
一种鼓风机总成自动装配的方法.pdf

灵波****ng


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种鼓风机总成自动装配的方法.pdf
本发明公布了一种鼓风机总成自动装配的方法,它包括如下步骤;①、首先将定位固定工装(21)放置在台面横向导轨(2)上,预先将手动装配好的电机支架(0.1)及电机(0.4)、叶轮(0.5)分别放置到定位固定工装(21)、电机固定工装(18)、压头工装(14)上;定位固定工装(21)上的电机支架定位支撑块(21.15)、电机支架支撑销(21.8)、电机支架定位销(21.11)、线束插头支撑块(21.9)同时对电机支架(0.1)进行定位支撑和固定;它克服了现有技术中生产自动化水平较低的缺点,具有通过在底板上设置定

一种鼓风机总成自动装配机构.pdf
本发明公布了一种鼓风机总成自动装配机构,台面横向导轨(2)、工位一立柱(6)、工位二立柱(9)、工位三立柱(11)均位于所述的台面板(1)上表面,所述的工位二下气缸(20)和所述的楔形块气缸(23)位于所述的台面板(1)下表面;所述的横向导轨(2)由两根导轨组成,其中一个导轨的一端安装有台面横向导轨限位块(22),另一根导轨内设置有所述的丝杆(4),在所述的丝杆(4)的尾部设置有伺服电机(3);所述的定位固定工装(21)安装在所述的定位固定工装导轨连接底板(5);它克服了现有技术中生产自动化水平较低的缺点

一种自动装配水泵总成的系统和方法.pdf
本发明公开了一种自动装配水泵总成的系统和方法,该系统包括工装框架、环形自动带式输送线、输送托盘、控制机构、合格品料道和不合格品料道,输送托盘设置在环形自动带式输送线上,合格品料道和不合格品料道设置在环形自动带式输送线的下料端,环形自动带式输送线设置在工装框架内部,控制机构设置在工装框架外部,沿环形自动带式输送线外边缘依次设置人工上料工位、影像检测工位、自动涂胶工位、自动压轴承工位、自动压堵盖工位、自动压水封总成工位、自动检测水封总成工位、自动压法兰工位、自动压叶轮工位、自动动态校验工位、自动激光打标工位和
一种水阀总成半自动装配机构.pdf
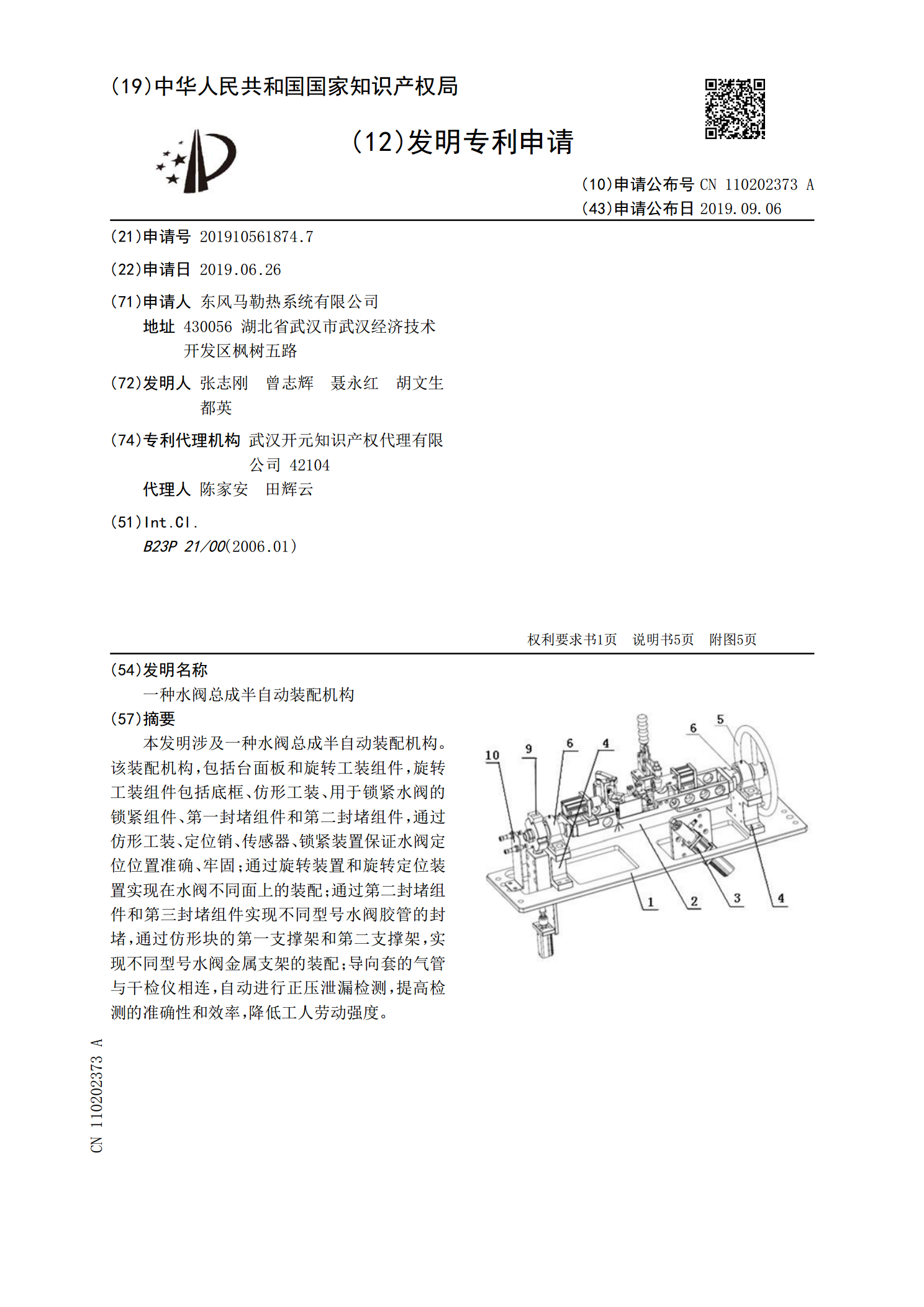
本发明涉及一种水阀总成半自动装配机构。该装配机构,包括台面板和旋转工装组件,旋转工装组件包括底框、仿形工装、用于锁紧水阀的锁紧组件、第一封堵组件和第二封堵组件,通过仿形工装、定位销、传感器、锁紧装置保证水阀定位位置准确、牢固;通过旋转装置和旋转定位装置实现在水阀不同面上的装配;通过第二封堵组件和第三封堵组件实现不同型号水阀胶管的封堵,通过仿形块的第一支撑架和第二支撑架,实现不同型号水阀金属支架的装配;导向套的气管与干检仪相连,自动进行正压泄漏检测,提高检测的准确性和效率,降低工人劳动强度。
一种装配工装以及燃烧活塞总成装配方法.pdf
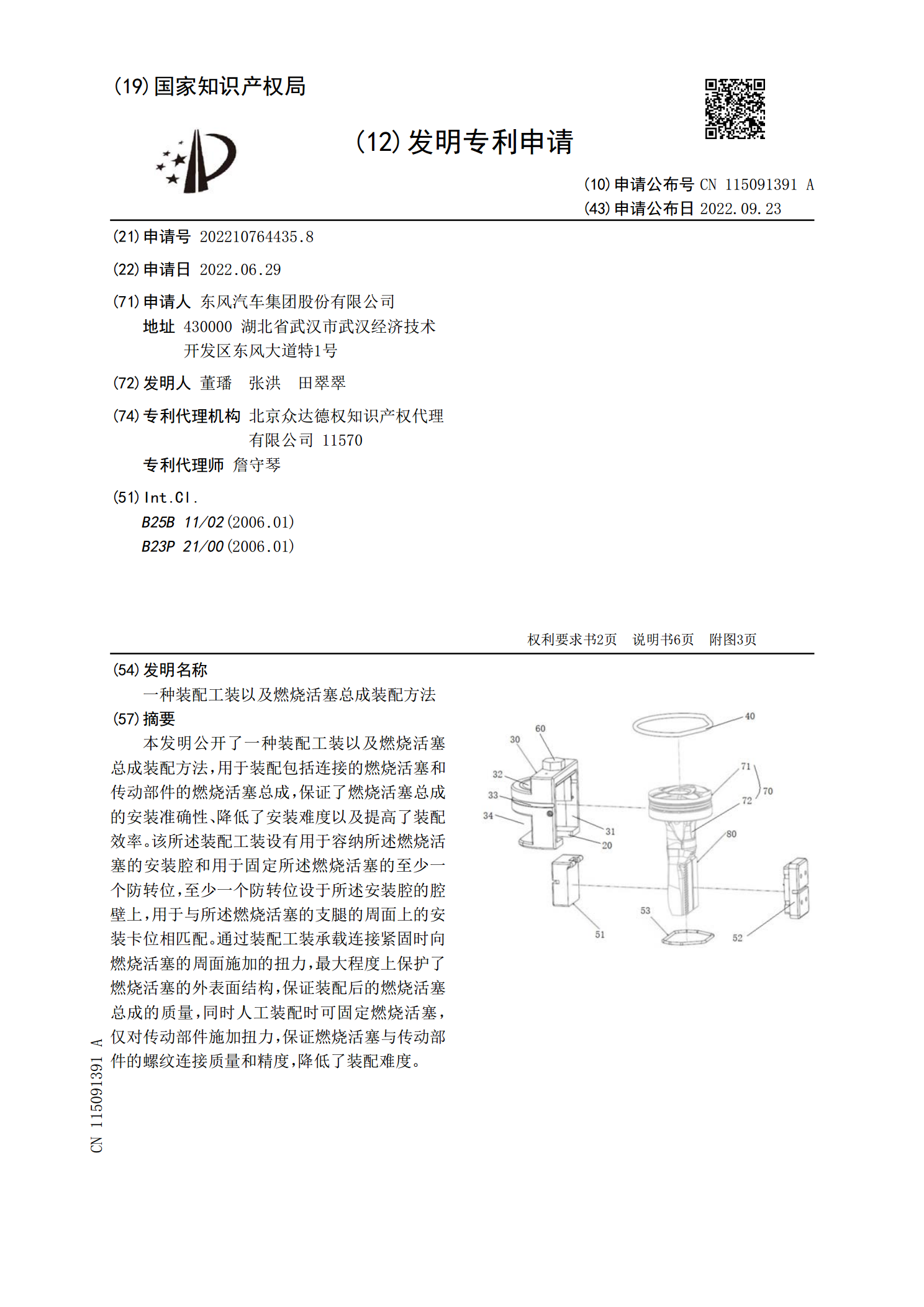
本发明公开了一种装配工装以及燃烧活塞总成装配方法,用于装配包括连接的燃烧活塞和传动部件的燃烧活塞总成,保证了燃烧活塞总成的安装准确性、降低了安装难度以及提高了装配效率。该所述装配工装设有用于容纳所述燃烧活塞的安装腔和用于固定所述燃烧活塞的至少一个防转位,至少一个防转位设于所述安装腔的腔壁上,用于与所述燃烧活塞的支腿的周面上的安装卡位相匹配。通过装配工装承载连接紧固时向燃烧活塞的周面施加的扭力,最大程度上保护了燃烧活塞的外表面结构,保证装配后的燃烧活塞总成的质量,同时人工装配时可固定燃烧活塞,仅对传动部件施