
84工位磨片全自动成型机.pdf

代瑶****zy

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
84工位磨片全自动成型机.pdf
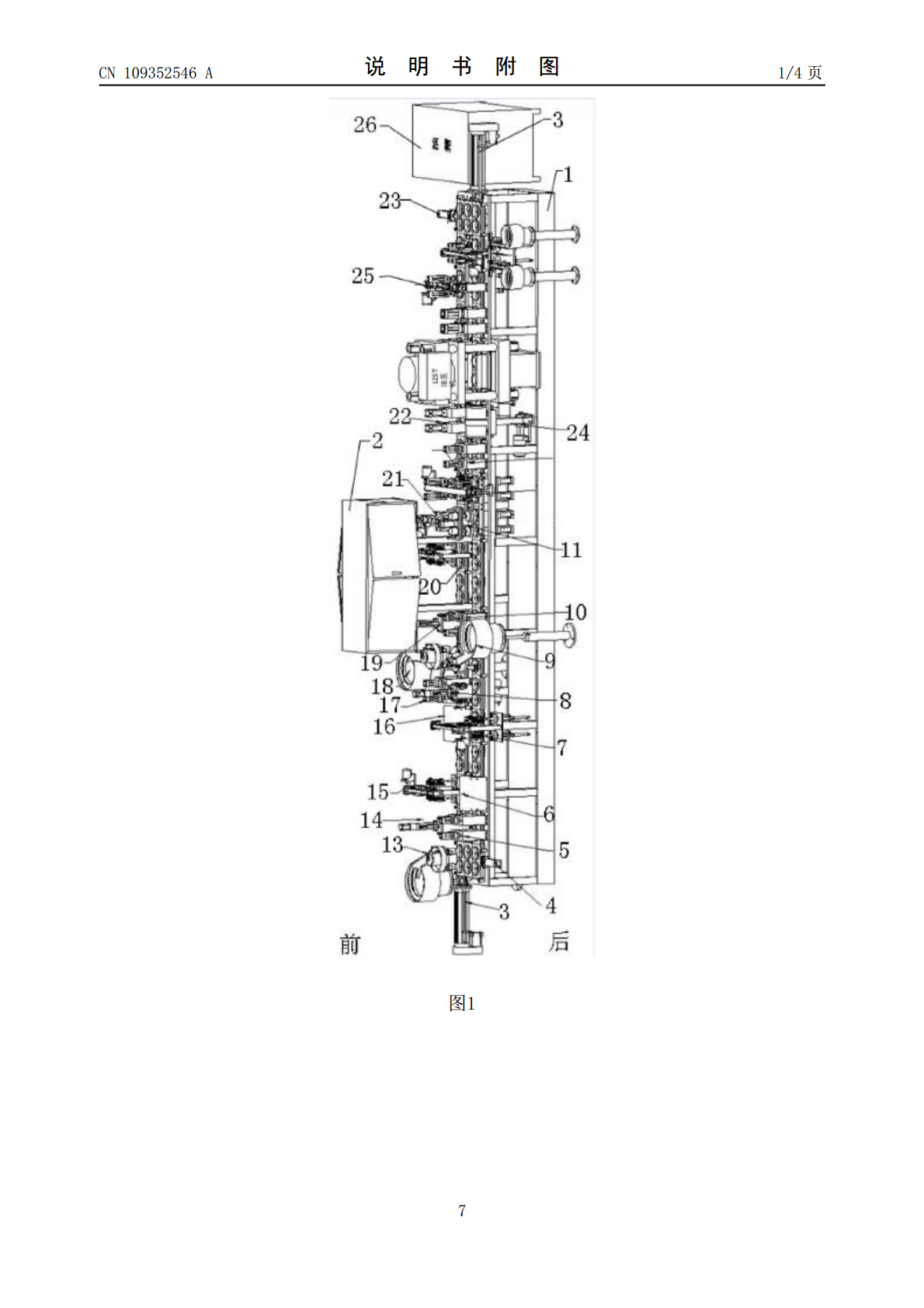
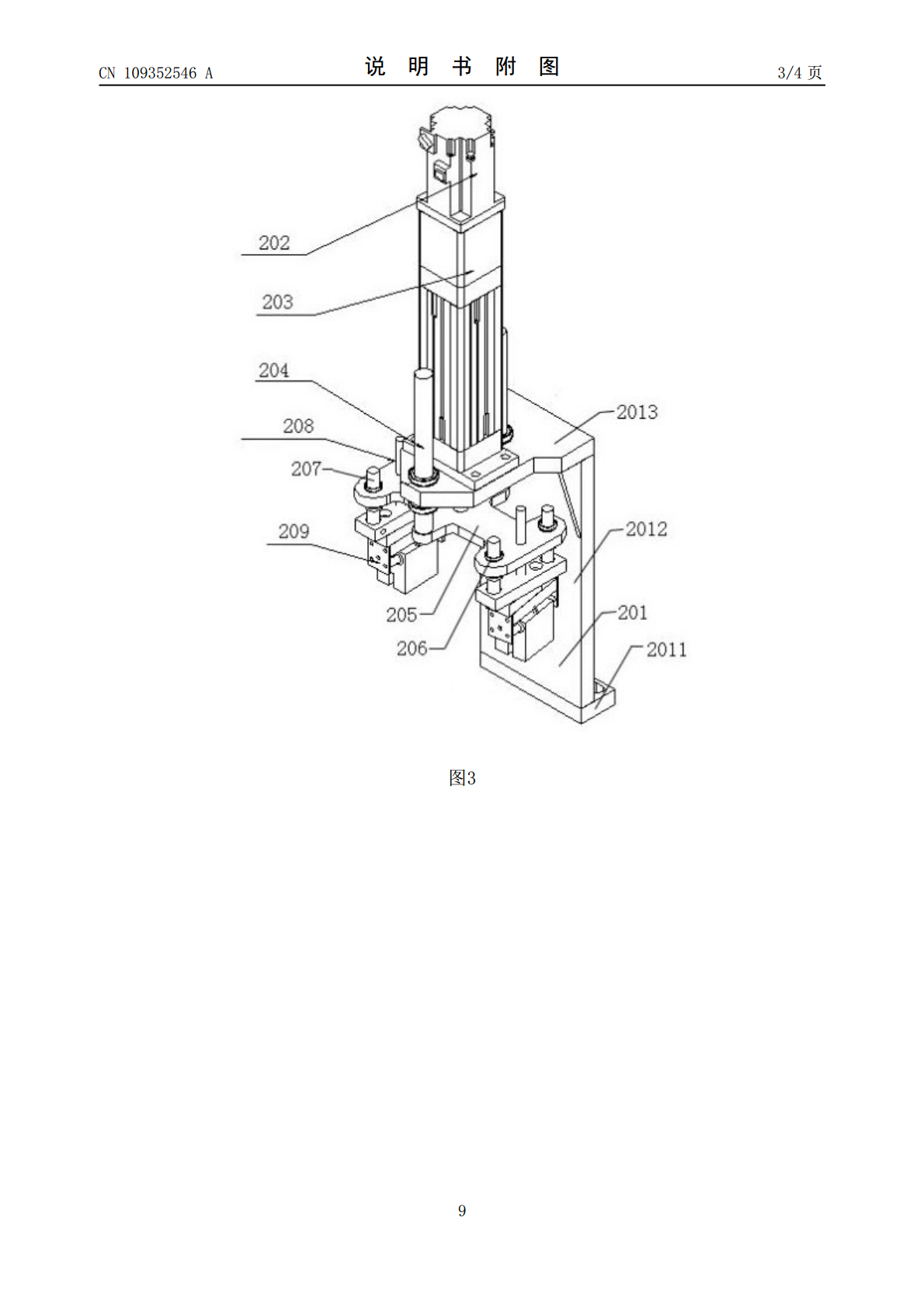
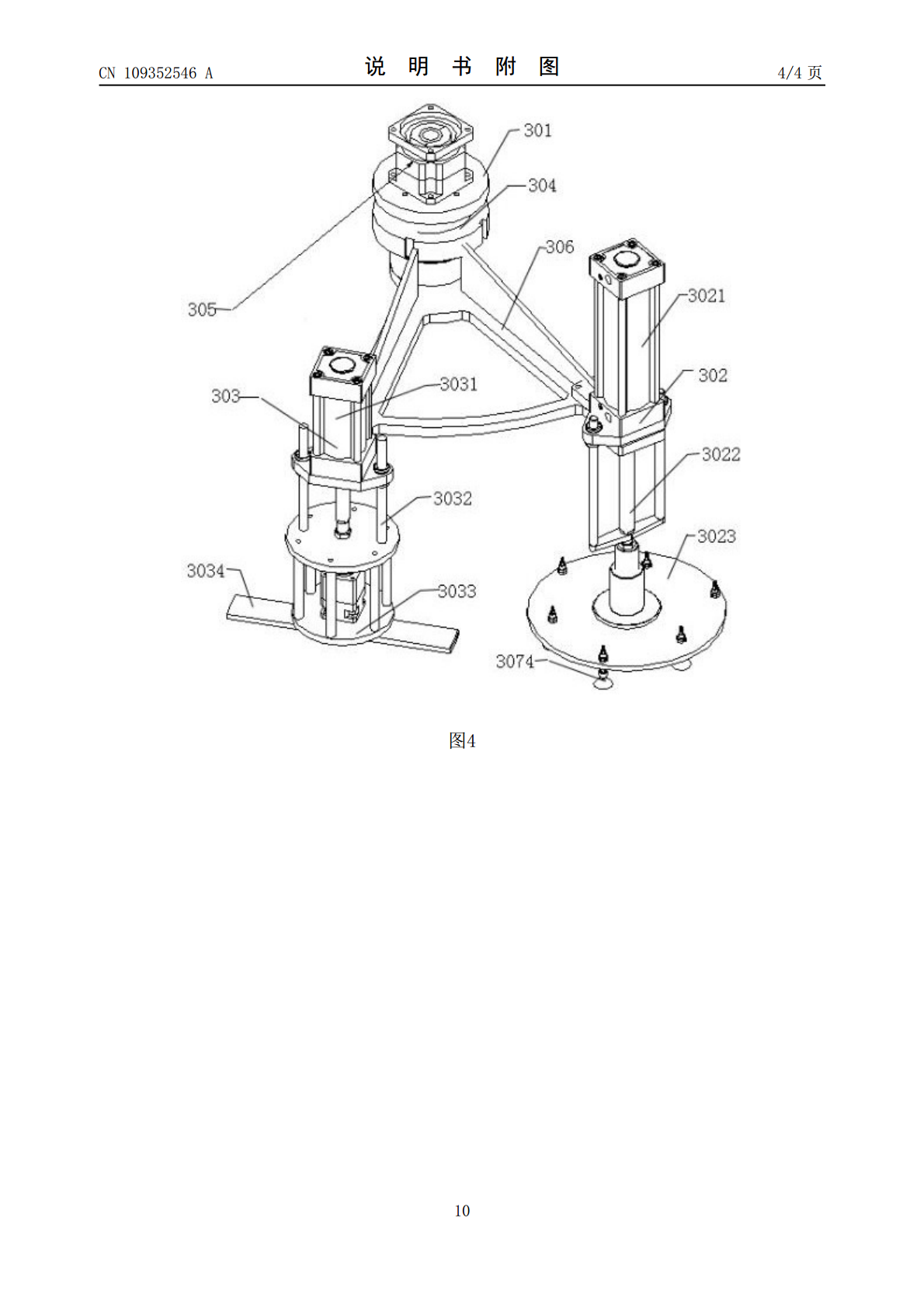
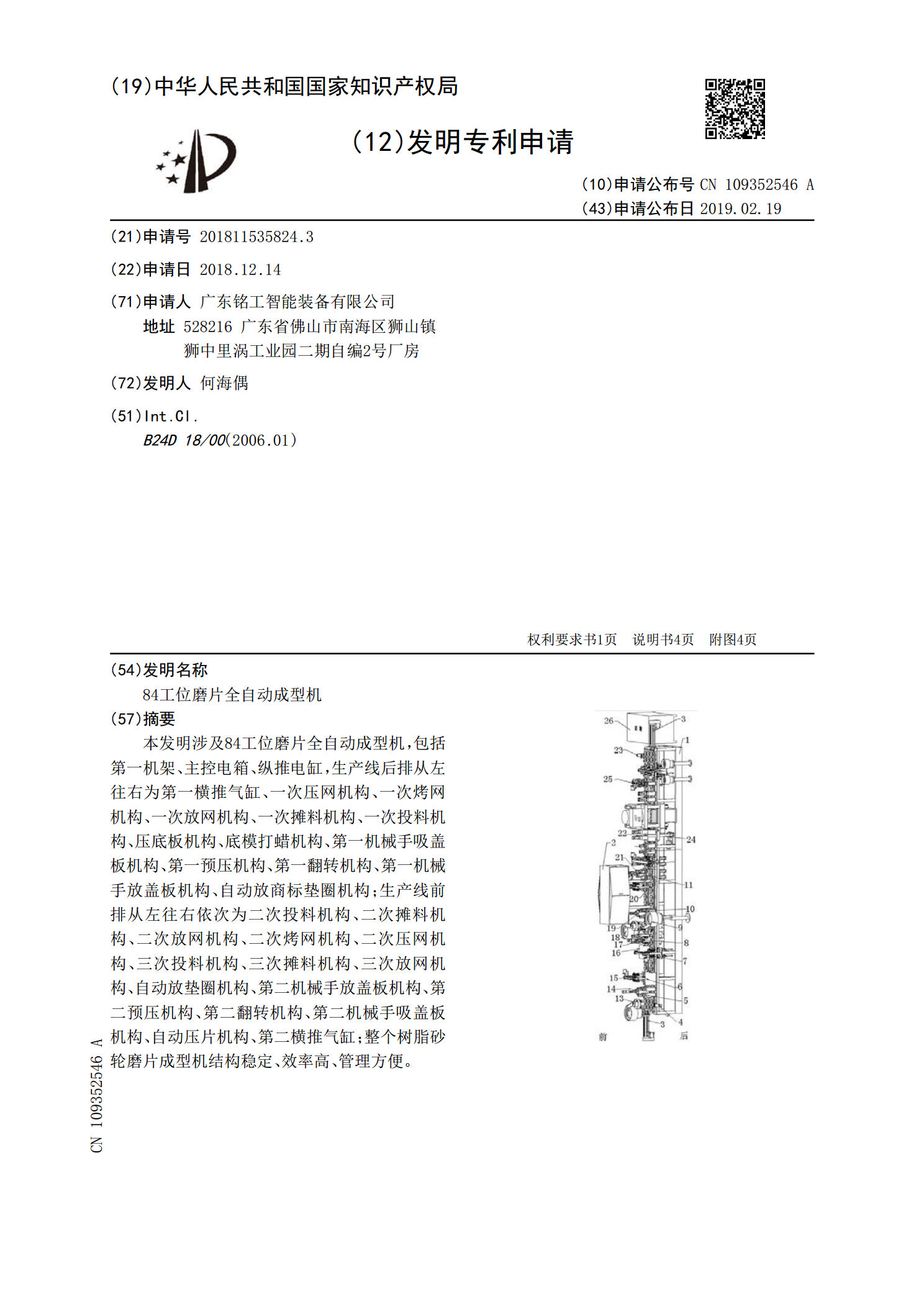
本发明涉及84工位磨片全自动成型机,包括第一机架、主控电箱、纵推电缸,生产线后排从左往右为第一横推气缸、一次压网机构、一次烤网机构、一次放网机构、一次摊料机构、一次投料机构、压底板机构、底模打蜡机构、第一机械手吸盖板机构、第一预压机构、第一翻转机构、第一机械手放盖板机构、自动放商标垫圈机构;生产线前排从左往右依次为二次投料机构、二次摊料机构、二次放网机构、二次烤网机构、二次压网机构、三次投料机构、三次摊料机构、三次放网机构、自动放垫圈机构、第二机械手放盖板机构、第二预压机构、第二翻转机构、第二机械手吸盖板
全自动回转式多工位砂轮成型机.pdf
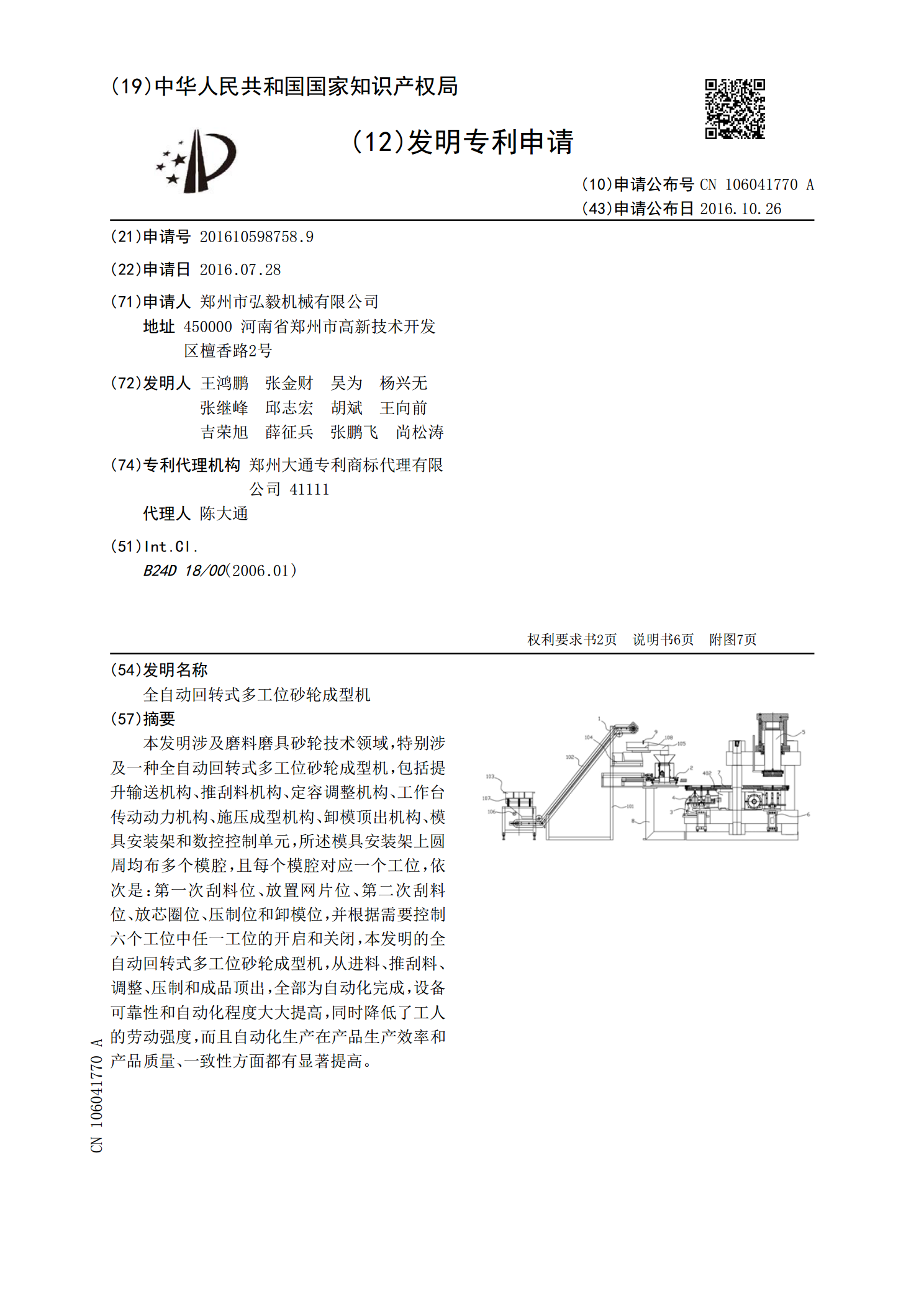
本发明涉及磨料磨具砂轮技术领域,特别涉及一种全自动回转式多工位砂轮成型机,包括提升输送机构、推刮料机构、定容调整机构、工作台传动动力机构、施压成型机构、卸模顶出机构、模具安装架和数控控制单元,所述模具安装架上圆周均布多个模腔,且每个模腔对应一个工位,依次是:第一次刮料位、放置网片位、第二次刮料位、放芯圈位、压制位和卸模位,并根据需要控制六个工位中任一工位的开启和关闭,本发明的全自动回转式多工位砂轮成型机,从进料、推刮料、调整、压制和成品顶出,全部为自动化完成,设备可靠性和自动化程度大大提高,同时降低了工人
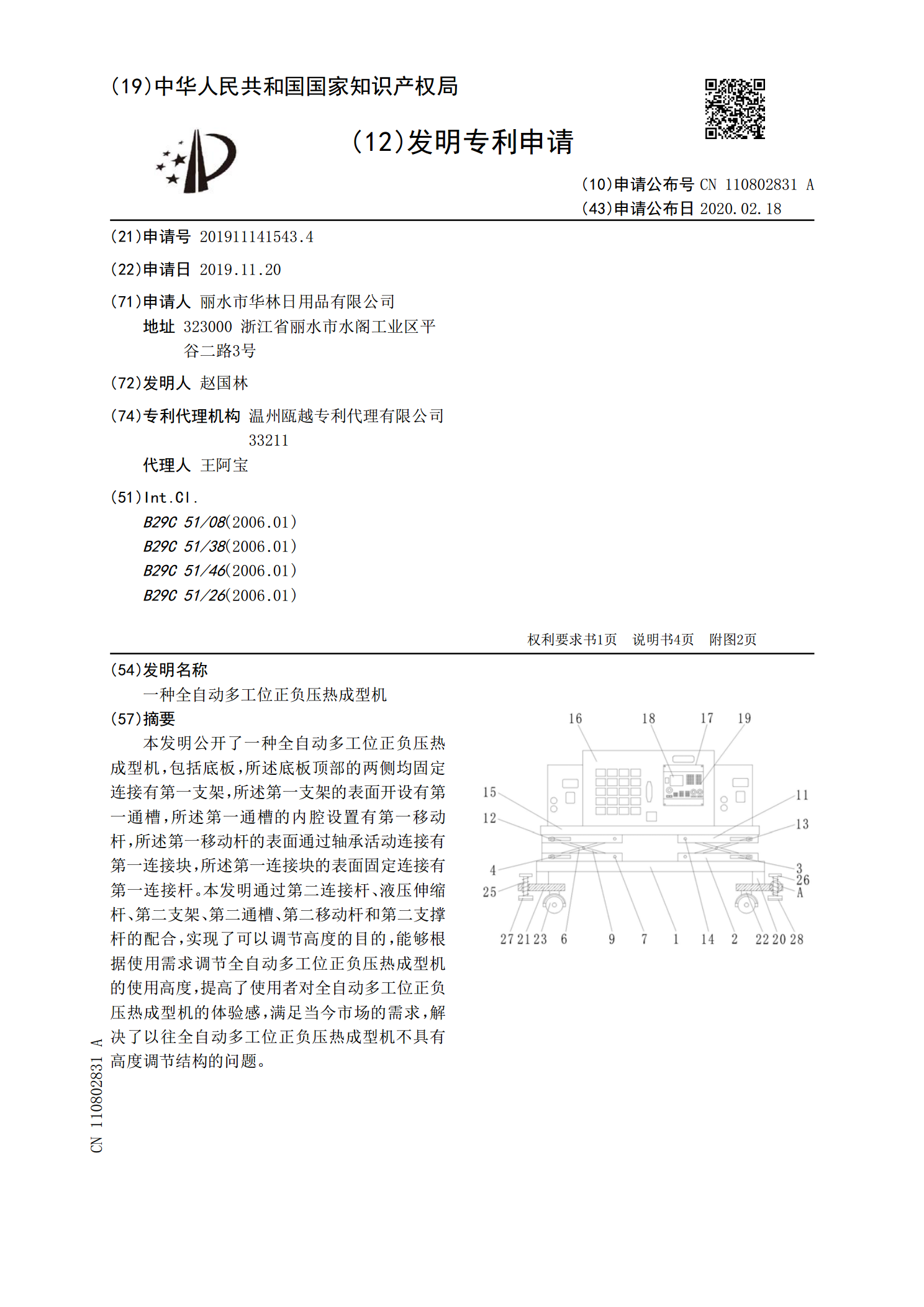
一种全自动多工位正负压热成型机.pdf
本发明公开了一种全自动多工位正负压热成型机,包括底板,所述底板顶部的两侧均固定连接有第一支架,所述第一支架的表面开设有第一通槽,所述第一通槽的内腔设置有第一移动杆,所述第一移动杆的表面通过轴承活动连接有第一连接块,所述第一连接块的表面固定连接有第一连接杆。本发明通过第二连接杆、液压伸缩杆、第二支架、第二通槽、第二移动杆和第二支撑杆的配合,实现了可以调节高度的目的,能够根据使用需求调节全自动多工位正负压热成型机的使用高度,提高了使用者对全自动多工位正负压热成型机的体验感,满足当今市场的需求,解决了以往全自动
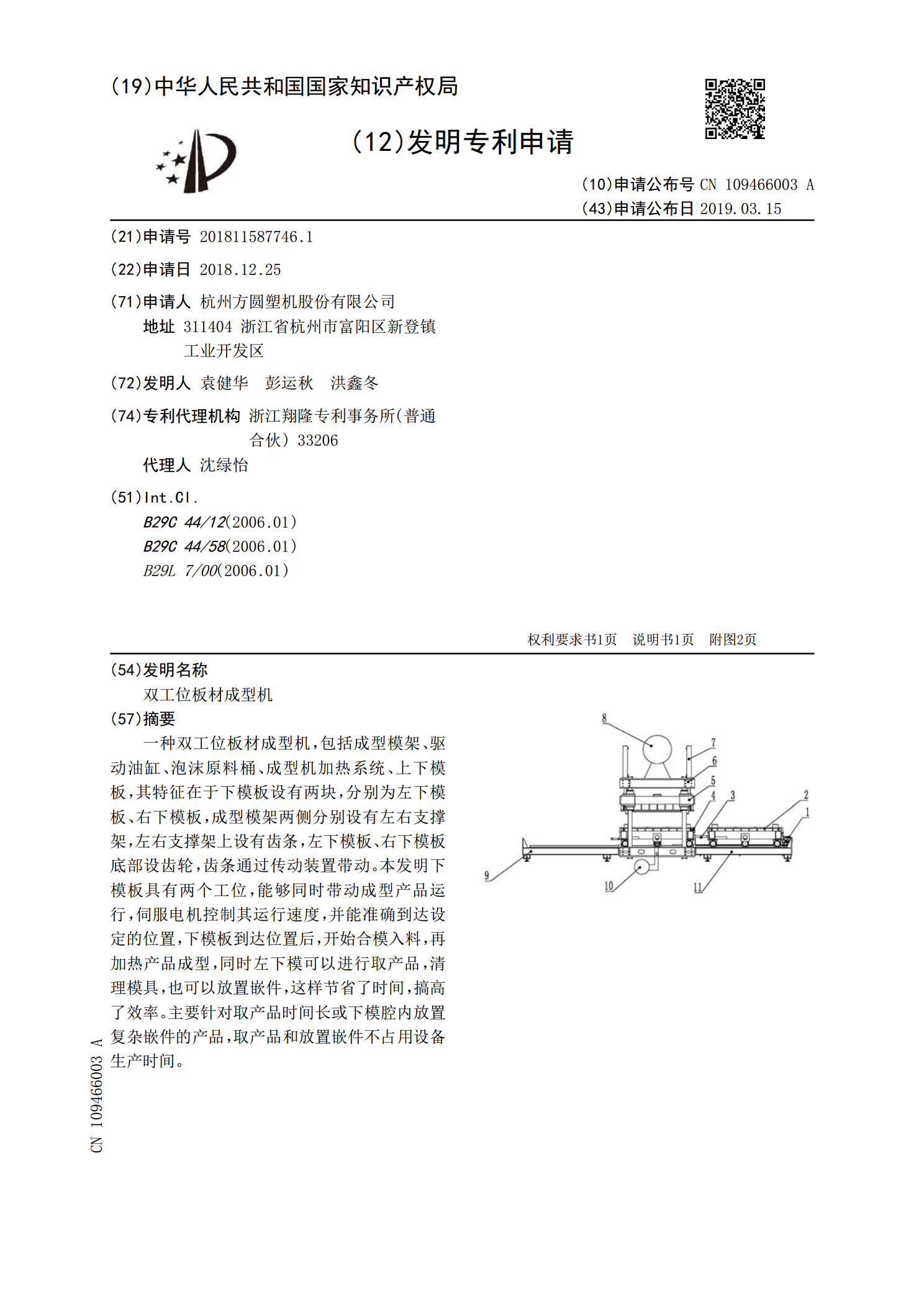
双工位板材成型机.pdf
一种双工位板材成型机,包括成型模架、驱动油缸、泡沫原料桶、成型机加热系统、上下模板,其特征在于下模板设有两块,分别为左下模板、右下模板,成型模架两侧分别设有左右支撑架,左右支撑架上设有齿条,左下模板、右下模板底部设齿轮,齿条通过传动装置带动。本发明下模板具有两个工位,能够同时带动成型产品运行,伺服电机控制其运行速度,并能准确到达设定的位置,下模板到达位置后,开始合模入料,再加热产品成型,同时左下模可以进行取产品,清理模具,也可以放置嵌件,这样节省了时间,搞高了效率。主要针对取产品时间长或下模腔内放置复杂嵌

全自动油条成型机.pdf
本发明涉及食品加工设备,特别是一种全自动油条成型机。包括机架、机架上固定的主机箱体和炸锅。通过主机箱体上半部两组压片滚轴压面片,下半部一组压坯滚轴将两面片挤压粘合形成面坯皮条;坯条经机械手拉长后放入炸锅,炸锅上设置链轮、链条、多组齿耙式机构,油锅上的自动翻滚和出锅装置对油条进行自动翻滚并在出口端将油条送至成品框槽,实现了油条的全自动化生产。解决了现有油条纯人工手工制作,成品大小不一,卫生不易达标且费时费力的问题。本发明小巧轻便、制作成本低,自动化程度高,可实现连续生产,干净卫生。