
一种航空发动机低压涡轮转子装配的工艺方法.pdf

淑然****by

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种航空发动机低压涡轮转子装配的工艺方法.pdf
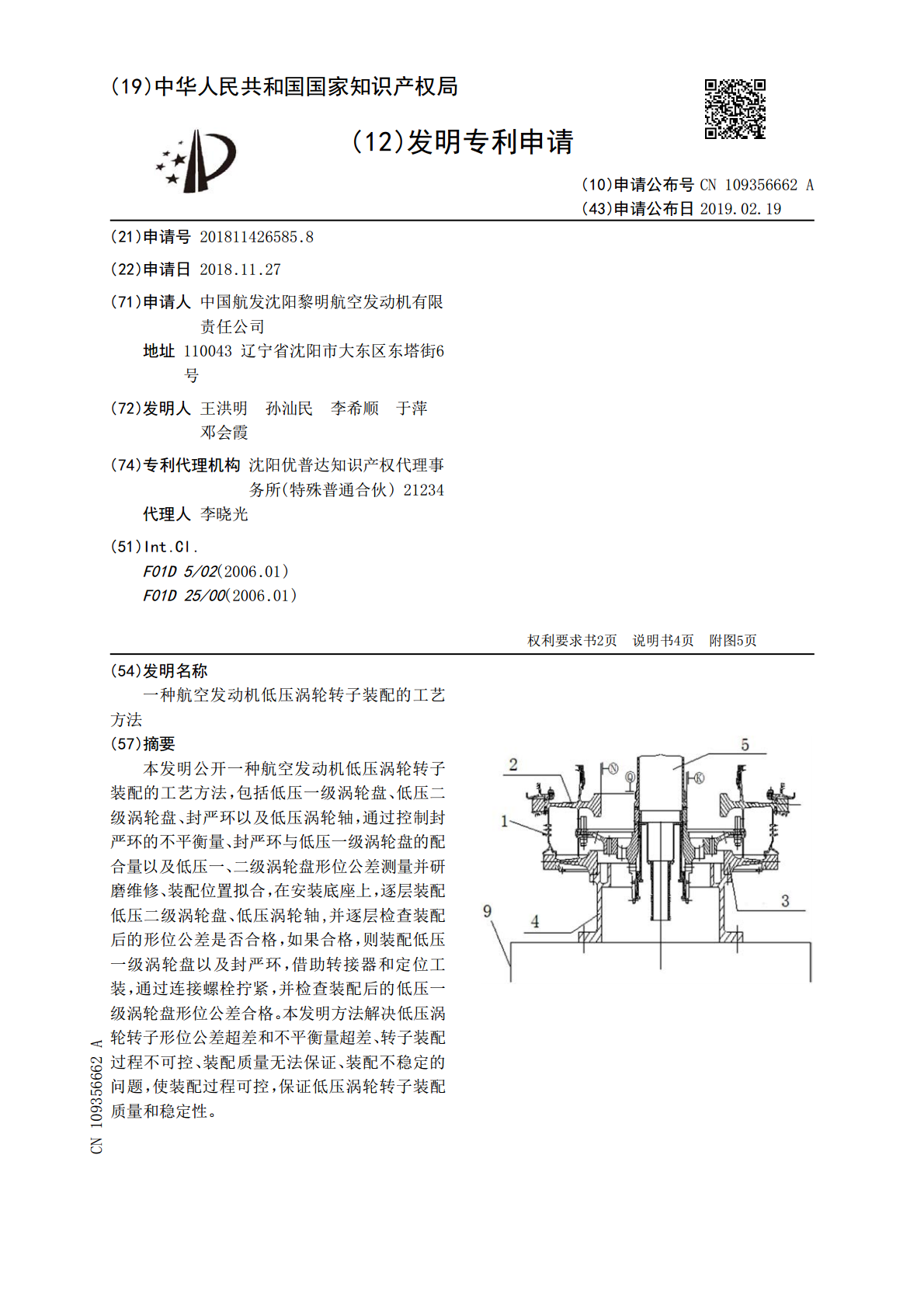
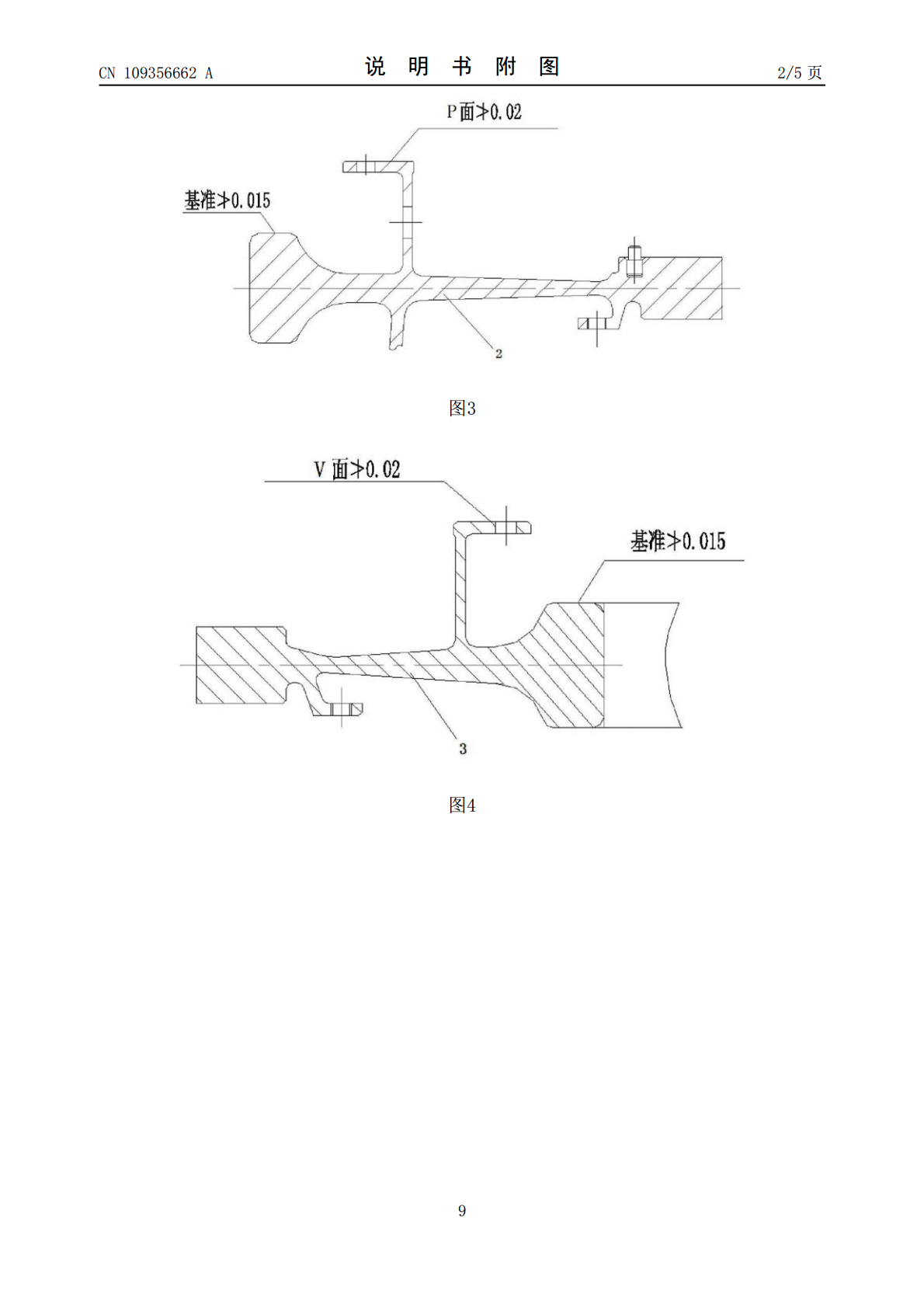
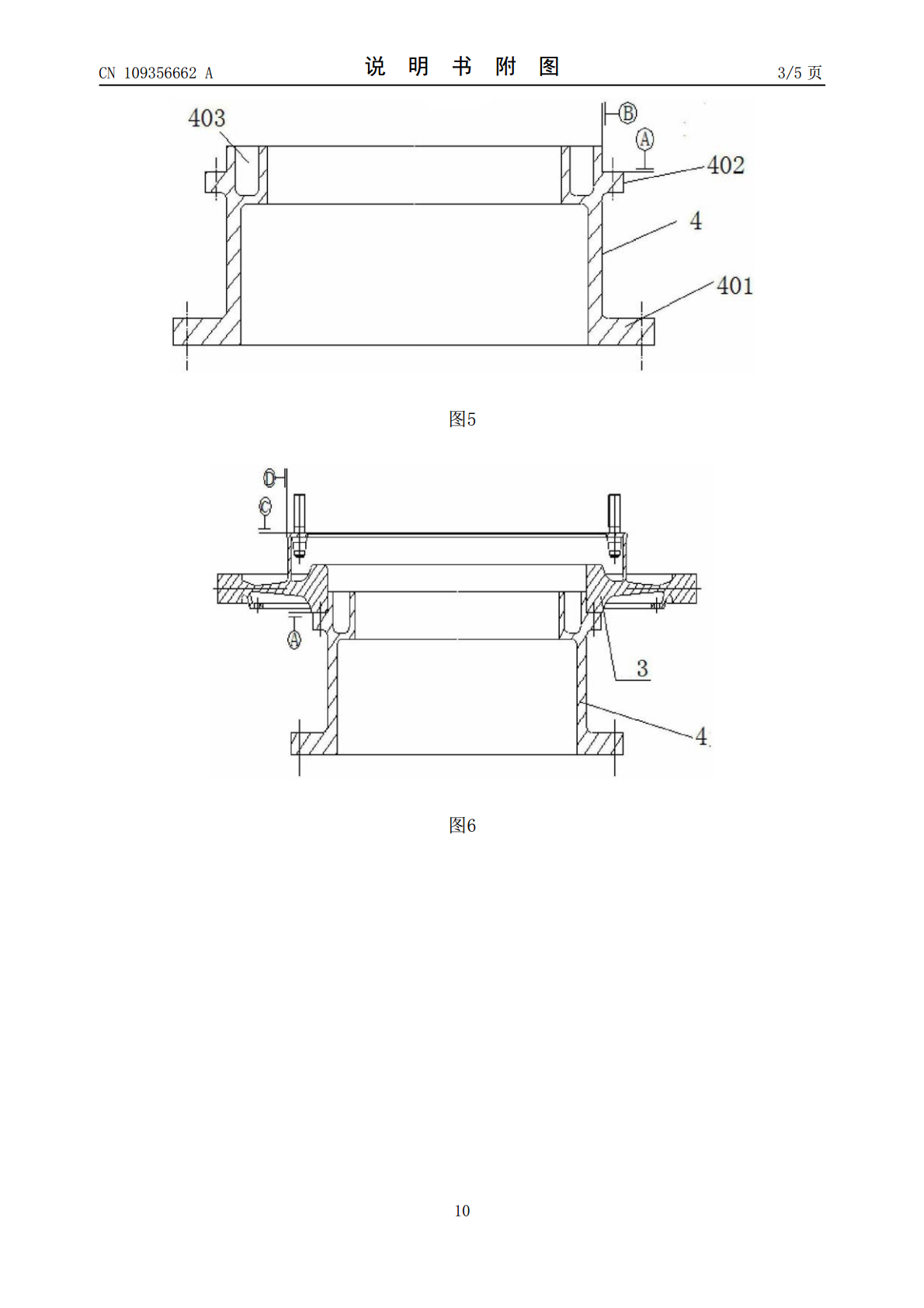
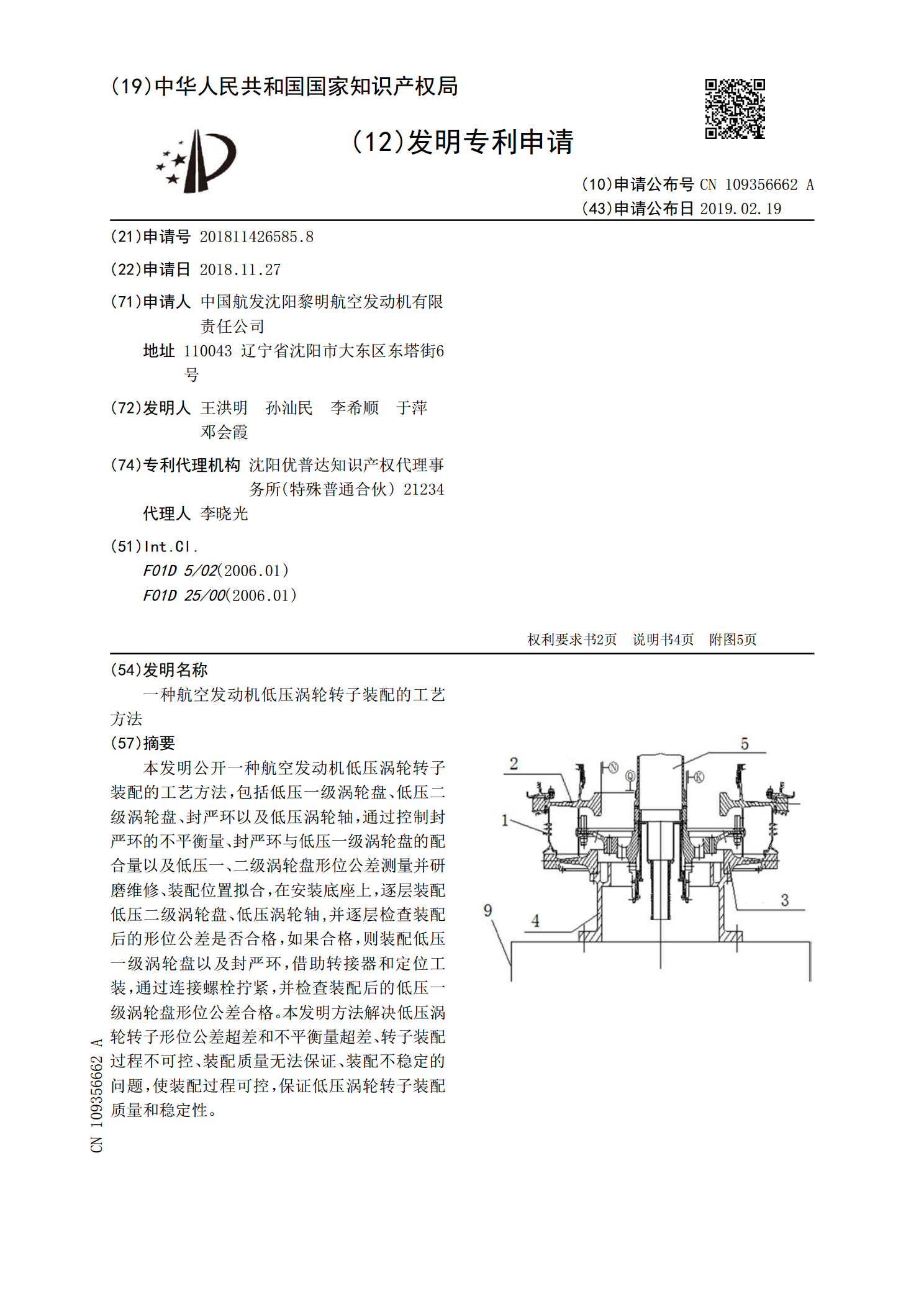
本发明公开一种航空发动机低压涡轮转子装配的工艺方法,包括低压一级涡轮盘、低压二级涡轮盘、封严环以及低压涡轮轴,通过控制封严环的不平衡量、封严环与低压一级涡轮盘的配合量以及低压一、二级涡轮盘形位公差测量并研磨维修、装配位置拟合,在安装底座上,逐层装配低压二级涡轮盘、低压涡轮轴,并逐层检查装配后的形位公差是否合格,如果合格,则装配低压一级涡轮盘以及封严环,借助转接器和定位工装,通过连接螺栓拧紧,并检查装配后的低压一级涡轮盘形位公差合格。本发明方法解决低压涡轮转子形位公差超差和不平衡量超差、转子装配过程不可控、
一种航空发动机多级低压涡轮转子装配测量装置和方法.pdf
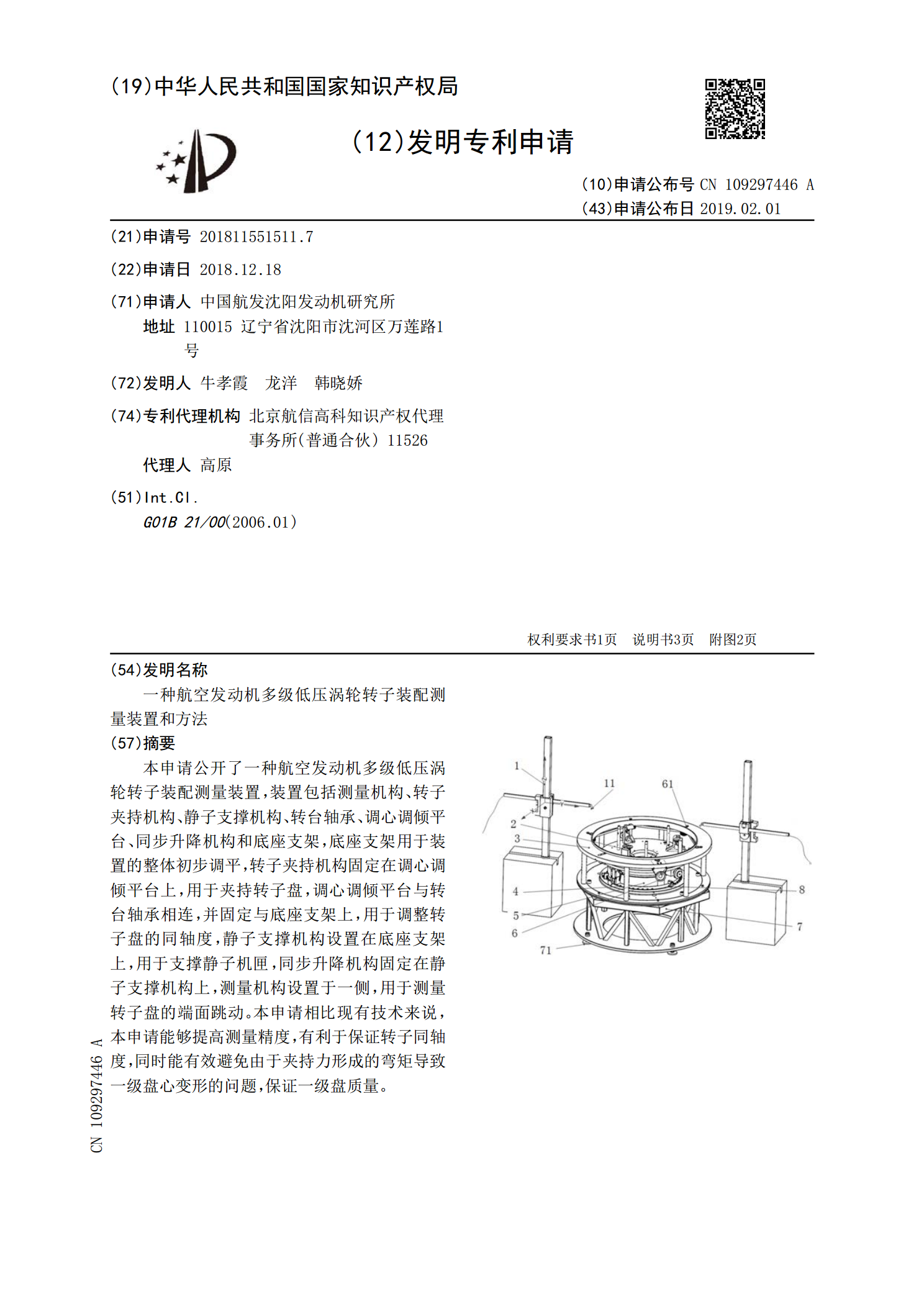
本申请公开了一种航空发动机多级低压涡轮转子装配测量装置,装置包括测量机构、转子夹持机构、静子支撑机构、转台轴承、调心调倾平台、同步升降机构和底座支架,底座支架用于装置的整体初步调平,转子夹持机构固定在调心调倾平台上,用于夹持转子盘,调心调倾平台与转台轴承相连,并固定与底座支架上,用于调整转子盘的同轴度,静子支撑机构设置在底座支架上,用于支撑静子机匣,同步升降机构固定在静子支撑机构上,测量机构设置于一侧,用于测量转子盘的端面跳动。本申请相比现有技术来说,本申请能够提高测量精度,有利于保证转子同轴度,同时能有
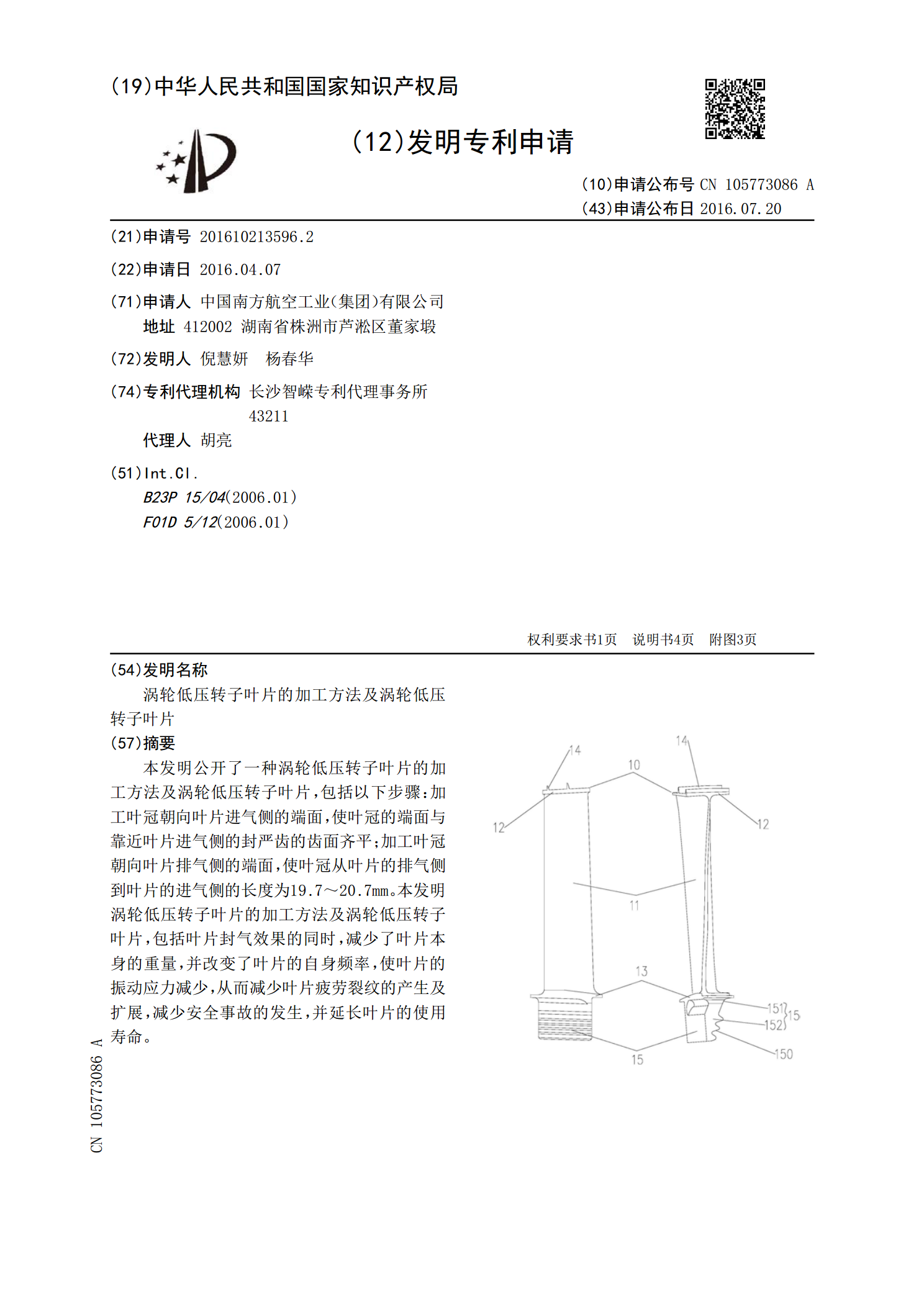
涡轮低压转子叶片的加工方法及涡轮低压转子叶片.pdf
本发明公开了一种涡轮低压转子叶片的加工方法及涡轮低压转子叶片,包括以下步骤:加工叶冠朝向叶片进气侧的端面,使叶冠的端面与靠近叶片进气侧的封严齿的齿面齐平;加工叶冠朝向叶片排气侧的端面,使叶冠从叶片的排气侧到叶片的进气侧的长度为19.7~20.7mm。本发明涡轮低压转子叶片的加工方法及涡轮低压转子叶片,包括叶片封气效果的同时,减少了叶片本身的重量,并改变了叶片的自身频率,使叶片的振动应力减少,从而减少叶片疲劳裂纹的产生及扩展,减少安全事故的发生,并延长叶片的使用寿命。
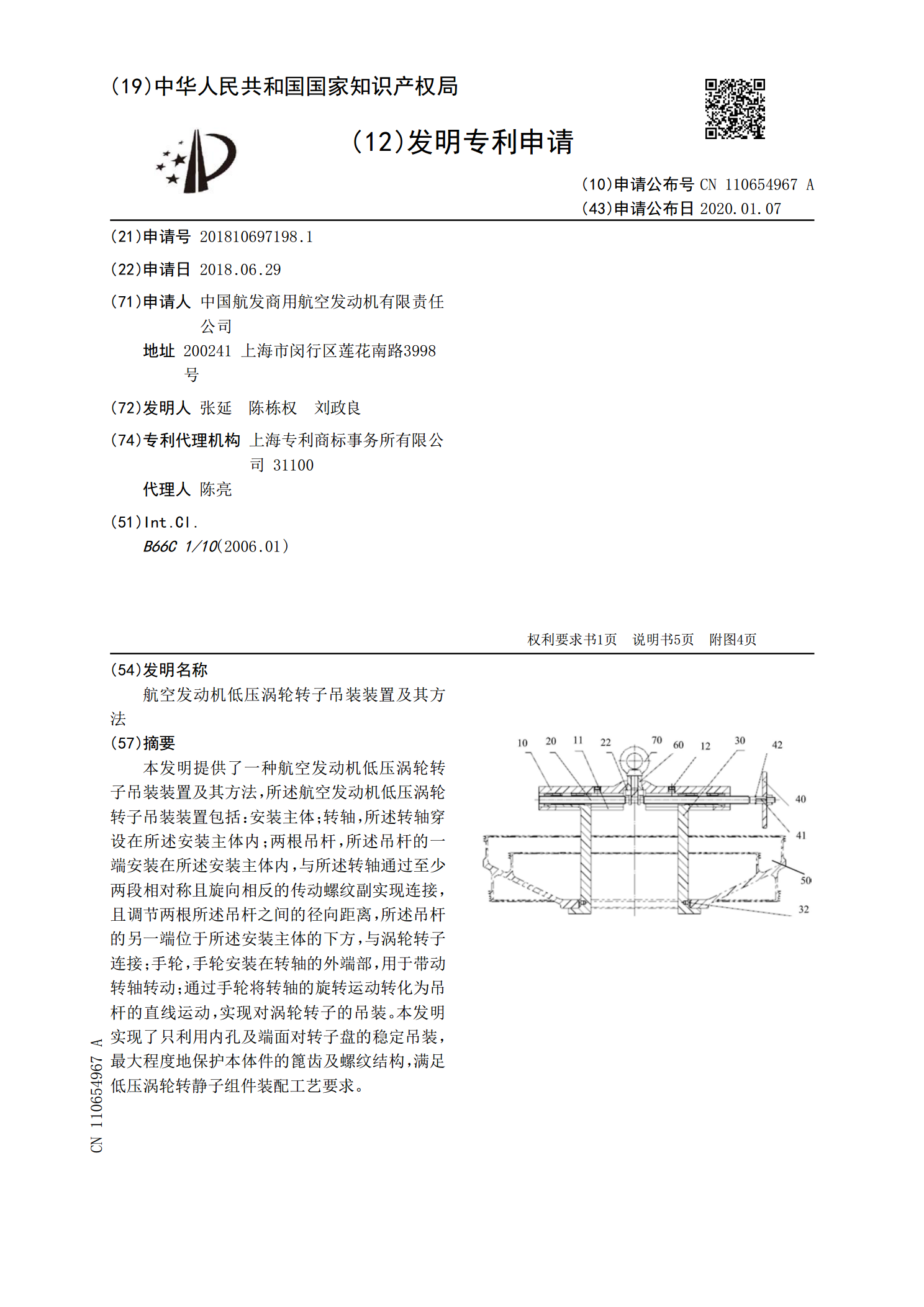
航空发动机低压涡轮转子吊装装置及其方法.pdf
本发明提供了一种航空发动机低压涡轮转子吊装装置及其方法,所述航空发动机低压涡轮转子吊装装置包括:安装主体;转轴,所述转轴穿设在所述安装主体内;两根吊杆,所述吊杆的一端安装在所述安装主体内,与所述转轴通过至少两段相对称且旋向相反的传动螺纹副实现连接,且调节两根所述吊杆之间的径向距离,所述吊杆的另一端位于所述安装主体的下方,与涡轮转子连接;手轮,手轮安装在转轴的外端部,用于带动转轴转动;通过手轮将转轴的旋转运动转化为吊杆的直线运动,实现对涡轮转子的吊装。本发明实现了只利用内孔及端面对转子盘的稳定吊装,最大程度

一种航空发动机低压涡轮轴-盘组件的装配方法.pdf
本发明公开了一种航空发动机低压涡轮轴‑盘组件的装配方法,包括以下步骤:工件安装;涡轮轴位姿调整;涡轮轴对接预装;转位式拧紧系统进给至前端作业区;拧紧轴拧紧;转位式拧紧系统退回。本发明采用低压涡轮轴‑盘轴线水平的装配方式,便于在对接过程中对长度较大的低压涡轮轴进行位置和姿态的精密调整,实现涡轮轴相对连接盘的对心定位校准和端面正确紧密贴合,提高对接装配精度。本发明应用涡轮轴位姿调整台,通过机械方式对低压涡轮轴进行定量位姿调整,代替传统人工操作吊具等经验式方法,避免人工反复试装与校正,提高对接效率,满足组件装配