
一种用于QFN半导体封装材料磨削的砂轮、其制备方法及应用.pdf

霞英****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于QFN半导体封装材料磨削的砂轮、其制备方法及应用.pdf
本发明属于半导体封装材料加工技术领域,具体涉及一种用于QFN半导体封装材料磨削的砂轮、其制备方法及应用。该砂轮由下述体积份数的原料制备而成:金刚石8‑15份,粒度为w5的碳化硅3‑7份,粒度w3.5为碳化硅5‑10份,细石墨1‑4份,酚醛树脂23‑30份,热膨胀性微胶囊3.5‑7份,偶联剂2‑4份,本发明制备的用于QFN半导体封装材料减薄的砂轮,其气孔率50‑60%,磨削出来的QFN半导体封装材料表面能够呈现镜面效果,工件粗糙度值Ra介于0.1‑0.2μm之间,提高了QFN半导体封装材料的加工效率。
一种用于QFN封装芯片切割的砂轮及其制备方法.pdf
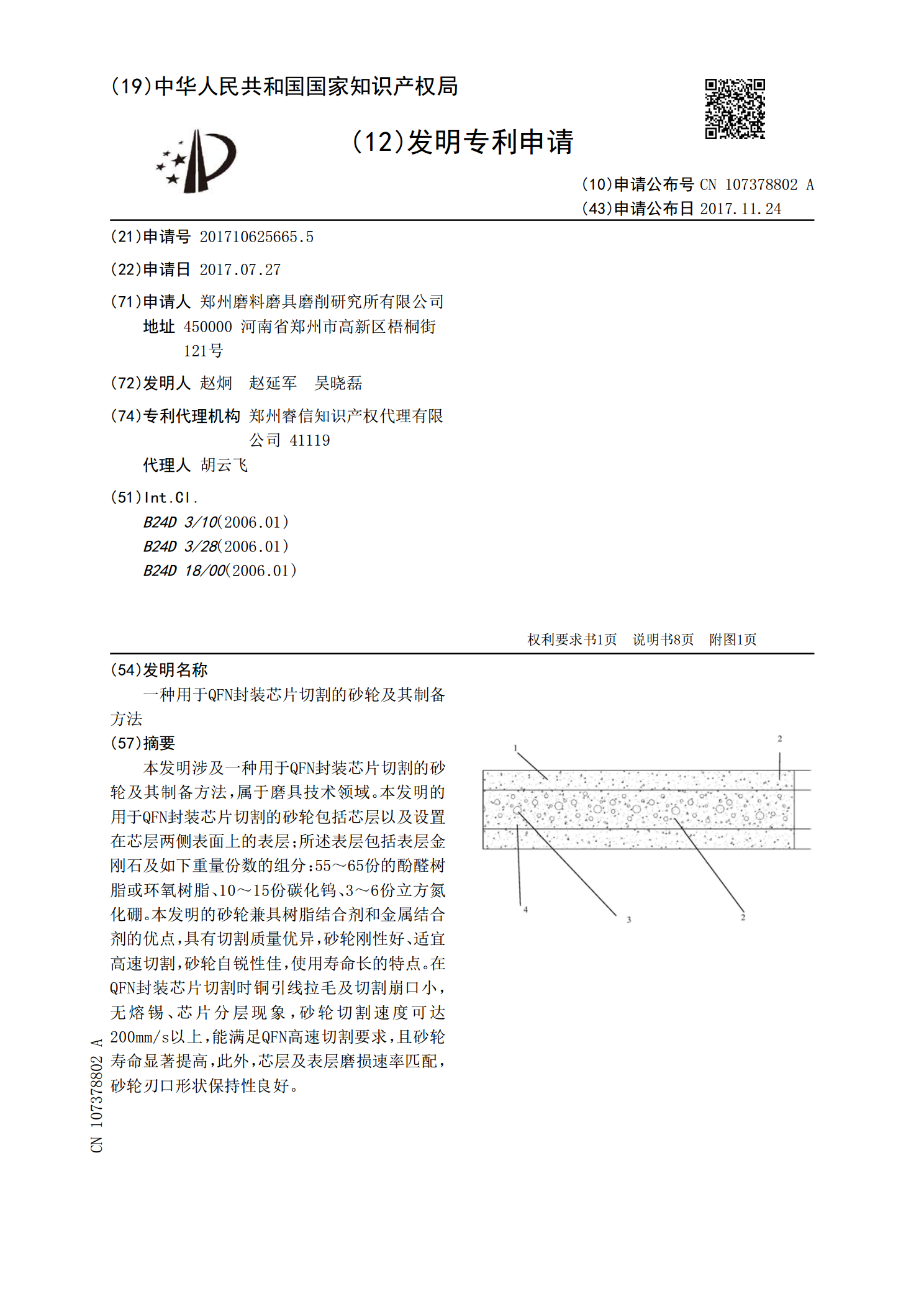
本发明涉及一种用于QFN封装芯片切割的砂轮及其制备方法,属于磨具技术领域。本发明的用于QFN封装芯片切割的砂轮包括芯层以及设置在芯层两侧表面上的表层;所述表层包括表层金刚石及如下重量份数的组分:55~65份的酚醛树脂或环氧树脂、10~15份碳化钨、3~6份立方氮化硼。本发明的砂轮兼具树脂结合剂和金属结合剂的优点,具有切割质量优异,砂轮刚性好、适宜高速切割,砂轮自锐性佳,使用寿命长的特点。在QFN封装芯片切割时铜引线拉毛及切割崩口小,无熔锡、芯片分层现象,砂轮切割速度可达200mm/s以上,能满足QFN高速

一种用于碲锌镉晶片磨削的树脂砂轮、其制备方法及应用.pdf
本发明属于树脂砂轮技术领域,具体涉及一种用于碲锌镉晶片磨削的树脂砂轮、其制备方法及应用。按照配方比例将处理过的金刚石与偶联剂混合、超声处理后依次与酚醛树脂、造孔剂以及碳化硅与空心球形二氧化硅的混合料进行混合球磨制成成型料,再热压脱模制成成品砂轮,所制备的树脂砂轮可以用于碲锌镉晶片减薄的磨削,砂轮的气孔率为40‑70%,气孔分布均匀且孔径大小为70‑200μm,在碲锌镉晶片减薄工艺中可以控制晶片崩口在35μm内,同时表面纹路一致性好,避免表面颗粒的镶嵌,减薄磨削后晶片表面纹路均匀性、无深划痕保证了碲锌镉晶片

一种用于半导体封装的固晶材料制备方法及芯片封装方式.pdf
本发明公开了一种用于半导体封装的固晶材料制备方法包括以下步骤:步骤A、将石墨烯进行氧等离子处理,得到具有含氧官能团的石墨烯PTG;步骤B、配制PTG与醋酸铜的混合溶液,得到混合溶液A;步骤C、将混合溶液A加热得到干燥混合物B;步骤D、将干燥混合物B放入真空退火炉内,并加热分解得到PTG/铜纳米颗粒;步骤E、将PTG/铜纳米颗粒添加到纳米铜粉和有机溶剂中,得到混合物C;步骤F、将混合物C放入烧结炉内烧结得到固晶材料。本申请的固晶材料在封装前预先通过高温使石墨烯与铜之间形成化学键,在与芯片和基板封装时,只需使

一种用于磨削气门的砂轮及磨削气门的方法.pdf
本发明公开了一种用于磨削气门的砂轮及磨削气门的方法,砂轮具有与气门沿轴向外轮廓相适应的外轮廓线,所述砂轮的外轮廓线由与气门盘外圆轮廓对应的第一线段、与气门盘外锥面轮廓对应的第二线段、与气门盘内锥面轮廓对应的第三线段、与气门颈部圆弧轮廓对应的圆弧线段和与气门颈部轮廓对应的第四线段连接组成,所述砂轮外轮廓线中圆弧线段的半径小于气门颈部圆弧轮廓的半径,所述砂轮外轮廓线中第二线段的长度大于气门盘外锥面轮廓的长度。采用所述砂轮磨削气门,可以实现通过一次装夹磨削即可完成气门的磨削加工,从而提高气门加工效率和质量。