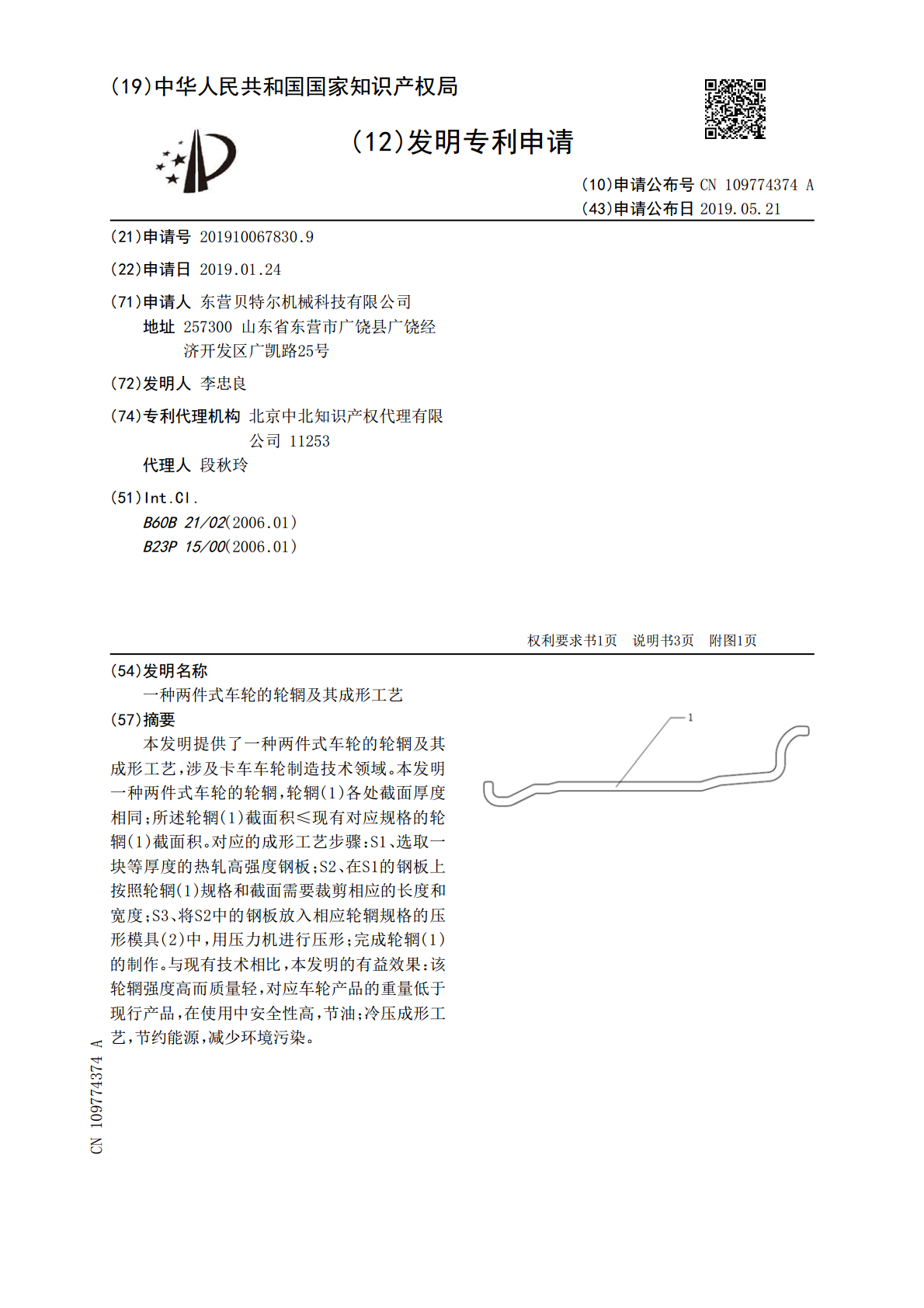
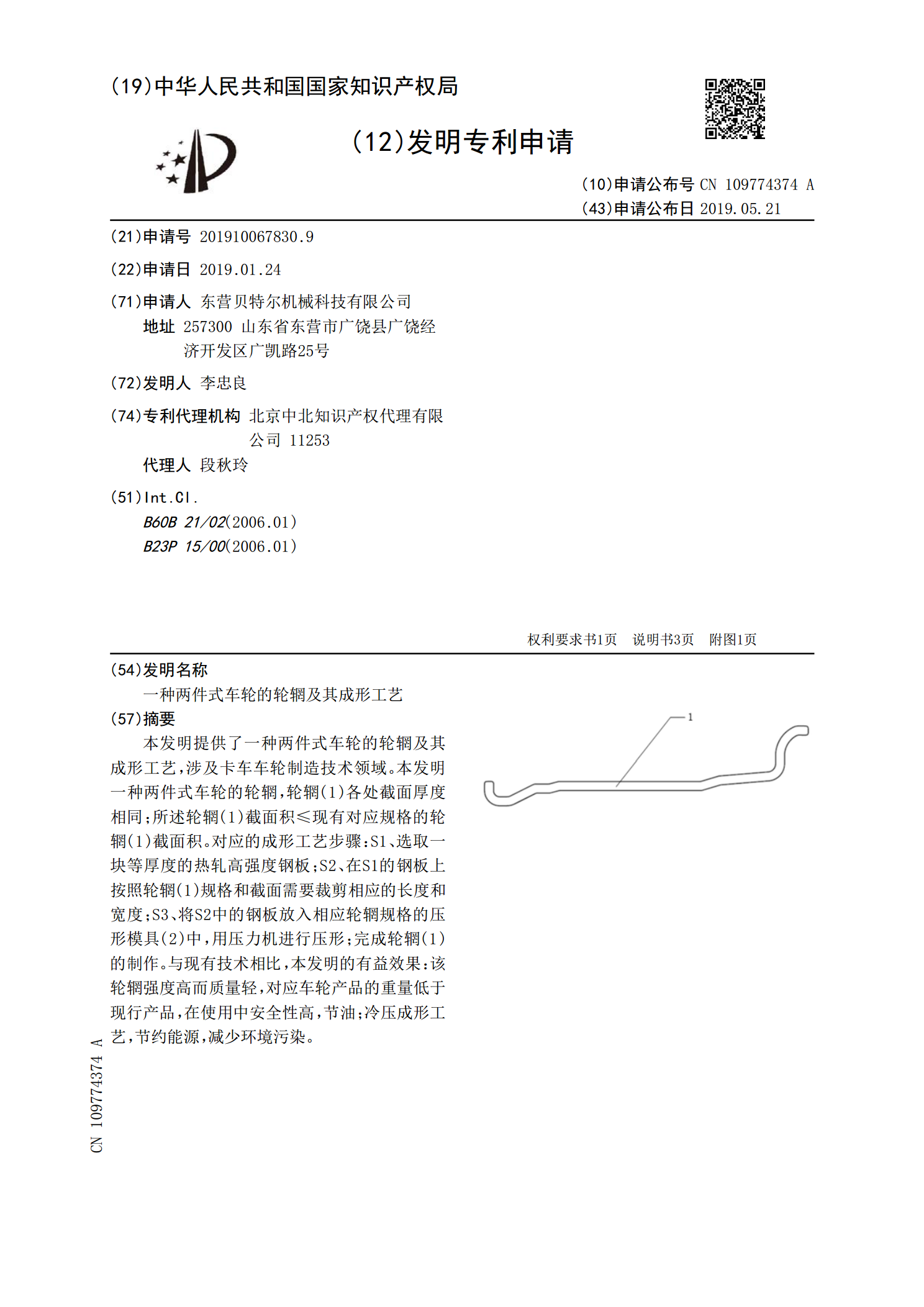
本发明提供了一种两件式车轮的轮辋及其成形工艺,涉及卡车车轮制造技术领域。本发明一种两件式车轮的轮辋,轮辋(1)各处截面厚度相同;所述轮辋(1)截面积≤现有对应规格的轮辋(1)截面积。对应的成形工艺步骤:S1、选取一块等厚度的热轧高强度钢板;S2、在S1的钢板上按照轮辋(1)规格和截面需要裁剪相应的长度和宽度;S3、将S2中的钢板放入相应轮辋规格的压形模具(2)中,用压力机进行压形;完成轮辋(1)的制作。与现有技术相比,本发明的有益效果:该轮辋强度高而质量轻,对应车轮产品的重量低于现行产品,在使用中安全性高

一种车轮轮辋的旋转成形工艺.pdf
本发明公开车轮轮辋的旋转成形工艺,采用由主动辊、被动辊、压辊三辊配合所形成的成型机构实现,被动辊位于主动辊的一侧,与主动辊轴向平行相对布置,在成型过程中,被动辊相对于主动辊的轴心以与主动辊相同的旋转方向和旋转角速度进行位移,以使主动辊与被动辊之间形成车轮轮辋成型空间,压辊位于所述主动辊的一侧,用于工作时将被加工板材压在主动辊的成型面上,压辊在板材卷曲过程中被动旋转且转动方向与主动辊相反,在被动辊的配合作用下,被加工板材在整个卷曲过程中一直贴合在主动辊上,利用主动辊、压辊和被动辊的配合面上的辊型而旋转成型。
一种车轮轮辋及其加工工艺.pdf
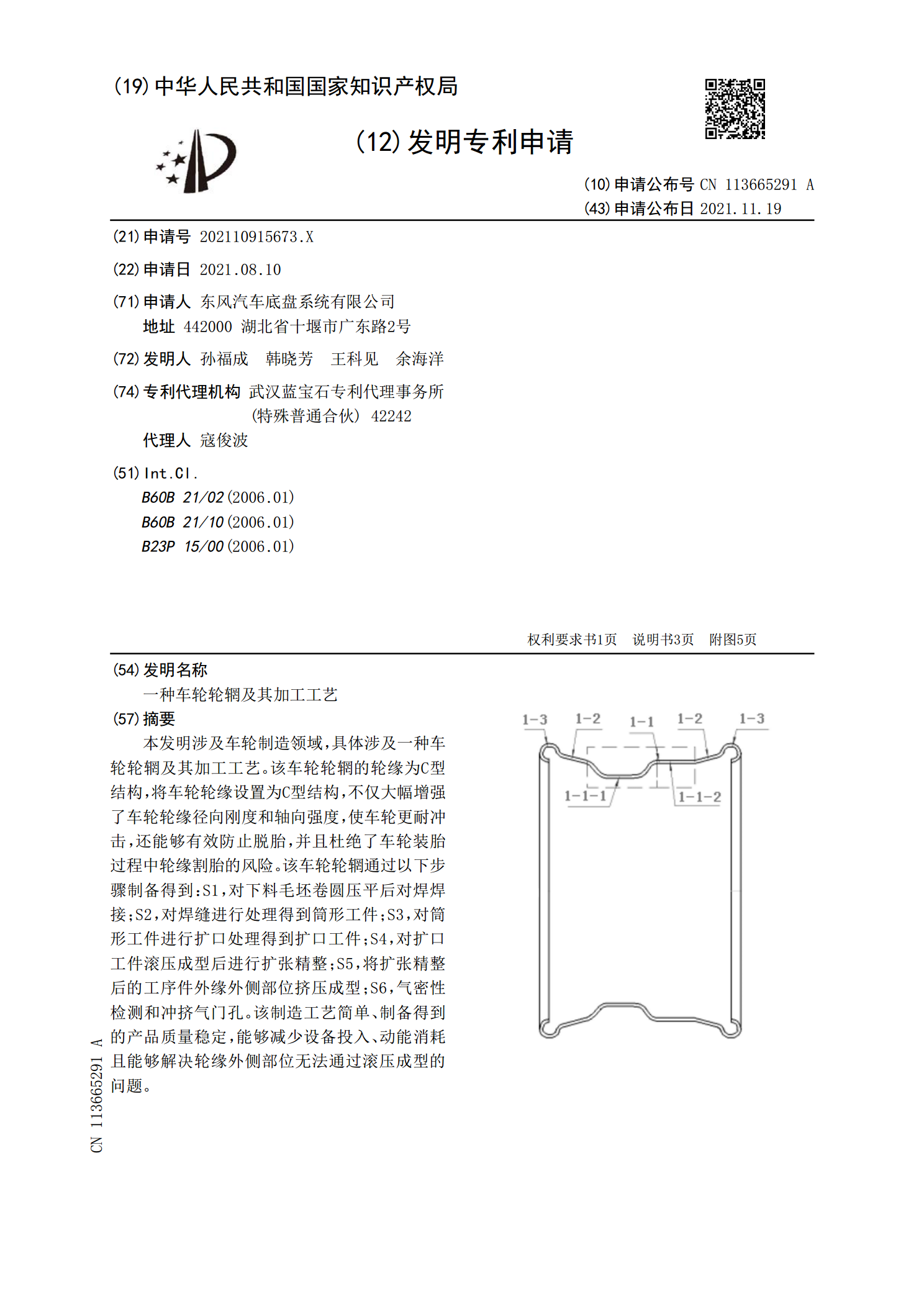
本发明涉及车轮制造领域,具体涉及一种车轮轮辋及其加工工艺。该车轮轮辋的轮缘为C型结构,将车轮轮缘设置为C型结构,不仅大幅增强了车轮轮缘径向刚度和轴向强度,使车轮更耐冲击,还能够有效防止脱胎,并且杜绝了车轮装胎过程中轮缘割胎的风险。该车轮轮辋通过以下步骤制备得到:S1,对下料毛坯卷圆压平后对焊焊接;S2,对焊缝进行处理得到筒形工件;S3,对筒形工件进行扩口处理得到扩口工件;S4,对扩口工件滚压成型后进行扩张精整;S5,将扩张精整后的工序件外缘外侧部位挤压成型;S6,气密性检测和冲挤气门孔。该制造工艺简单、制
一种两件式真空高承载车轮及其加工工艺.pdf
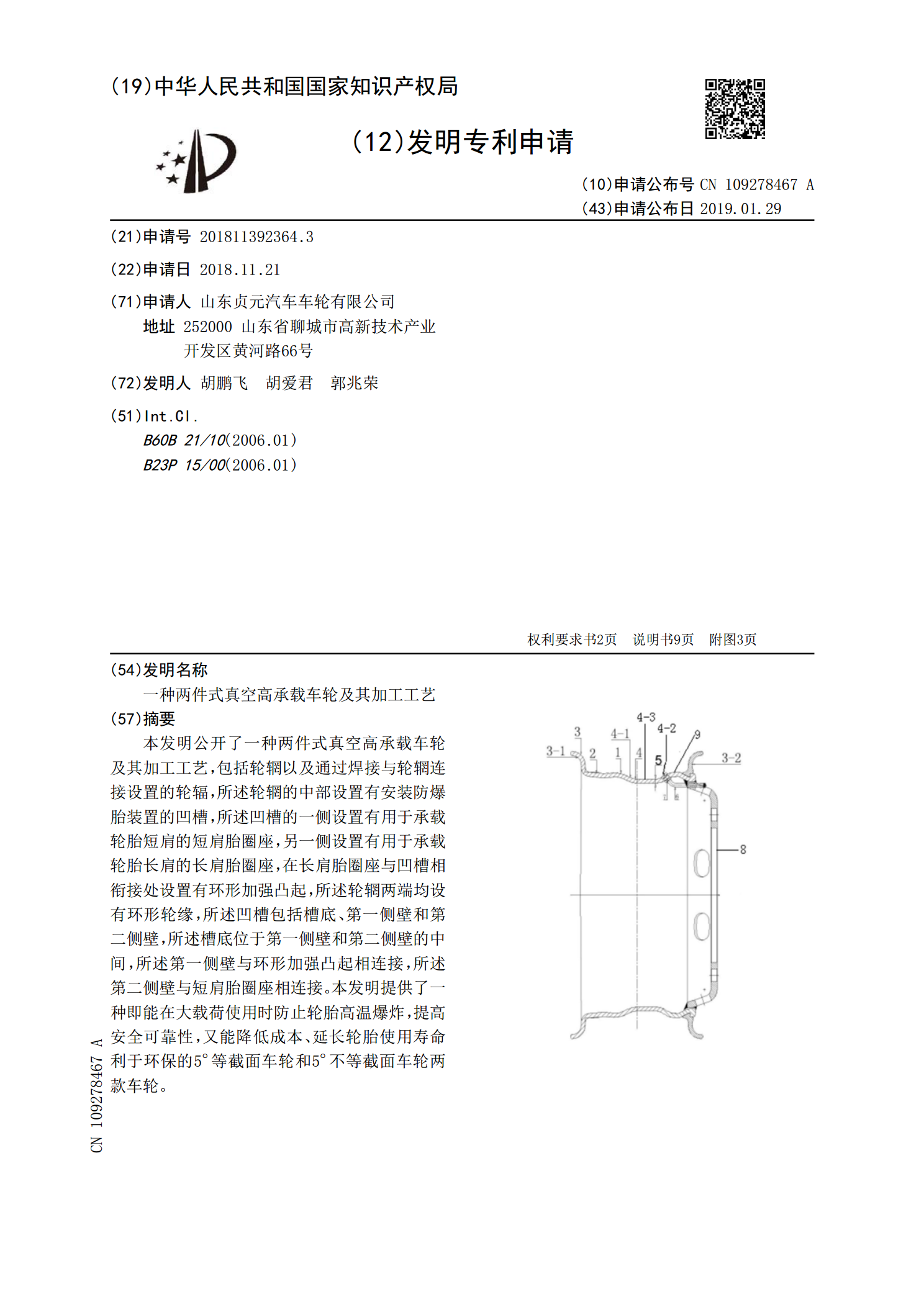
本发明公开了一种两件式真空高承载车轮及其加工工艺,包括轮辋以及通过焊接与轮辋连接设置的轮辐,所述轮辋的中部设置有安装防爆胎装置的凹槽,所述凹槽的一侧设置有用于承载轮胎短肩的短肩胎圈座,另一侧设置有用于承载轮胎长肩的长肩胎圈座,在长肩胎圈座与凹槽相衔接处设置有环形加强凸起,所述轮辋两端均设有环形轮缘,所述凹槽包括槽底、第一侧壁和第二侧壁,所述槽底位于第一侧壁和第二侧壁的中间,所述第一侧壁与环形加强凸起相连接,所述第二侧壁与短肩胎圈座相连接。本发明提供了一种即能在大载荷使用时防止轮胎高温爆炸,提高安全可靠性,
一种变截面型材无内胎车轮轮辋成形工艺.pdf
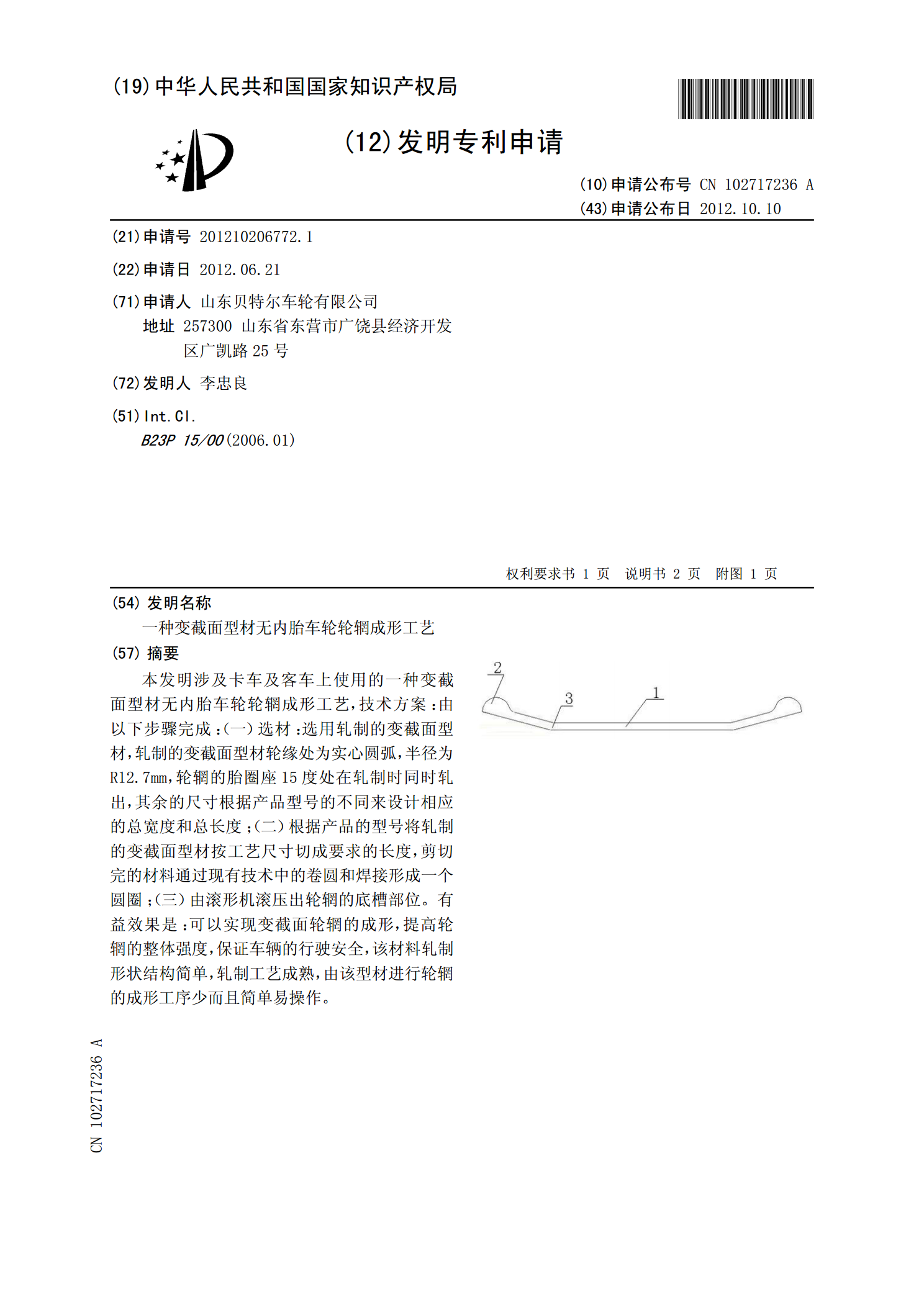
本发明涉及卡车及客车上使用的一种变截面型材无内胎车轮轮辋成形工艺,技术方案:由以下步骤完成:(一)选材:选用轧制的变截面型材,轧制的变截面型材轮缘处为实心圆弧,半径为R12.7mm,轮辋的胎圈座15度处在轧制时同时轧出,其余的尺寸根据产品型号的不同来设计相应的总宽度和总长度;(二)根据产品的型号将轧制的变截面型材按工艺尺寸切成要求的长度,剪切完的材料通过现有技术中的卷圆和焊接形成一个圆圈;(三)由滚形机滚压出轮辋的底槽部位。有益效果是:可以实现变截面轮辋的成形,提高轮辋的整体强度,保证车辆的行驶安全,该材