
精密细长轴的磨削方法及磨削装置.pdf

St****12


1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

精密细长轴的磨削方法及磨削装置.pdf
本发明提出了精密细长轴的磨削方法及磨削装置,属于机械加工技术领域,其包括1)装夹工件;2)安装单点支撑装置;3)通过导通回路,判断支撑块与工件是否接触;4)拆卸导通电路;5)对刀,开始磨削工件;6)通过工件的两端外圆直径与支撑部位外圆直径判断工件与支撑块接触是否良好;7)逐步磨削工件的余量,消除工件的轴跳动误差,保证工件的精度要求。本发明通过单点支撑装置对工件的径向进行支撑,消除工件受到的径向切削力,避免精密细长轴在磨削时发生弯曲,将磨削精度由现有技术中的IT5提高至IT2,加工效率提高1倍?2倍,提高了

精密磨削加工细长轴的方法探讨.docx
精密磨削加工细长轴的方法探讨标题:精密磨削加工细长轴的方法探讨摘要:本论文旨在探讨精密磨削加工细长轴的方法。首先简要介绍了细长轴的概念和应用领域,然后详细阐述了精密磨削加工的原理和工艺流程,并结合实际案例分析了常见的加工问题及解决方法。最后,提出了未来研究方向的展望,以期为相关领域的研究工作提供参考。关键词:精密磨削加工,细长轴,工艺流程,加工问题,解决方法1.引言细长轴作为一种重要的机械零件,广泛应用于航空、航天、汽车、军工等领域。在现代制造工艺中,精密磨削加工是一种常用的方法,能够有效提高细长轴的加工

细长轴的磨削工艺分析.docx
细长轴的磨削工艺分析标题:细长轴的磨削工艺分析摘要:本论文主要分析了细长轴的磨削工艺,探讨了细长轴的特点及其对磨削工艺的影响。然后,从磨削工艺的角度出发,介绍了目前常用的磨削工艺,并对其进行了比较和分析。最后,提出了未来磨削工艺的发展方向和优化建议。引言:细长轴是一种车削工件的特殊形式,其长度远大于直径,常见于航空、航天、汽车、机械等领域。细长轴的磨削工艺是对其进行精密加工的关键步骤之一。磨削工艺的选择和优化直接影响到细长轴的加工质量和生产效率。因此,深入研究细长轴的磨削工艺具有重要的理论和实际意义。一、

细长轴磨削加工难题.doc
★细长轴的定义:当工件长度跟直径之比大于20~25(L/d>20~25)时,称为细长轴。主要抓住中心架和跟刀架的使用、解决工件热变形伸长以及合理选择刀具几何形状等三个关键技术,问题就迎刃而解了。主要问题:细长轴刚性差,在加工中极容易变形,使零件的误差增大,不易保证零件的加工质量;中心孔稍有偏差,工件就会产生椭圆形,两顶尖连线与纵向行程稍不平行就会产生锥形等。细长轴变形原因分析在加工过程中,由于中间工艺过程控制不当而造成细长轴弯曲变形,究其原因有以下几点:①(切削温度)切削中工件受热产生变形,甚至会使工件卡
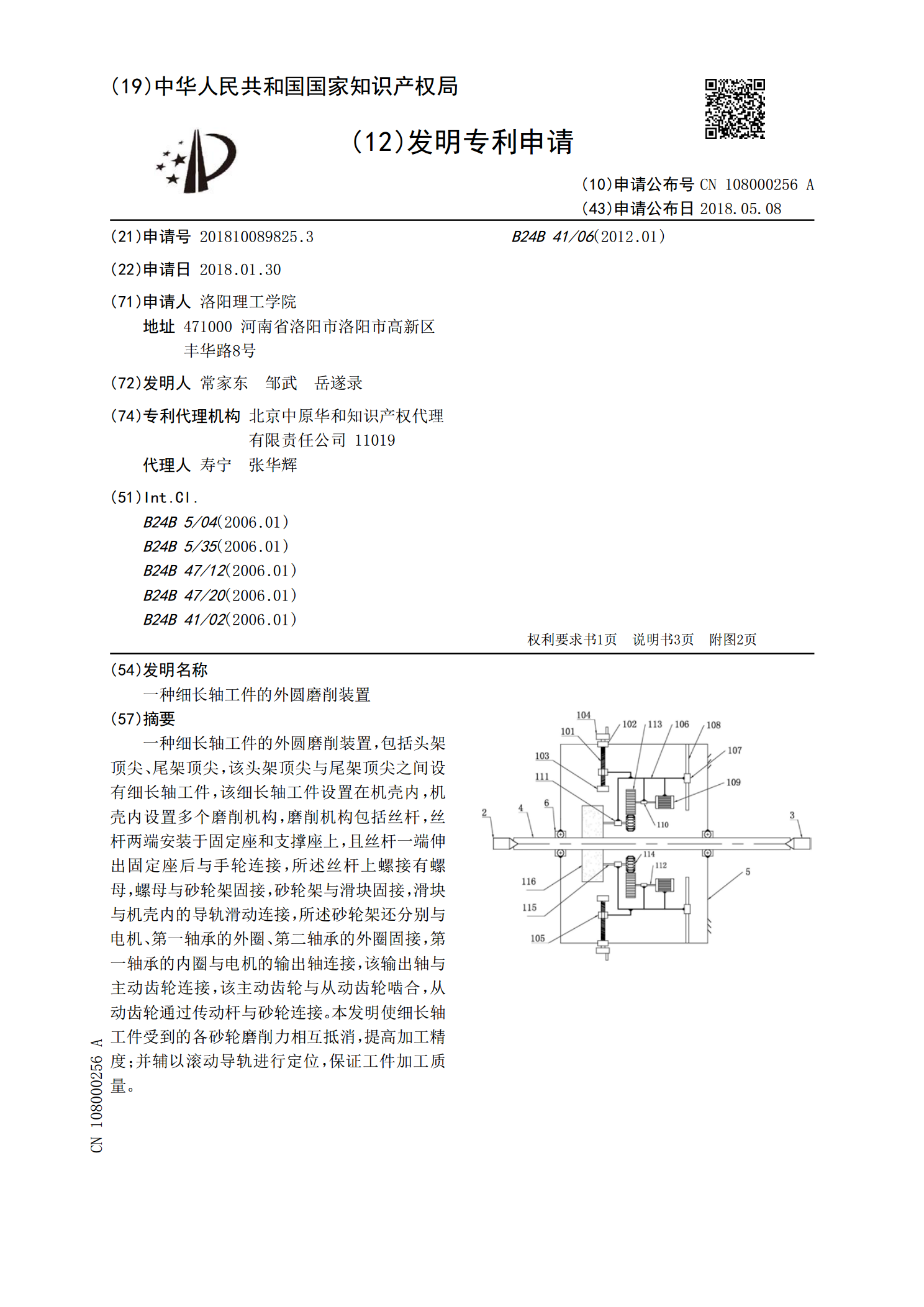
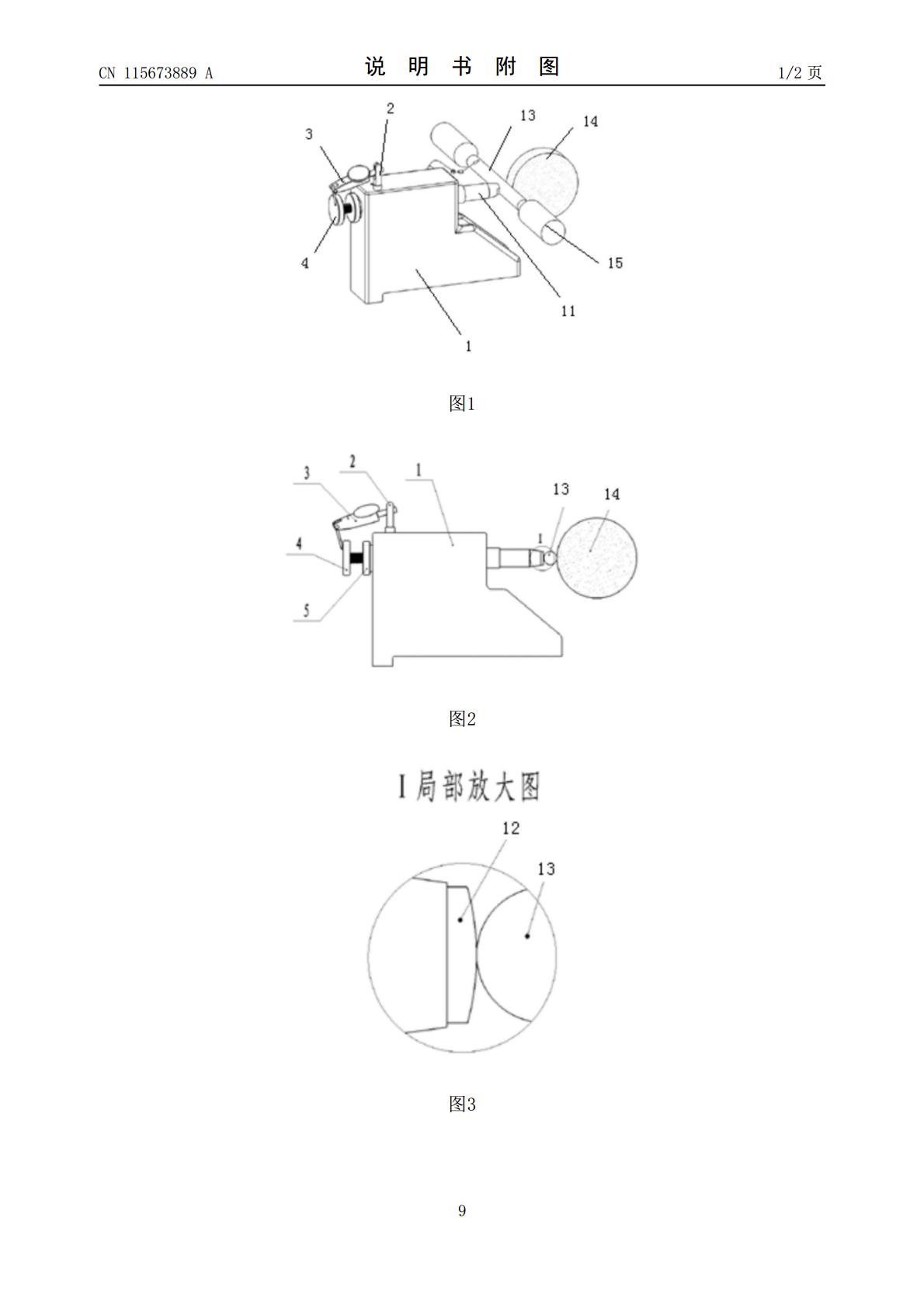
一种细长轴工件的外圆磨削装置.pdf
一种细长轴工件的外圆磨削装置,包括头架顶尖、尾架顶尖,该头架顶尖与尾架顶尖之间设有细长轴工件,该细长轴工件设置在机壳内,机壳内设置多个磨削机构,磨削机构包括丝杆,丝杆两端安装于固定座和支撑座上,且丝杆一端伸出固定座后与手轮连接,所述丝杆上螺接有螺母,螺母与砂轮架固接,砂轮架与滑块固接,滑块与机壳内的导轨滑动连接,所述砂轮架还分别与电机、第一轴承的外圈、第二轴承的外圈固接,第一轴承的内圈与电机的输出轴连接,该输出轴与主动齿轮连接,该主动齿轮与从动齿轮啮合,从动齿轮通过传动杆与砂轮连接。本发明使细长轴工件受到