
铝合金轮毂的低压铸造工艺.pdf

秀美****甜v

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金轮毂的低压铸造工艺.pdf
本发明公开了一种铝合金轮毂的低压铸造工艺,低压铸造工艺包括以下步骤:1)将铝合金材料进行熔炼得到铝液,铝液主要成份的重量百分比为Si6.8~7.2、Mg4.5~5、Ti0.1~0.15、Fe0.05~0.1以及余量的Al,所述熔炼的温度为800~950℃;2)将模具预热至500℃,并保温;3)铝液在720~730℃开始出炉,并经高纯度氮气除气,低压铸造机保温炉670~695℃保温1小时;加压至0.04~0.06Mpa进行升液,升液时间为5~10s;加压至0.08~0.1Mpa至铝液充满模具型腔,然

低压铸造铝合金轮毂的数值模拟及工艺优化.pptx
添加副标题目录PART01PART02建模方法模拟过程结果分析优化建议PART03优化目标优化方案优化效果实施建议PART04模拟对优化的指导作用优化对模拟的反馈作用相互促进的关系实际应用中的结合方式PART05市场需求变化技术创新方向产业政策影响未来发展展望感谢您的观看
一种铝合金轮毂的低压铸造工艺.pdf
本发明公开了一种铝合金轮毂的低压铸造工艺,属于汽车零部件加工技术领域,该工艺包括如下操作步骤:1)将铝合金材料进行熔炼得到铝液,所述熔炼的温度为750~900℃;2)将模具预热至550℃,并保温1小时;3)将步骤1)的铝液在700~710℃开始出炉,并经高纯度氮气除气15分钟,之后转入低压铸造机保温炉670~695℃保温1小时;加压至0.04~0.06MPa铝液进入升液管进行升液,升液时间为5~10s;加压至0.08~0.1MPa至铝液充满模具型腔,然后将压力调整至0.06~0.07MPa进行保压,保压时
轮毂低压铸造工艺.pdf
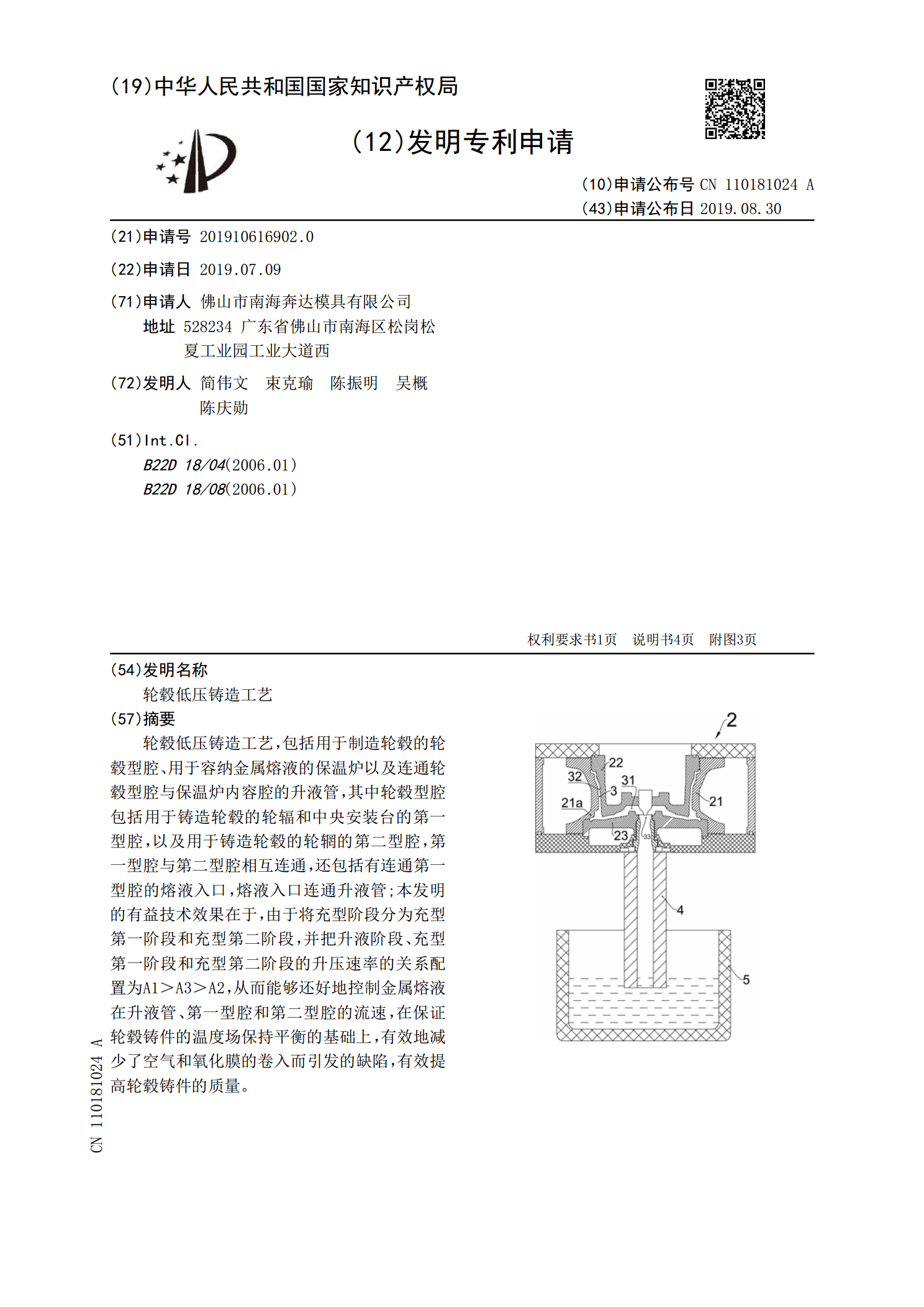
轮毂低压铸造工艺,包括用于制造轮毂的轮毂型腔、用于容纳金属熔液的保温炉以及连通轮毂型腔与保温炉内容腔的升液管,其中轮毂型腔包括用于铸造轮毂的轮辐和中央安装台的第一型腔,以及用于铸造轮毂的轮辋的第二型腔,第一型腔与第二型腔相互连通,还包括有连通第一型腔的熔液入口,熔液入口连通升液管;本发明的有益技术效果在于,由于将充型阶段分为充型第一阶段和充型第二阶段,并把升液阶段、充型第一阶段和充型第二阶段的升压速率的关系配置为A1>A3>A2,从而能够还好地控制金属熔液在升液管、第一型腔和第二型腔的流速,在保证轮毂铸件

薄壁轮辐铝合金轮毂低压铸造工艺仿真及试验.docx
薄壁轮辐铝合金轮毂低压铸造工艺仿真及试验薄壁轮辐铝合金轮毂低压铸造工艺仿真及试验摘要:随着汽车工业的发展,轮毂作为汽车的重要组成部分,对于汽车的安全性能和外观造型起着关键作用。铝合金轮毂因其较低的重量、良好的强度和优良的耐腐蚀性能而成为一种理想的轮毂材料。本论文以薄壁轮辐铝合金轮毂低压铸造工艺为研究对象,通过仿真分析和试验验证的方式,探索了该工艺的可行性和优化方法,为轮毂制造工艺的改进提供了重要依据。关键词:薄壁轮辐;铝合金轮毂;低压铸造;工艺仿真;试验1引言轮毂作为汽车重要的安全和美观组成部分,铝合金轮