
一种链轮砂型以及利用链轮砂型浇注链轮的方法.pdf

努力****幻翠


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种链轮砂型以及利用链轮砂型浇注链轮的方法.pdf
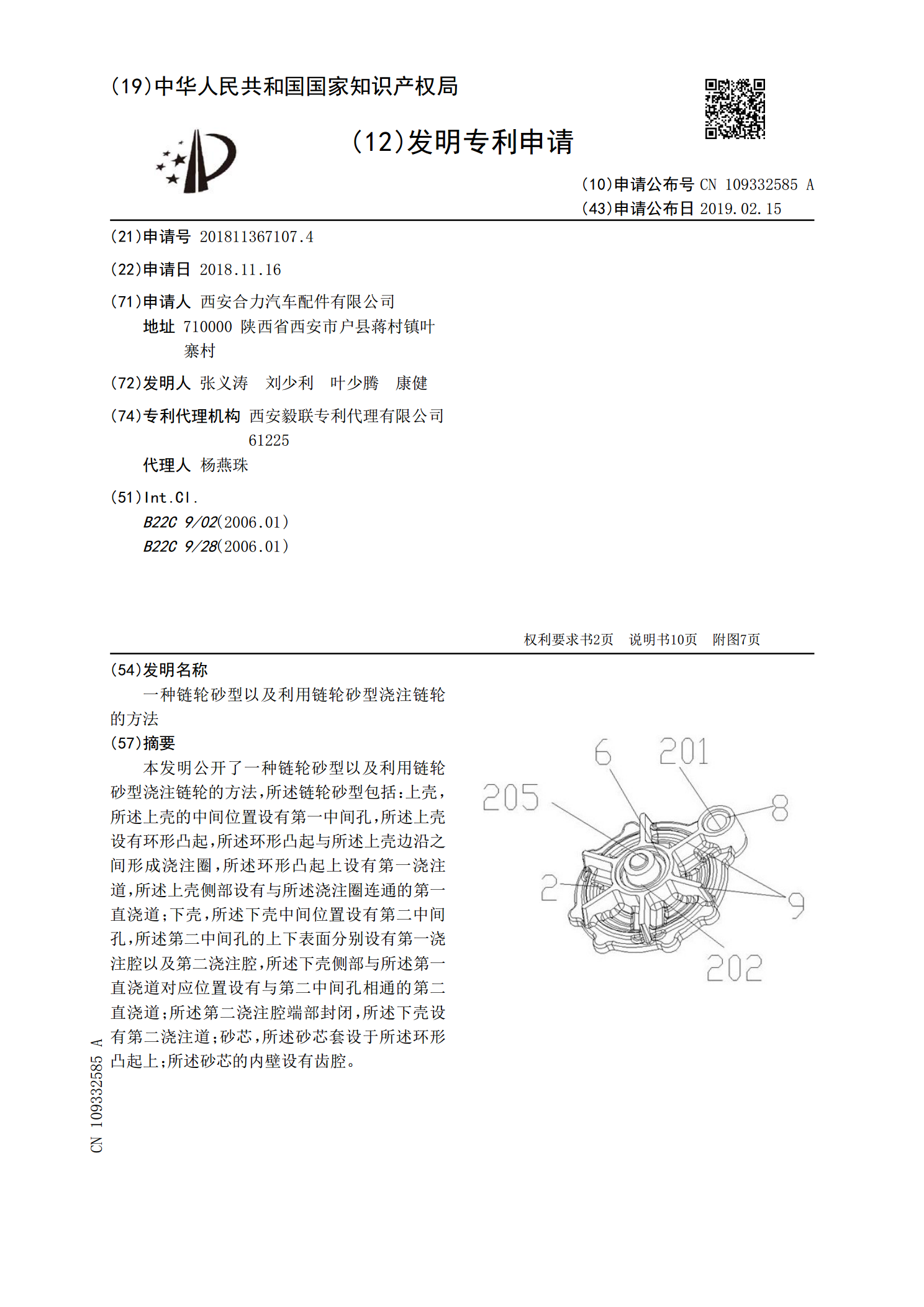
本发明公开了一种链轮砂型以及利用链轮砂型浇注链轮的方法,所述链轮砂型包括:上壳,所述上壳的中间位置设有第一中间孔,所述上壳设有环形凸起,所述环形凸起与所述上壳边沿之间形成浇注圈,所述环形凸起上设有第一浇注道,所述上壳侧部设有与所述浇注圈连通的第一直浇道;下壳,所述下壳中间位置设有第二中间孔,所述第二中间孔的上下表面分别设有第一浇注腔以及第二浇注腔,所述下壳侧部与所述第一直浇道对应位置设有与第二中间孔相通的第二直浇道;所述第二浇注腔端部封闭,所述下壳设有第二浇注道;砂芯,所述砂芯套设于所述环形凸起上;所述砂
链轮的加工方法以及链轮.pdf
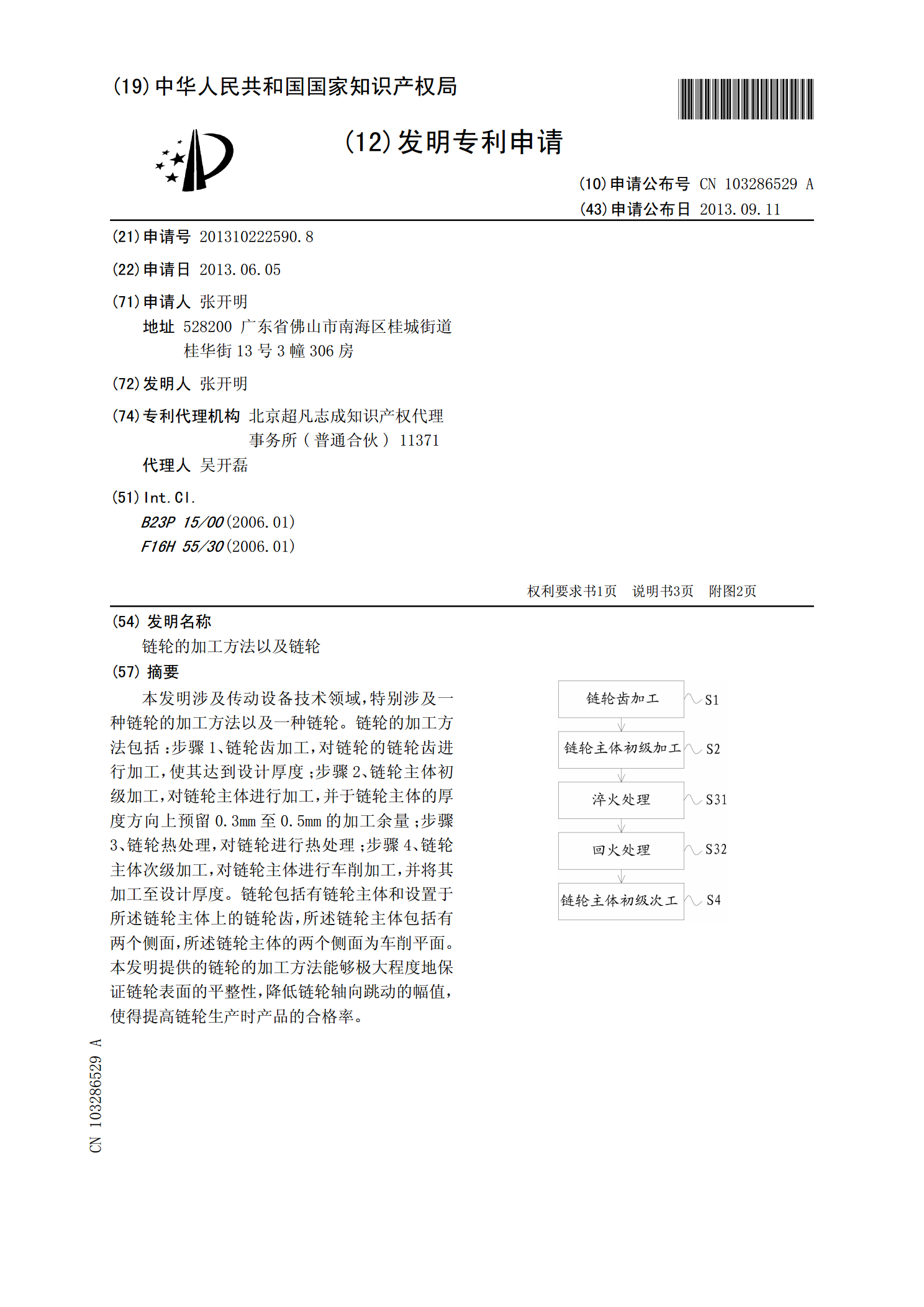
本发明涉及传动设备技术领域,特别涉及一种链轮的加工方法以及一种链轮。链轮的加工方法包括:步骤1、链轮齿加工,对链轮的链轮齿进行加工,使其达到设计厚度;步骤2、链轮主体初级加工,对链轮主体进行加工,并于链轮主体的厚度方向上预留0.3mm至0.5mm的加工余量;步骤3、链轮热处理,对链轮进行热处理;步骤4、链轮主体次级加工,对链轮主体进行车削加工,并将其加工至设计厚度。链轮包括有链轮主体和设置于所述链轮主体上的链轮齿,所述链轮主体包括有两个侧面,所述链轮主体的两个侧面为车削平面。本发明提供的链轮的加工方法能够

随机滚子链链轮和制造链轮的方法.pdf
本发明涉及一种随机链条链轮,其具有一组四个齿隙,四个齿隙具有三个不同的齿隙径向位置和两个不同的链节夹角,以及涉及一种链节节距恒定的链条。
自行车用链轮以及多级后链轮组装体.pdf
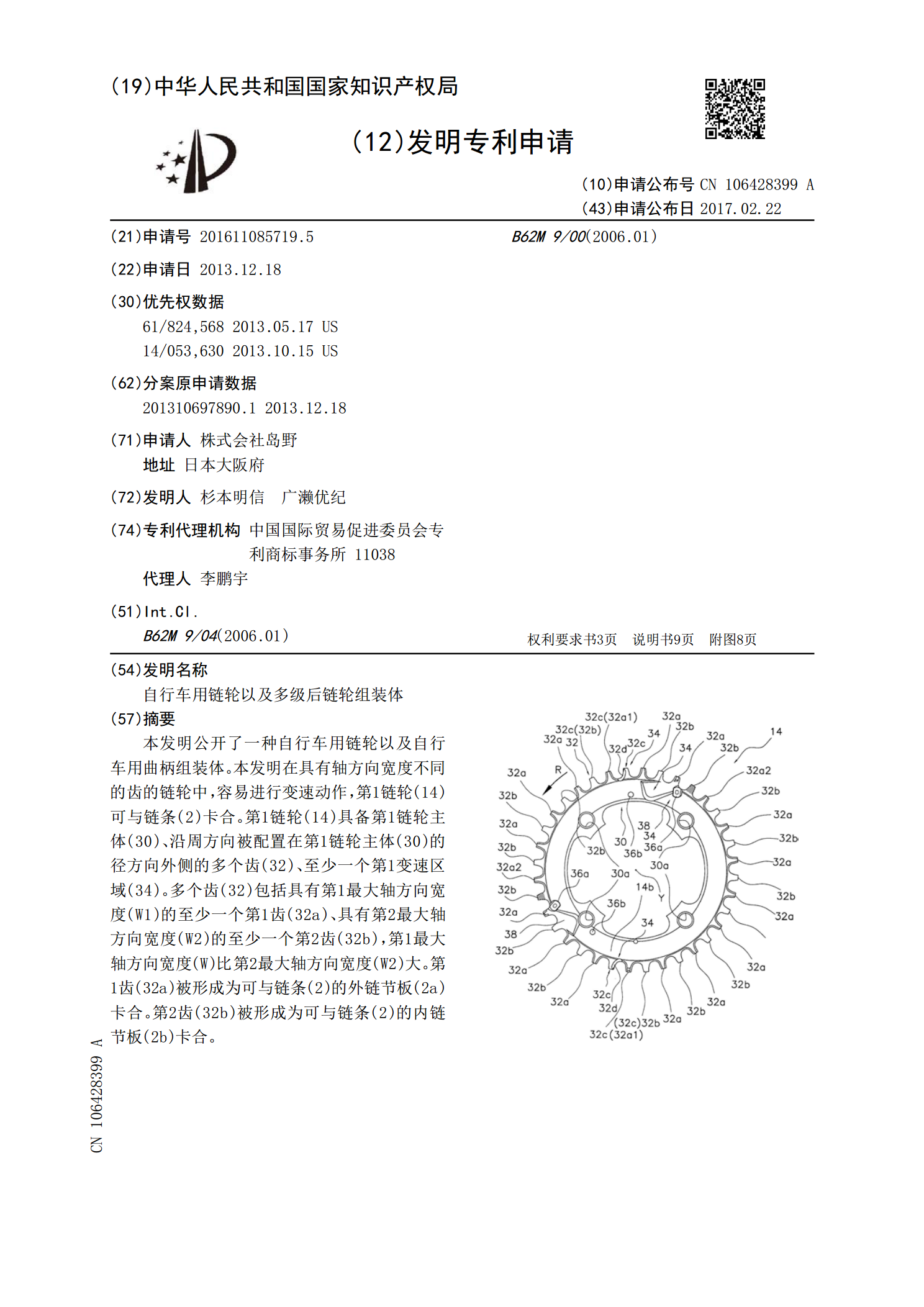
本发明公开了一种自行车用链轮以及自行车用曲柄组装体。本发明在具有轴方向宽度不同的齿的链轮中,容易进行变速动作,第1链轮(14)可与链条(2)卡合。第1链轮(14)具备第1链轮主体(30)、沿周方向被配置在第1链轮主体(30)的径方向外侧的多个齿(32)、至少一个第1变速区域(34)。多个齿(32)包括具有第1最大轴方向宽度(W1)的至少一个第1齿(32a)、具有第2最大轴方向宽度(W2)的至少一个第2齿(32b),第1最大轴方向宽度(W)比第2最大轴方向宽度(W2)大。第1齿(32a)被形成为可与链条(2

链轮链轮轮齿之形状.ppt
節目錄一、優點1.無滑動現象,故速比正確。2.傳動時,僅在緊邊有張力,鬆邊側幾近於零,故有效挽力大,傳動效率高,且作用於軸上的壓力小,可減少軸承的磨損。3.不受冷熱、潮溼、汙染之影響,仍可傳達動力。4.兩軸距離遠近,皆可適用。5.長度易於調節及斷裂修理容易。6.同一條鏈條可帶動二個以上之多數個鏈輪。3.製造成本高,對安裝精度和潤滑條件要求嚴格。4.磨損後,鍵條會伸長,容易引起跳齒或脫鏈(也是開始加速消耗傳動系統的其他零件)。5.負載驟增時易斷裂,不能承受衝擊負荷,且須潤滑。6.鏈條自重大,在受力情況下有突