
一种柴油机传动齿轮啮合侧隙检测方法.pdf

小沛****文章

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种柴油机传动齿轮啮合侧隙检测方法.pdf
本发明公开了一种柴油机传动齿轮啮合侧隙检测方法,是通过转动齿轮对预热后的塑胶材料进行挤压变形,利用被挤压后塑胶材料的厚度来判断被测齿轮的齿轮间隙值;该方法包括如下步骤:S1,预热处理,选取一根塑胶条,将其加热至温度T;S2,挤压变形,将预热后的塑胶条放在靠近啮合齿的齿槽上,转动一圈齿轮使啮合齿对塑胶条挤压变形;S3,挤压成型,继续转动齿轮使啮合齿轮对塑胶条挤压,并保持时间H;S4,厚度测量,将挤压成型后的塑胶条取下,用检具测量塑胶条被挤压部位的厚度,获得齿轮间隙值。利用该方法能够快速、便捷的测量出齿轮间隙
一种可动态调节齿轮啮合侧隙的齿轮组.pdf
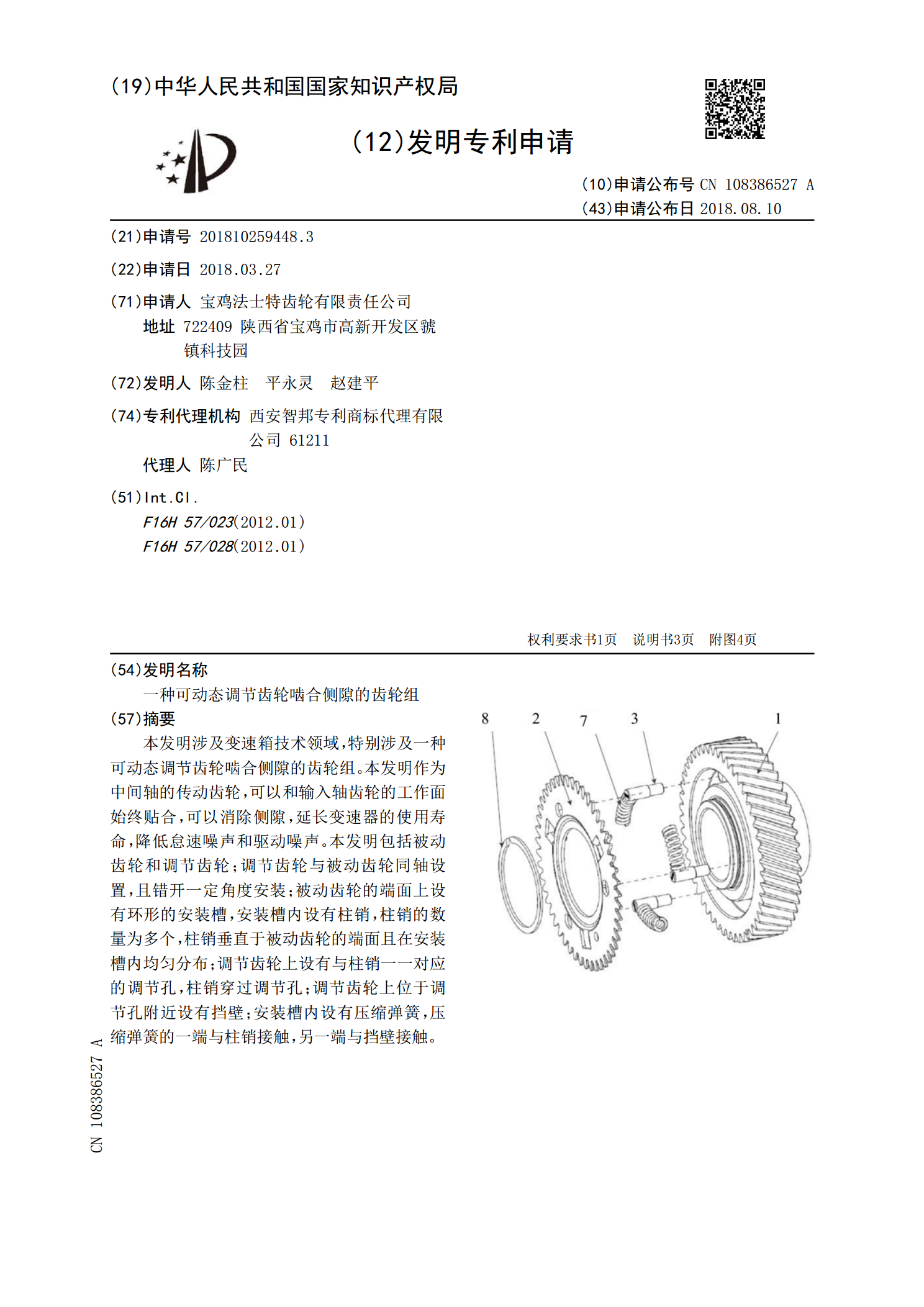
本发明涉及变速箱技术领域,特别涉及一种可动态调节齿轮啮合侧隙的齿轮组。本发明作为中间轴的传动齿轮,可以和输入轴齿轮的工作面始终贴合,可以消除侧隙,延长变速器的使用寿命,降低怠速噪声和驱动噪声。本发明包括被动齿轮和调节齿轮;调节齿轮与被动齿轮同轴设置,且错开一定角度安装;被动齿轮的端面上设有环形的安装槽,安装槽内设有柱销,柱销的数量为多个,柱销垂直于被动齿轮的端面且在安装槽内均匀分布;调节齿轮上设有与柱销一一对应的调节孔,柱销穿过调节孔;调节齿轮上位于调节孔附近设有挡壁;安装槽内设有压缩弹簧,压缩弹簧的一端
一种检测调整内啮合齿轮侧隙的装置及其使用方法.pdf
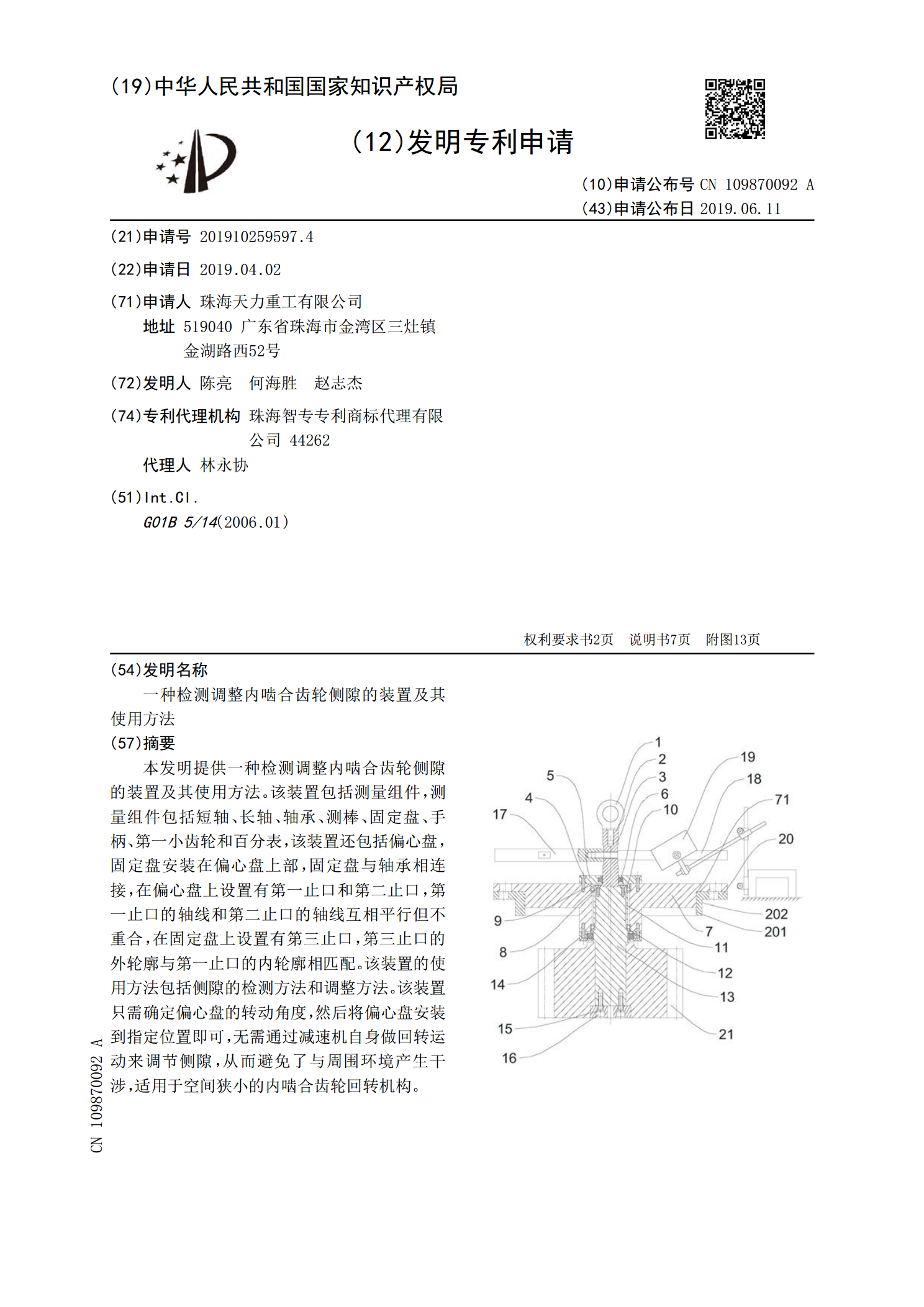
本发明提供一种检测调整内啮合齿轮侧隙的装置及其使用方法。该装置包括测量组件,测量组件包括短轴、长轴、轴承、测棒、固定盘、手柄、第一小齿轮和百分表,该装置还包括偏心盘,固定盘安装在偏心盘上部,固定盘与轴承相连接,在偏心盘上设置有第一止口和第二止口,第一止口的轴线和第二止口的轴线互相平行但不重合,在固定盘上设置有第三止口,第三止口的外轮廓与第一止口的内轮廓相匹配。该装置的使用方法包括侧隙的检测方法和调整方法。该装置只需确定偏心盘的转动角度,然后将偏心盘安装到指定位置即可,无需通过减速机自身做回转运动来调节侧隙

无侧隙齿轮传动副.pdf
本发明公开了一种无侧隙齿轮传动副,齿轮采用渐变的切向变位,切向变位系数沿齿轮盘轴线方向从小到大按一定的规律变化,使轮齿的两齿面形成一定的夹角,主动齿轮和从动齿轮分别设有与轮齿由厚变薄的方向相同的轴向预紧力,通过调整相互啮合齿轮的轴向相对位置即可调整啮合侧隙,利用轴向预紧力,避免主动或从动齿轮后退,因而施加反向轴向力,并使传动过程中消除回差过程柔和,避免出现顿挫,具有结构简单,体积小等优点;还可利用径向变位的形式,可以补偿切向变位对齿厚的影响,保证齿轮轮齿强度,利于增加啮合的重合度,承载能力高,适合于精密传
一种齿轮传动消除侧隙机构.pdf
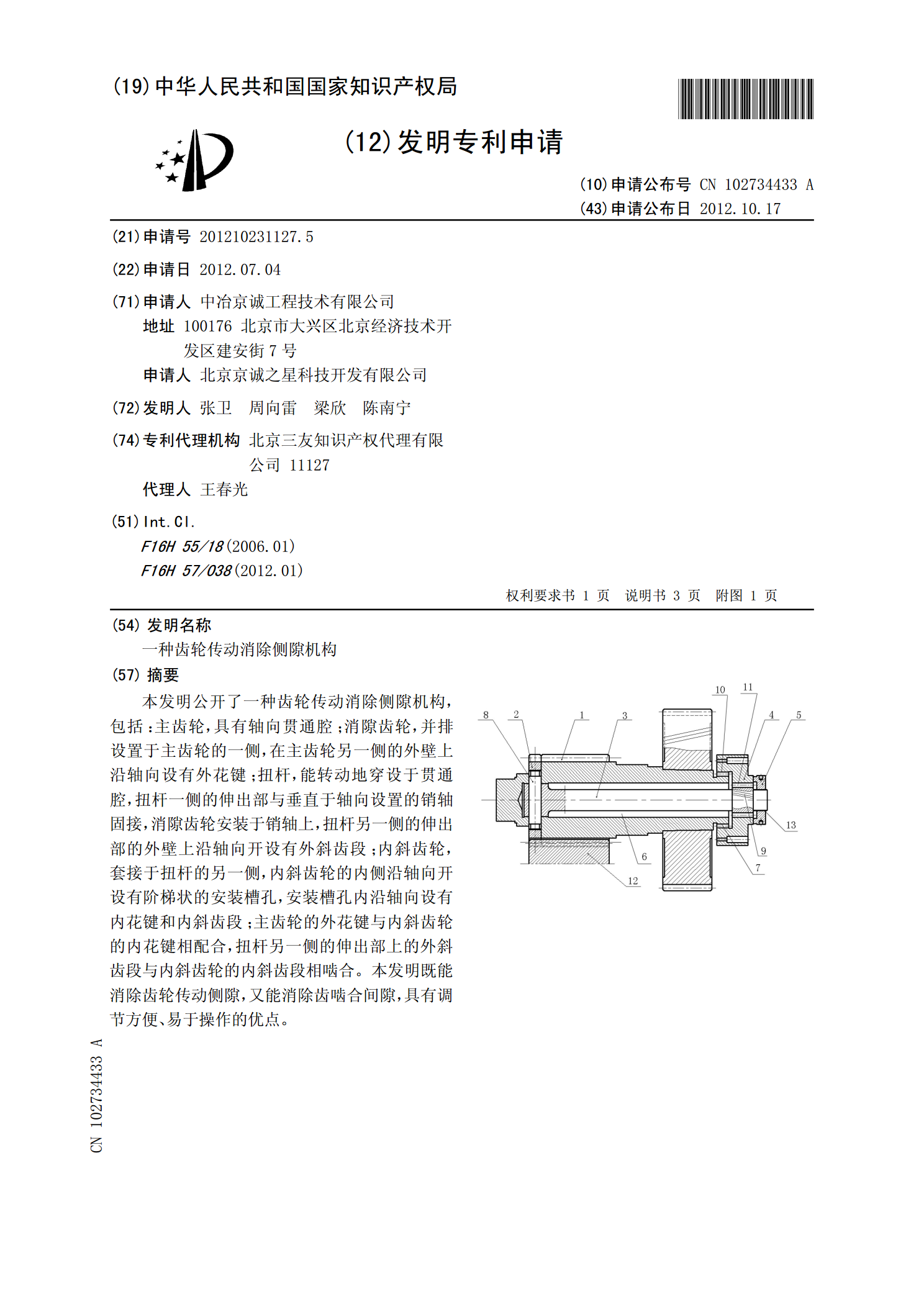
本发明公开了一种齿轮传动消除侧隙机构,包括:主齿轮,具有轴向贯通腔;消隙齿轮,并排设置于主齿轮的一侧,在主齿轮另一侧的外壁上沿轴向设有外花键;扭杆,能转动地穿设于贯通腔,扭杆一侧的伸出部与垂直于轴向设置的销轴固接,消隙齿轮安装于销轴上,扭杆另一侧的伸出部的外壁上沿轴向开设有外斜齿段;内斜齿轮,套接于扭杆的另一侧,内斜齿轮的内侧沿轴向开设有阶梯状的安装槽孔,安装槽孔内沿轴向设有内花键和内斜齿段;主齿轮的外花键与内斜齿轮的内花键相配合,扭杆另一侧的伸出部上的外斜齿段与内斜齿轮的内斜齿段相啮合。本发明既能消除齿