
一种陶瓷基复合材料加筋壁板的整体成型方法.pdf

丹烟****魔王

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种陶瓷基复合材料加筋壁板的整体成型方法.pdf
本发明涉及一种陶瓷基复合材料加筋壁板的整体成型方法,包括步骤:通过铺层‑缝合工艺在缝合模具上制备加筋壁板预制体;将加筋壁板预制体置于化学气相沉积炉通过化学气相渗透法进行界面层的沉积;将沉积界面层的加筋壁板预制体装入定型模具完成定型;采用聚碳硅烷真空浸渍加筋壁板预制体,随后在真空环境下高温裂解,完成一次浸渍‑裂解循环;重复浸渍‑裂解循环直至加筋壁板预制体的致密化。该陶瓷基复合材料加筋壁板的整体成型方法的目的是解决现有小尺寸陶瓷基复合材料加筋壁板中筋板与壁板连接强度不高、易产生缺陷和制备周期长的问题。

一种复合材料双面加筋壁板的热压罐整体成型方法.pdf
本发明属于复合材料成型技术领域,涉及一种复合材料双面加筋壁板的热压罐整体成型方法。本发明通过在成型工装上相对于壁板内型面筋条的位置加工出凹槽,然后将预先处理好的内型面筋条放进工装,在工装型面上铺叠蒙皮,最后与外型面筋条共胶接/共固化成型壁板。采用本发明技术的成型方法,可共胶接(Co-bonding)/共固化(Co-curing)出双面纵横加筋壁板、梁等复合材料构件。可有效减少热压罐的使用,大大降低生产成本,避免因多次热历程对复合材料构件性能产生影响,降低工艺风险。

一种U形单元加筋壁板的整体成型方法.pdf
本发明是一种U形单元加筋壁板的整体成型方法,该方法在蒙皮成型模具6和单元成型模具7上铺叠预浸料,然后将其组装在一起,在固化之前取出单元成型模具7,而只保留蒙皮成型模具6,该方法能够满足零件内部成型质量、立筋垂直度要求,同时提高模具温度场均匀性,保证了产品的质量,制造周期短,降低了生产成本。该方法制备的U形单元加筋壁板整体化程度高,减重效果好,安全性高,为复合材料在大型飞机应用提供一重要关键技术。
帽型加筋壁板成型工装及其成型方法.pdf
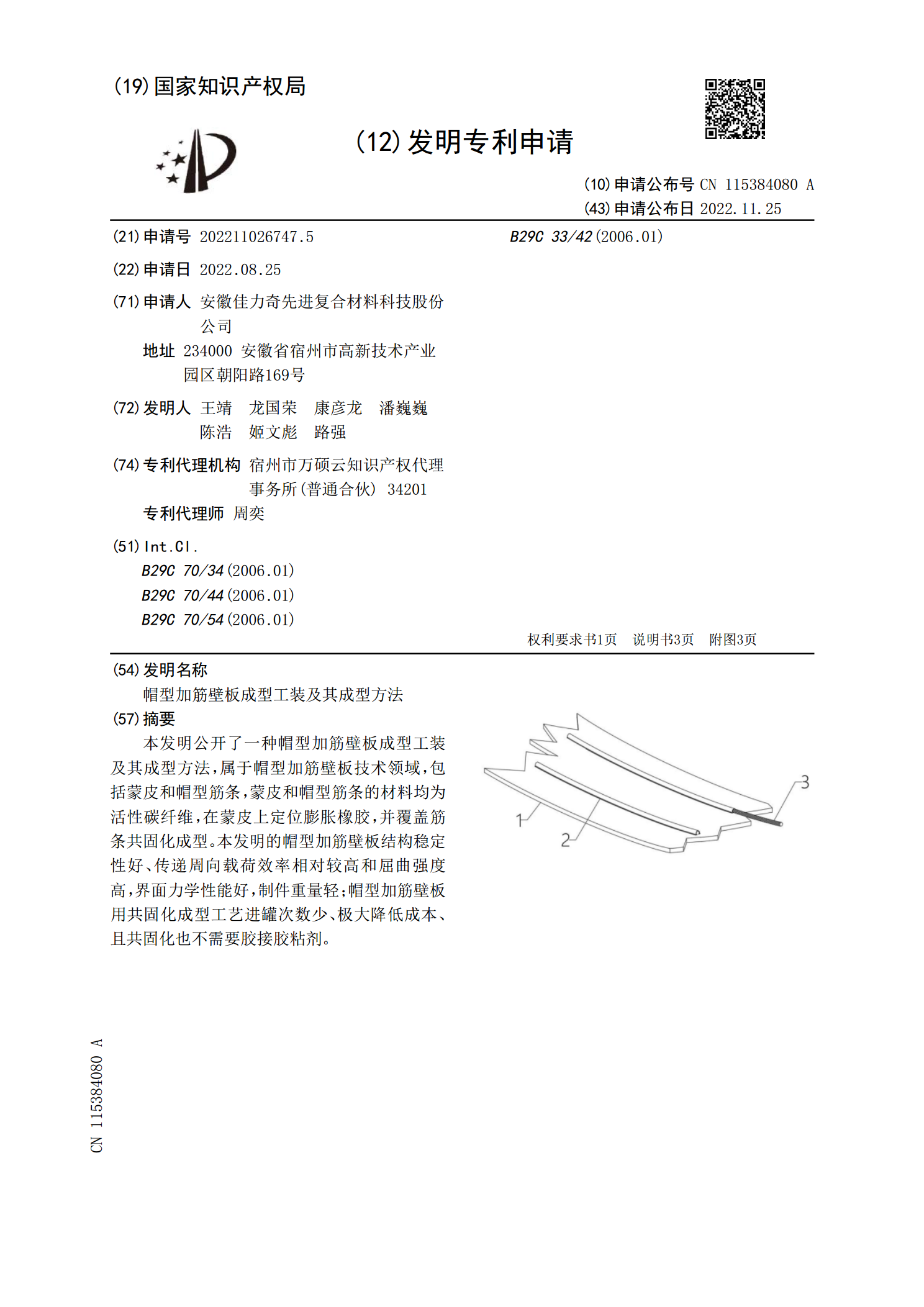
本发明公开了一种帽型加筋壁板成型工装及其成型方法,属于帽型加筋壁板技术领域,包括蒙皮和帽型筋条,蒙皮和帽型筋条的材料均为活性碳纤维,在蒙皮上定位膨胀橡胶,并覆盖筋条共固化成型。本发明的帽型加筋壁板结构稳定性好、传递周向载荷效率相对较高和屈曲强度高,界面力学性能好,制件重量轻;帽型加筋壁板用共固化成型工艺进罐次数少、极大降低成本、且共固化也不需要胶接胶粘剂。

复合材料T型加筋壁板成型工艺设计与验证.docx
复合材料T型加筋壁板成型工艺设计与验证标题:复合材料T型加筋壁板成型工艺设计与验证摘要:随着航空航天、汽车、船舶等行业的快速发展,对于轻量化、高强度和材料性能多样化的需求也越来越大。复合材料由于其优异的性能,成为一种被广泛研究和应用的材料。本文以T型加筋壁板为研究对象,通过设计与验证不同工艺参数的成型工艺,研究其成型过程中的工艺性能和材料性能。1.引言1.1研究背景1.2研究目的2.复合材料T型加筋壁板成型工艺设计2.1材料选择2.2成型工艺设计3.工艺参数对成型效果的影响3.1工艺参数的选择3.2工艺参