
一种铝合金轮毂用低压铸造设备及其铸造工艺.pdf

是你****优呀


1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金轮毂用低压铸造设备及其铸造工艺.pdf
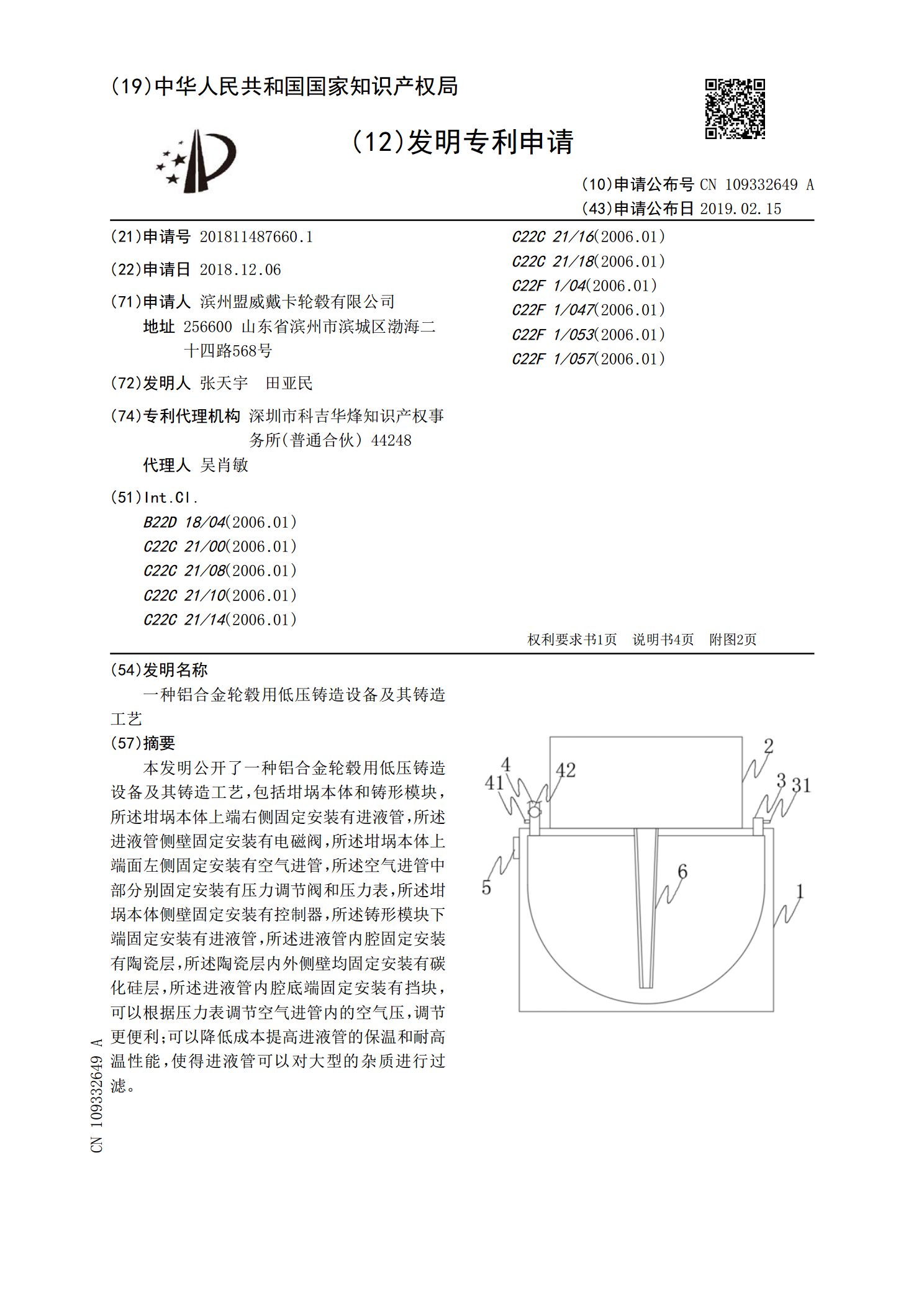
本发明公开了一种铝合金轮毂用低压铸造设备及其铸造工艺,包括坩埚本体和铸形模块,所述坩埚本体上端右侧固定安装有进液管,所述进液管侧壁固定安装有电磁阀,所述坩埚本体上端面左侧固定安装有空气进管,所述空气进管中部分别固定安装有压力调节阀和压力表,所述坩埚本体侧壁固定安装有控制器,所述铸形模块下端固定安装有进液管,所述进液管内腔固定安装有陶瓷层,所述陶瓷层内外侧壁均固定安装有碳化硅层,所述进液管内腔底端固定安装有挡块,可以根据压力表调节空气进管内的空气压,调节更便利;可以降低成本提高进液管的保温和耐高温性能,使得
铝合金轮毂的低压铸造工艺.pdf
本发明公开了一种铝合金轮毂的低压铸造工艺,低压铸造工艺包括以下步骤:1)将铝合金材料进行熔炼得到铝液,铝液主要成份的重量百分比为Si6.8~7.2、Mg4.5~5、Ti0.1~0.15、Fe0.05~0.1以及余量的Al,所述熔炼的温度为800~950℃;2)将模具预热至500℃,并保温;3)铝液在720~730℃开始出炉,并经高纯度氮气除气,低压铸造机保温炉670~695℃保温1小时;加压至0.04~0.06Mpa进行升液,升液时间为5~10s;加压至0.08~0.1Mpa至铝液充满模具型腔,然
一种铝合金轮毂的低压铸造工艺.pdf
本发明公开了一种铝合金轮毂的低压铸造工艺,属于汽车零部件加工技术领域,该工艺包括如下操作步骤:1)将铝合金材料进行熔炼得到铝液,所述熔炼的温度为750~900℃;2)将模具预热至550℃,并保温1小时;3)将步骤1)的铝液在700~710℃开始出炉,并经高纯度氮气除气15分钟,之后转入低压铸造机保温炉670~695℃保温1小时;加压至0.04~0.06MPa铝液进入升液管进行升液,升液时间为5~10s;加压至0.08~0.1MPa至铝液充满模具型腔,然后将压力调整至0.06~0.07MPa进行保压,保压时
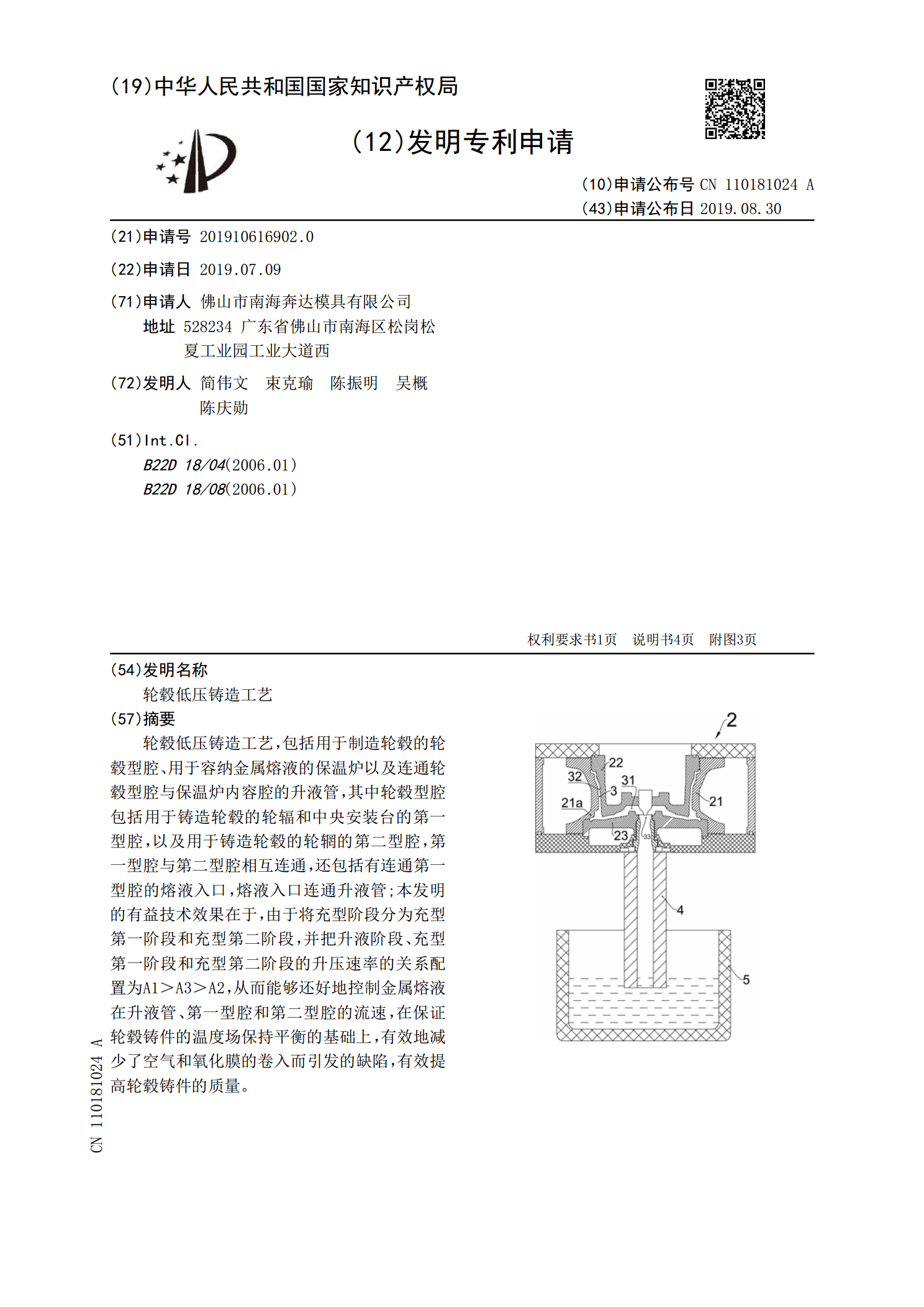
轮毂低压铸造工艺.pdf
轮毂低压铸造工艺,包括用于制造轮毂的轮毂型腔、用于容纳金属熔液的保温炉以及连通轮毂型腔与保温炉内容腔的升液管,其中轮毂型腔包括用于铸造轮毂的轮辐和中央安装台的第一型腔,以及用于铸造轮毂的轮辋的第二型腔,第一型腔与第二型腔相互连通,还包括有连通第一型腔的熔液入口,熔液入口连通升液管;本发明的有益技术效果在于,由于将充型阶段分为充型第一阶段和充型第二阶段,并把升液阶段、充型第一阶段和充型第二阶段的升压速率的关系配置为A1>A3>A2,从而能够还好地控制金属熔液在升液管、第一型腔和第二型腔的流速,在保证轮毂铸件
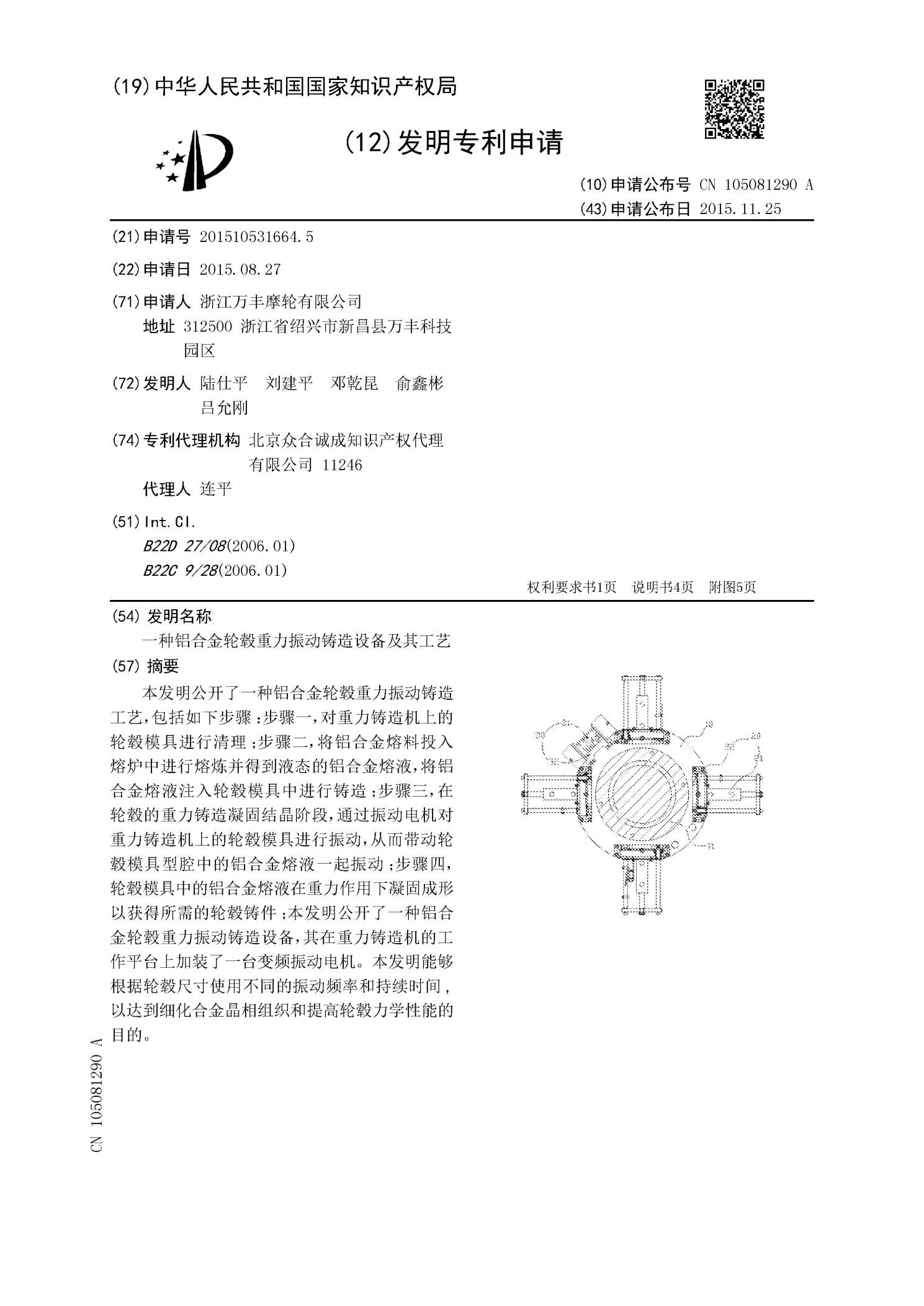
一种铝合金轮毂重力振动铸造设备及其工艺.pdf
本发明公开了一种铝合金轮毂重力振动铸造工艺,包括如下步骤:步骤一,对重力铸造机上的轮毂模具进行清理;步骤二,将铝合金熔料投入熔炉中进行熔炼并得到液态的铝合金熔液,将铝合金熔液注入轮毂模具中进行铸造;步骤三,在轮毂的重力铸造凝固结晶阶段,通过振动电机对重力铸造机上的轮毂模具进行振动,从而带动轮毂模具型腔中的铝合金熔液一起振动;步骤四,轮毂模具中的铝合金熔液在重力作用下凝固成形以获得所需的轮毂铸件;本发明公开了一种铝合金轮毂重力振动铸造设备,其在重力铸造机的工作平台上加装了一台变频振动电机。本发明能够根据轮毂