
复合材料多筋壁板成型工艺.pdf

文光****iu

1/9
2/9
3/9
4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

复合材料多筋壁板成型工艺.pdf
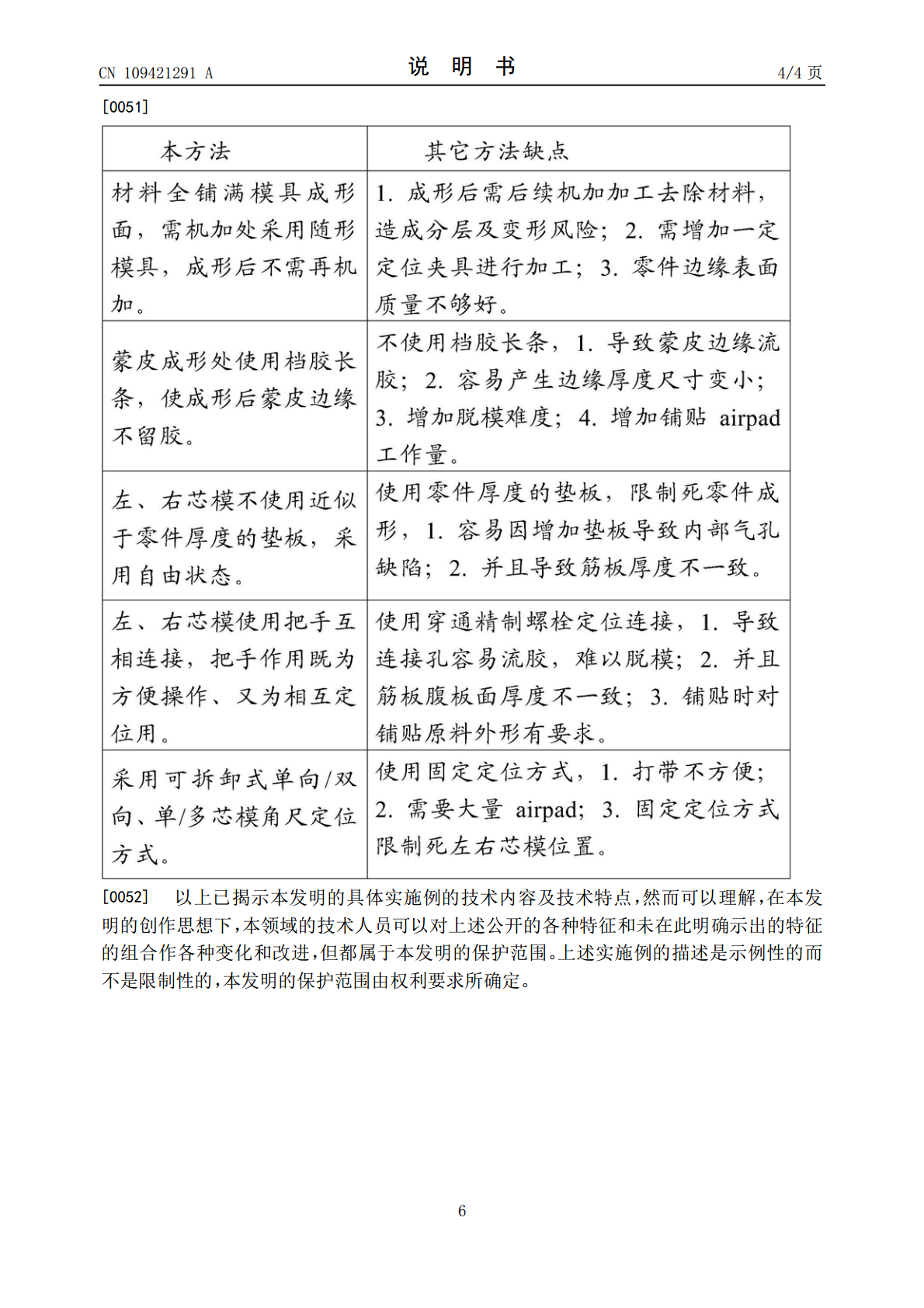
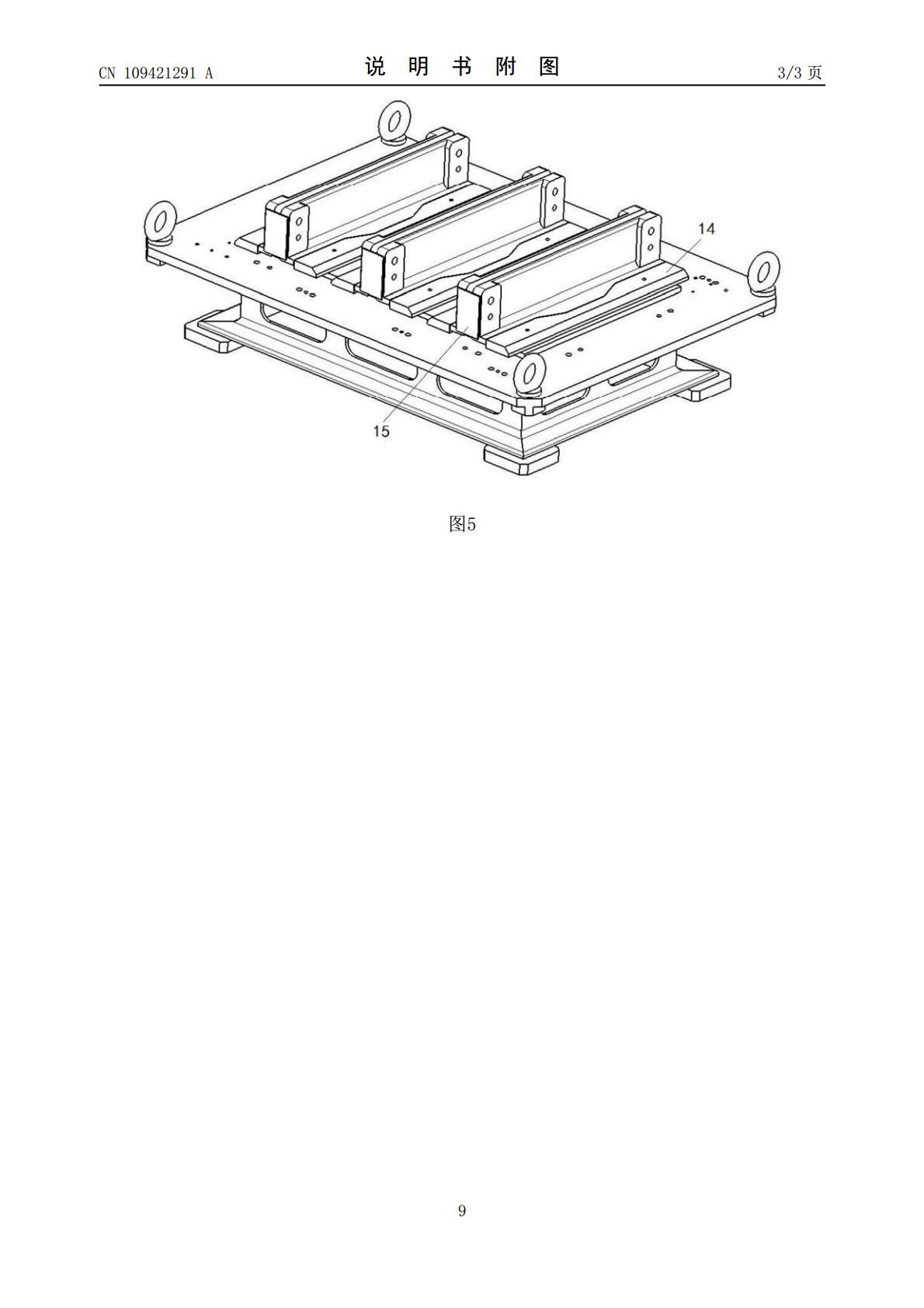
本发明提供一种复合材料多筋壁板成型工艺,包括步骤:在平台上铺贴复合材料,四周采用四根长档条限制外形;使用热压罐成型方法形成蒙皮零件;使用钻模板在蒙皮零件的余量区钻出至少两个工艺孔;在L形的左芯模和右芯模的垂直部分上铺贴复合材料,使用把手将左芯模和右芯模合模;使用定位组件将合模后的左芯模和右芯模放置到蒙皮零件上;沿蒙皮零件的长度方向放置相互平行的多组左芯模和右芯模;去除把手和定位组件,制真空袋,放入热压罐固化成型;以及成型后利用钻出的工艺孔定位,加工壁板板面高度以及蒙皮零件外轮廓,成型到最终零件状态。

复合材料T型加筋壁板成型工艺设计与验证.docx
复合材料T型加筋壁板成型工艺设计与验证标题:复合材料T型加筋壁板成型工艺设计与验证摘要:随着航空航天、汽车、船舶等行业的快速发展,对于轻量化、高强度和材料性能多样化的需求也越来越大。复合材料由于其优异的性能,成为一种被广泛研究和应用的材料。本文以T型加筋壁板为研究对象,通过设计与验证不同工艺参数的成型工艺,研究其成型过程中的工艺性能和材料性能。1.引言1.1研究背景1.2研究目的2.复合材料T型加筋壁板成型工艺设计2.1材料选择2.2成型工艺设计3.工艺参数对成型效果的影响3.1工艺参数的选择3.2工艺参

泡沫填充帽形加筋结构复合材料壁板成型工艺研究.docx
泡沫填充帽形加筋结构复合材料壁板成型工艺研究随着科技的飞速发展,复合材料作为一种新型材料不断被应用到各个领域中。其中,泡沫填充帽形加筋结构复合材料壁板作为一种新型建材,具备较高的强度、抗震性、隔音性能和防火性能,在现代建筑中得到了广泛应用。本文就此进行一些探讨。一、泡沫填充帽形加筋结构复合材料壁板的特点1.1强度高泡沫填充帽形加筋结构复合材料壁板采用的是钢壳和泡沫填充材料相结合的设计,钢壳具有较高的强度和刚度,泡沫填充材料又能使钢壳保持一定的柔韧性,因此该结构具有较高的抗弯强度和抗压强度。1.2抗震性好当

一种陶瓷基复合材料加筋壁板的整体成型方法.pdf
本发明涉及一种陶瓷基复合材料加筋壁板的整体成型方法,包括步骤:通过铺层‑缝合工艺在缝合模具上制备加筋壁板预制体;将加筋壁板预制体置于化学气相沉积炉通过化学气相渗透法进行界面层的沉积;将沉积界面层的加筋壁板预制体装入定型模具完成定型;采用聚碳硅烷真空浸渍加筋壁板预制体,随后在真空环境下高温裂解,完成一次浸渍‑裂解循环;重复浸渍‑裂解循环直至加筋壁板预制体的致密化。该陶瓷基复合材料加筋壁板的整体成型方法的目的是解决现有小尺寸陶瓷基复合材料加筋壁板中筋板与壁板连接强度不高、易产生缺陷和制备周期长的问题。
帽型加筋壁板成型工装及其成型方法.pdf
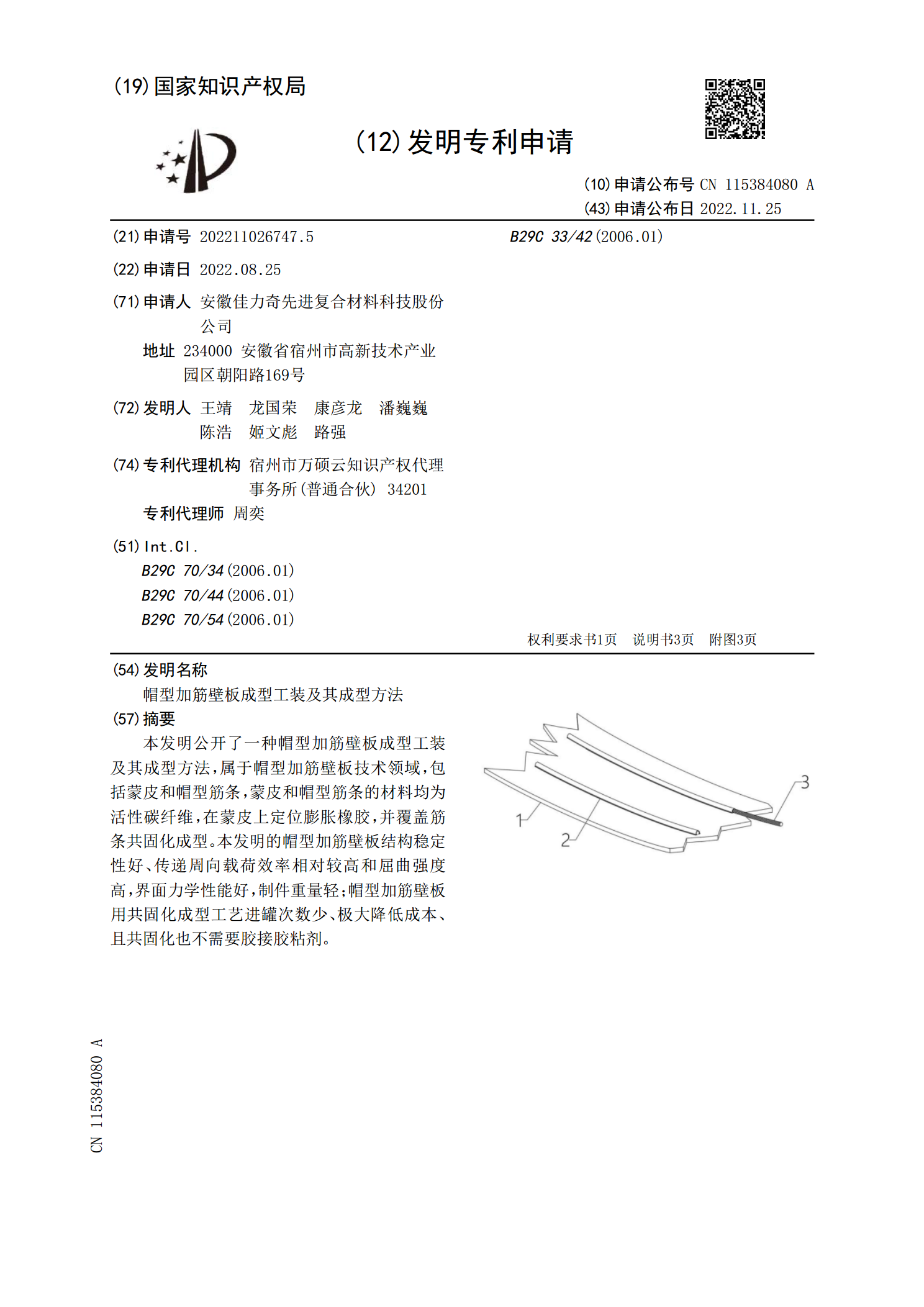
本发明公开了一种帽型加筋壁板成型工装及其成型方法,属于帽型加筋壁板技术领域,包括蒙皮和帽型筋条,蒙皮和帽型筋条的材料均为活性碳纤维,在蒙皮上定位膨胀橡胶,并覆盖筋条共固化成型。本发明的帽型加筋壁板结构稳定性好、传递周向载荷效率相对较高和屈曲强度高,界面力学性能好,制件重量轻;帽型加筋壁板用共固化成型工艺进罐次数少、极大降低成本、且共固化也不需要胶接胶粘剂。