
精密复合磨削偶件外圆、锥面的磨削方法及磨削机床.pdf

一吃****书竹

1/9
2/9

3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
精密复合磨削偶件外圆、锥面的磨削方法及磨削机床.pdf
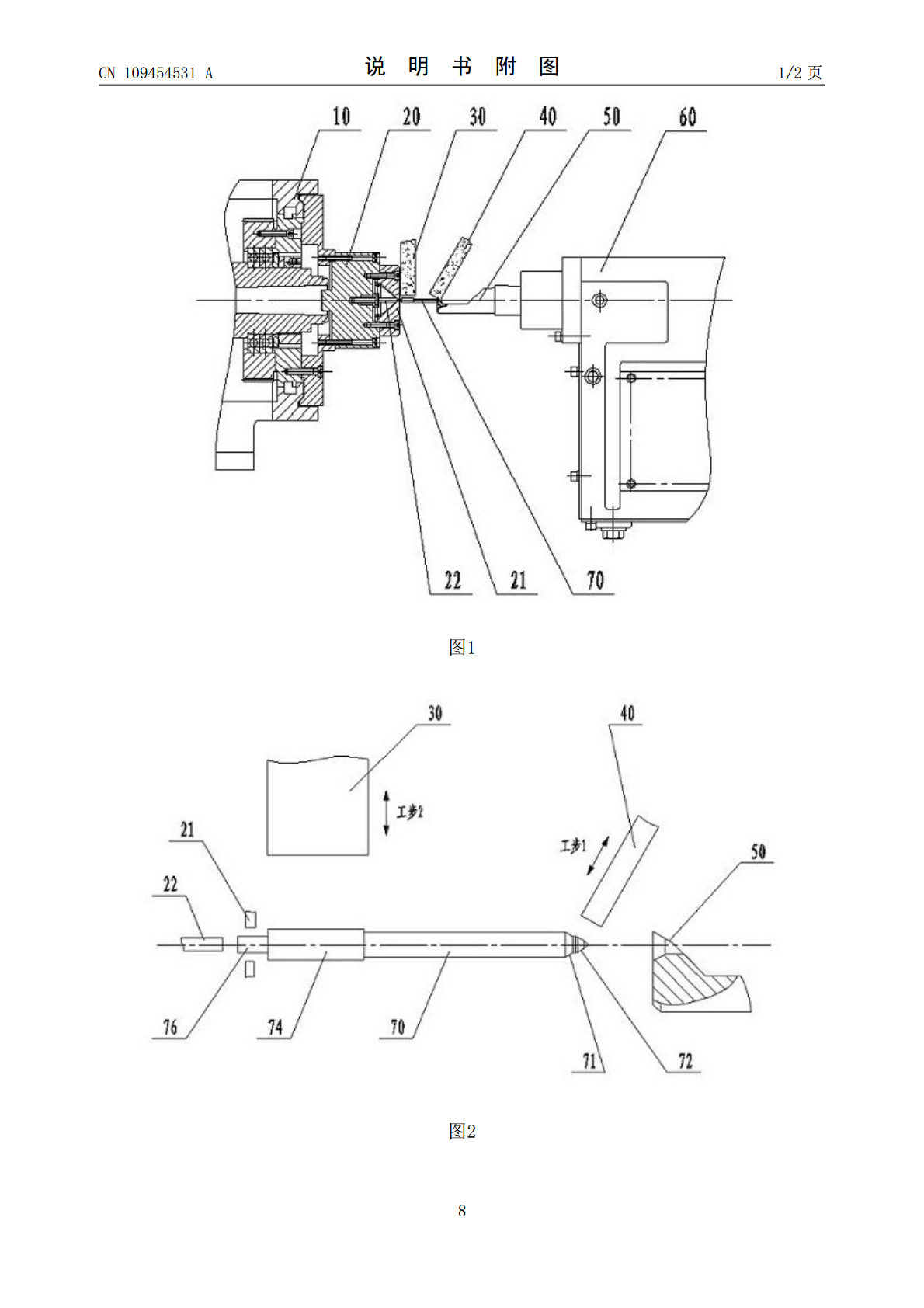
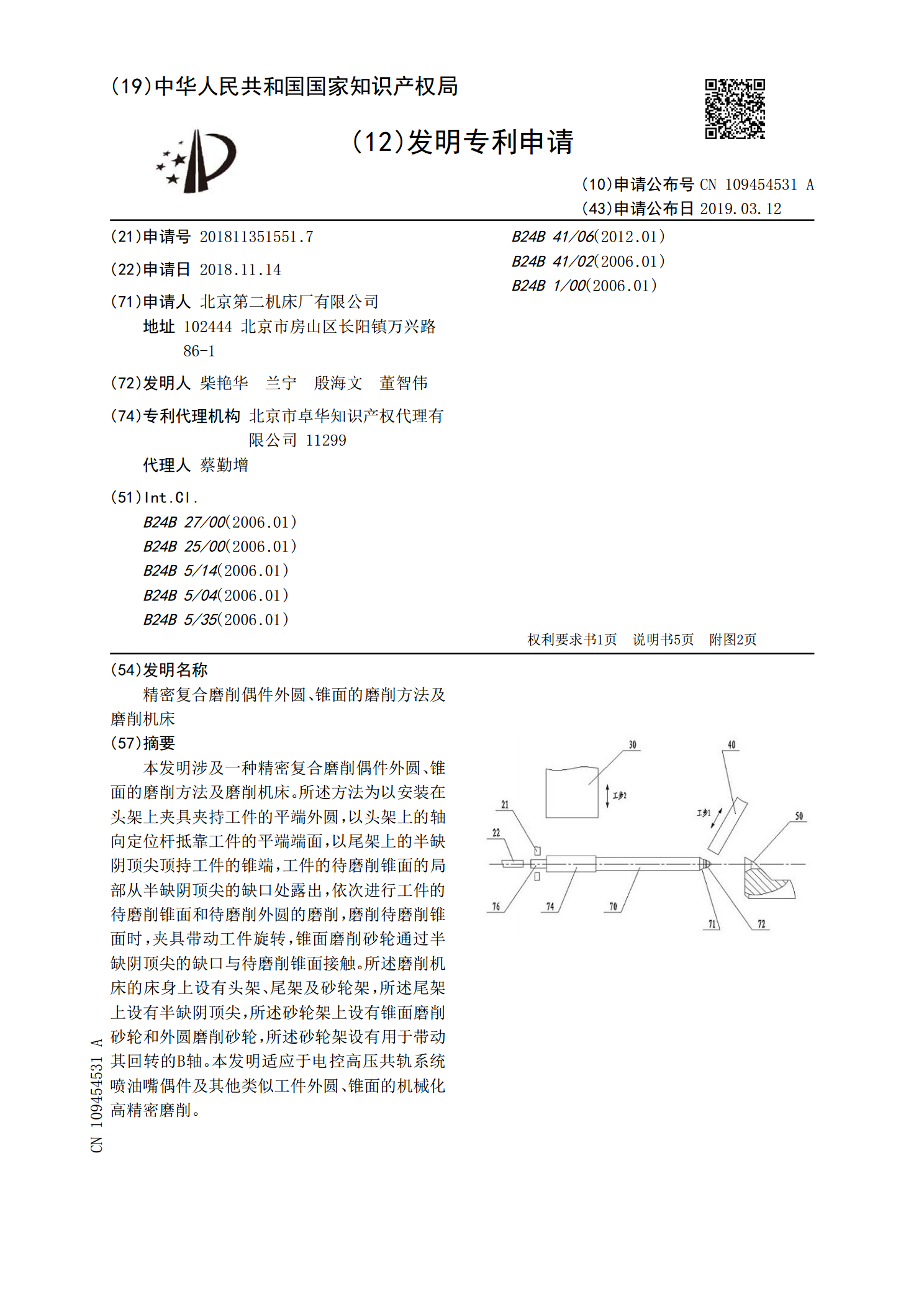
本发明涉及一种精密复合磨削偶件外圆、锥面的磨削方法及磨削机床。所述方法为以安装在头架上夹具夹持工件的平端外圆,以头架上的轴向定位杆抵靠工件的平端端面,以尾架上的半缺阴顶尖顶持工件的锥端,工件的待磨削锥面的局部从半缺阴顶尖的缺口处露出,依次进行工件的待磨削锥面和待磨削外圆的磨削,磨削待磨削锥面时,夹具带动工件旋转,锥面磨削砂轮通过半缺阴顶尖的缺口与待磨削锥面接触。所述磨削机床的床身上设有头架、尾架及砂轮架,所述尾架上设有半缺阴顶尖,所述砂轮架上设有锥面磨削砂轮和外圆磨削砂轮,所述砂轮架设有用于带动其回转的B

磨削方法、磨削系统以及多功能磨削机床.pdf
本发明的目的是提供通过尽可能地减小由精磨削砂轮磨削的磨削体积来减小用于精磨削砂轮的成本的磨削方法、磨削系统和多功能磨削机床。其执行粗磨削工序,所述粗磨削工序为:由粗磨削砂轮(73)磨削支撑装置(20)所支撑的工件(W)直至剩余有预设定的精磨削去除量为止,并且在粗磨削工序之后执行精磨削工序,所述精磨削工序为:由精磨削砂轮(74)磨削掉支撑装置(20)所持续地支撑的工件(W)的精磨削去除量。精磨削去除量基于多功能磨削机床(1)的热位移和由于粗磨削砂轮(73)产生的磨削力改变量中的至少一个设定。剩余有精磨削去除

精密细长轴的磨削方法及磨削装置.pdf
本发明提出了精密细长轴的磨削方法及磨削装置,属于机械加工技术领域,其包括1)装夹工件;2)安装单点支撑装置;3)通过导通回路,判断支撑块与工件是否接触;4)拆卸导通电路;5)对刀,开始磨削工件;6)通过工件的两端外圆直径与支撑部位外圆直径判断工件与支撑块接触是否良好;7)逐步磨削工件的余量,消除工件的轴跳动误差,保证工件的精度要求。本发明通过单点支撑装置对工件的径向进行支撑,消除工件受到的径向切削力,避免精密细长轴在磨削时发生弯曲,将磨削精度由现有技术中的IT5提高至IT2,加工效率提高1倍?2倍,提高了
精密磨削和超精密磨削加工方法分类.ppt
精密磨削和超精密磨削加工方法分类第1节概述砂轮粒度8/20/2024第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述

精密磨削和超精密磨削.ppt
3.1精密和超精密磨削概述3.2精密磨削3.3超硬磨料砂轮磨削3.4超精密磨削3.5精密和超精密砂带磨削第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第2节精密磨削第2节精密磨削第2节精密磨削第2节精密磨削第2节精密磨削第3节超硬磨料砂轮磨削整形第3节超硬磨料砂轮磨削第