
一种用于机械铸件表面处理的抛丸装置.pdf

是你****优呀

1/7

2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于机械铸件表面处理的抛丸装置.pdf
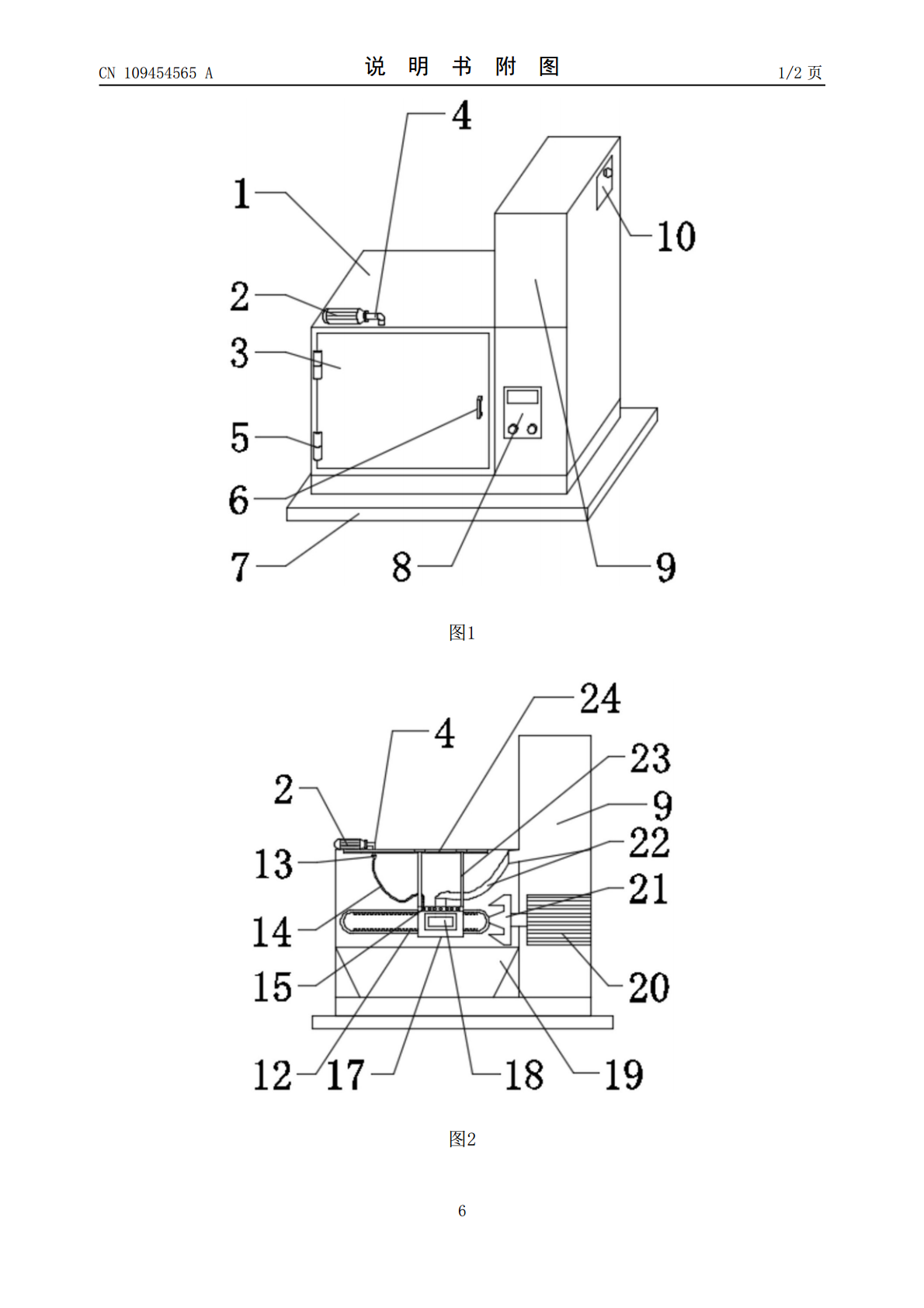
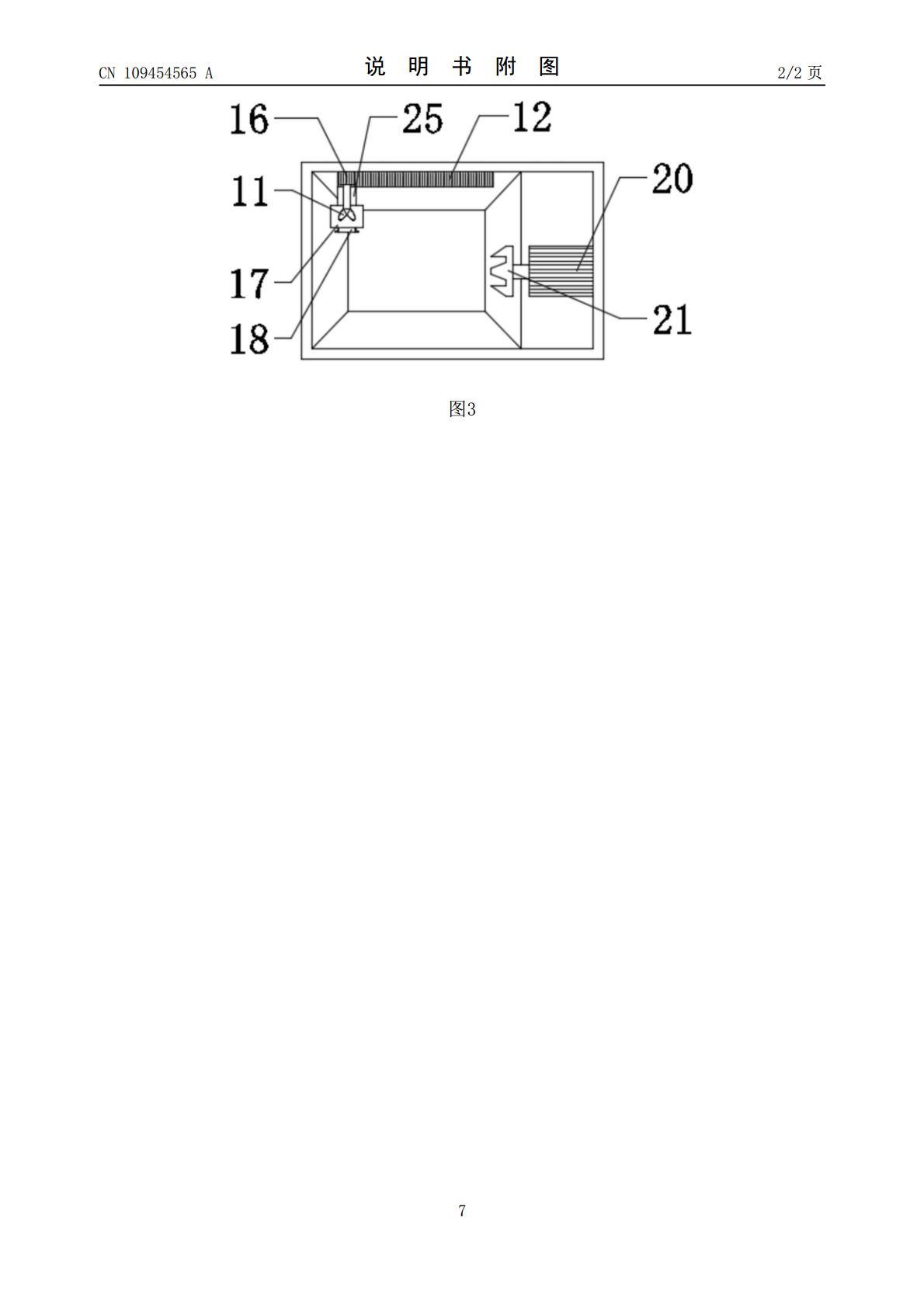
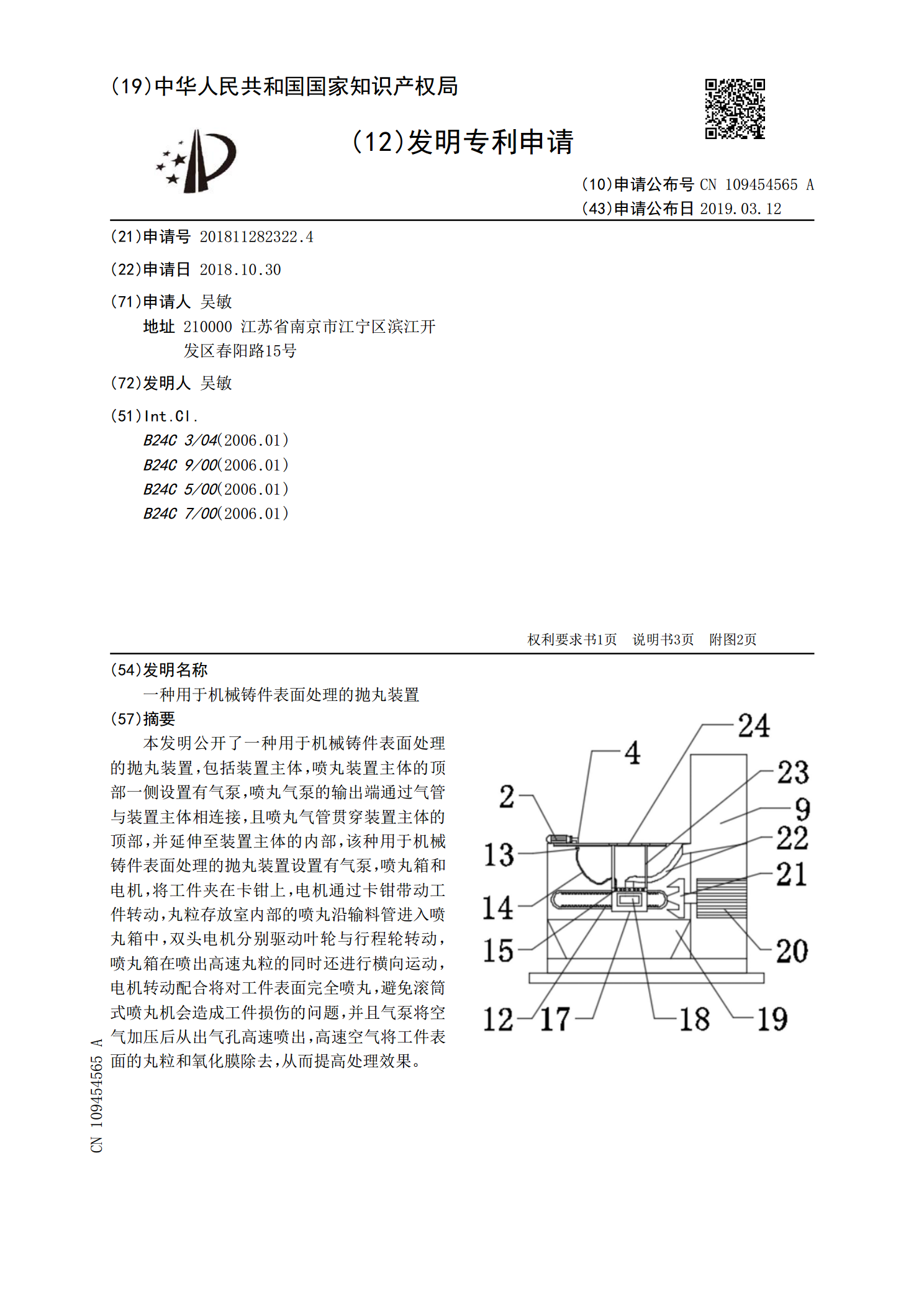
本发明公开了一种用于机械铸件表面处理的抛丸装置,包括装置主体,喷丸装置主体的顶部一侧设置有气泵,喷丸气泵的输出端通过气管与装置主体相连接,且喷丸气管贯穿装置主体的顶部,并延伸至装置主体的内部,该种用于机械铸件表面处理的抛丸装置设置有气泵,喷丸箱和电机,将工件夹在卡钳上,电机通过卡钳带动工件转动,丸粒存放室内部的喷丸沿输料管进入喷丸箱中,双头电机分别驱动叶轮与行程轮转动,喷丸箱在喷出高速丸粒的同时还进行横向运动,电机转动配合将对工件表面完全喷丸,避免滚筒式喷丸机会造成工件损伤的问题,并且气泵将空气加压后从出
一种铝铸件表面局部抛丸处理装置.pdf
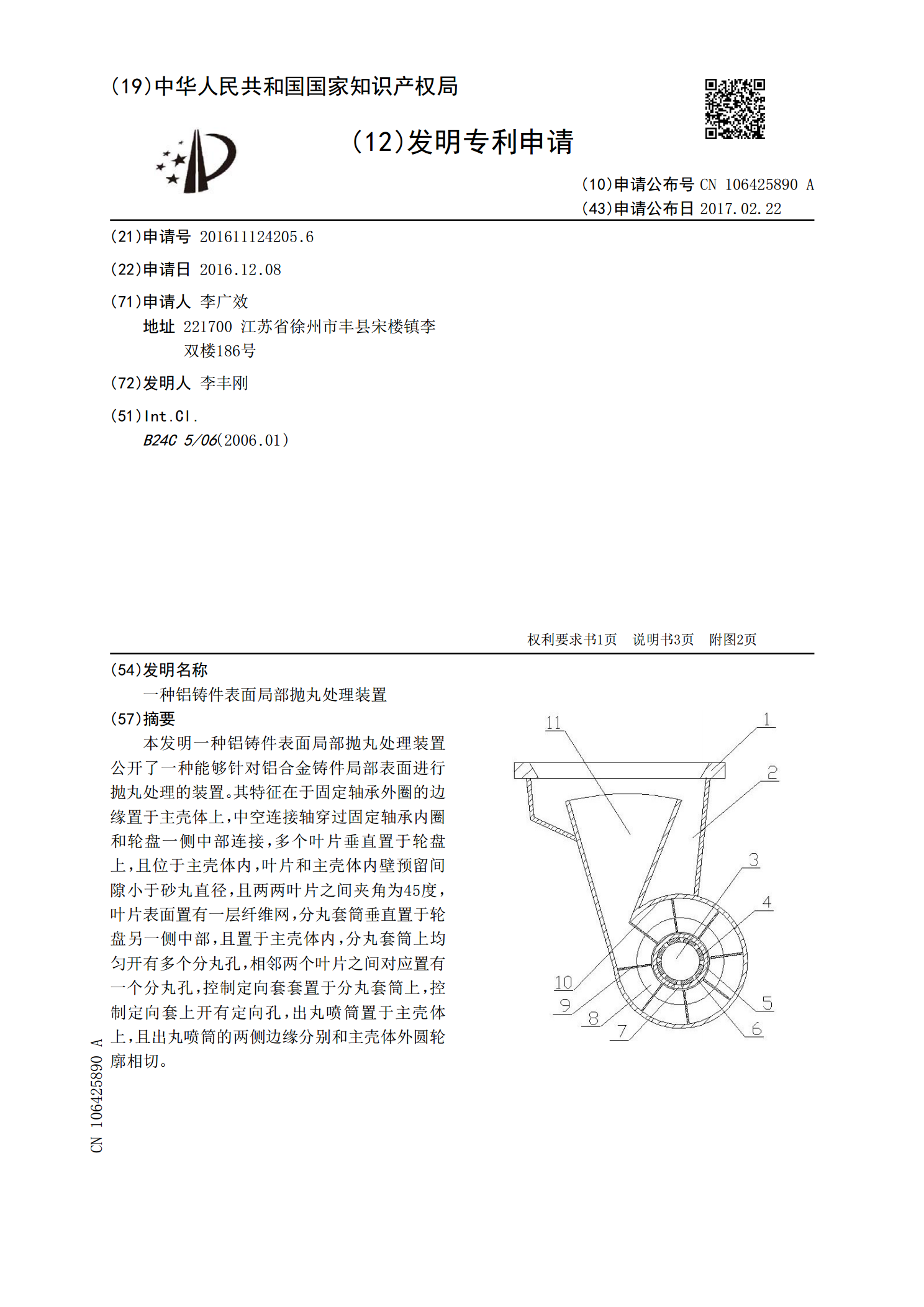
本发明一种铝铸件表面局部抛丸处理装置公开了一种能够针对铝合金铸件局部表面进行抛丸处理的装置。其特征在于固定轴承外圈的边缘置于主壳体上,中空连接轴穿过固定轴承内圈和轮盘一侧中部连接,多个叶片垂直置于轮盘上,且位于主壳体内,叶片和主壳体内壁预留间隙小于砂丸直径,且两两叶片之间夹角为45度,叶片表面置有一层纤维网,分丸套筒垂直置于轮盘另一侧中部,且置于主壳体内,分丸套筒上均匀开有多个分丸孔,相邻两个叶片之间对应置有一个分丸孔,控制定向套套置于分丸套筒上,控制定向套上开有定向孔,出丸喷筒置于主壳体上,且出丸喷筒的
一种用于金属铸件的表面处理装置.pdf
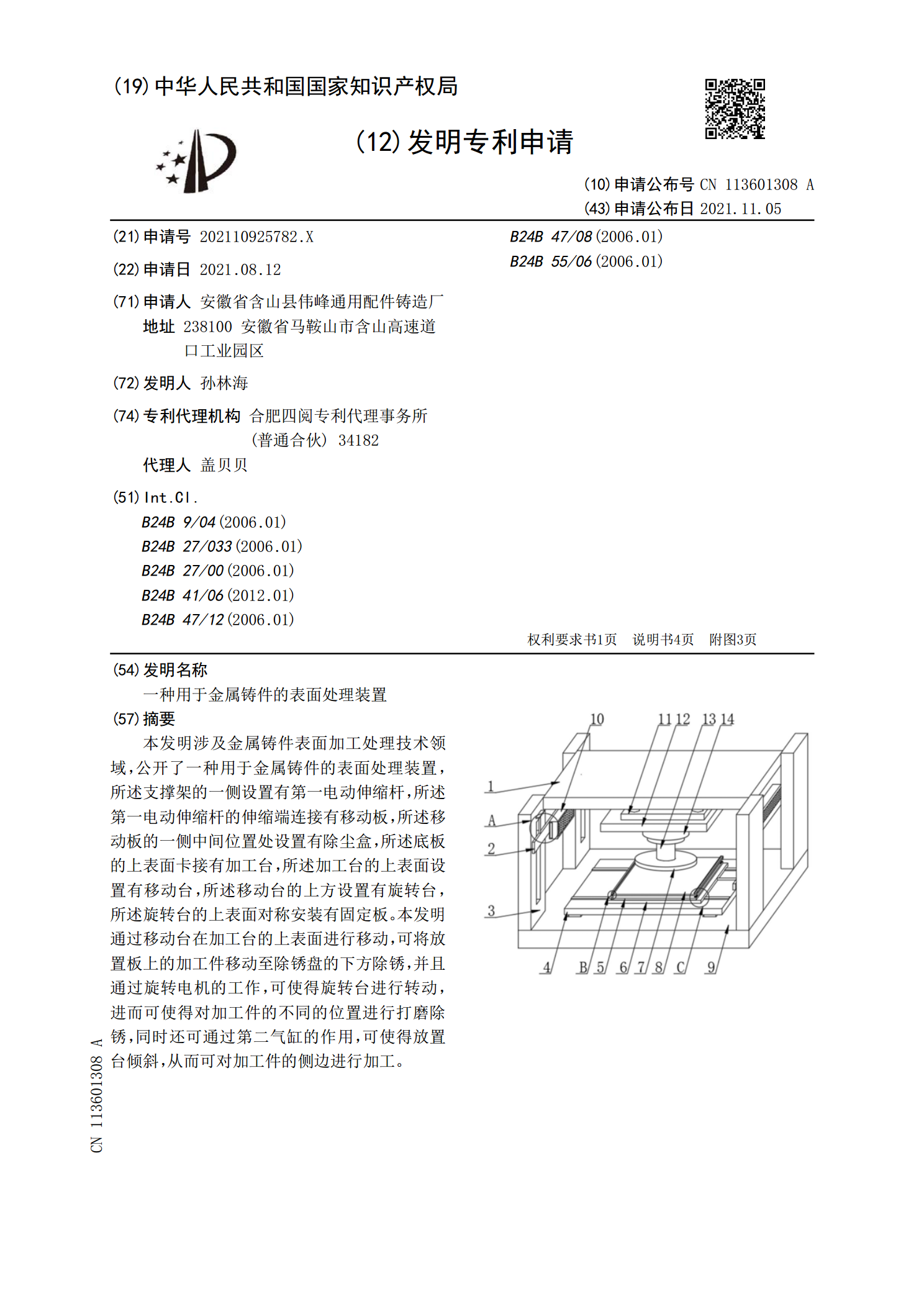
本发明涉及金属铸件表面加工处理技术领域,公开了一种用于金属铸件的表面处理装置,所述支撑架的一侧设置有第一电动伸缩杆,所述第一电动伸缩杆的伸缩端连接有移动板,所述移动板的一侧中间位置处设置有除尘盒,所述底板的上表面卡接有加工台,所述加工台的上表面设置有移动台,所述移动台的上方设置有旋转台,所述旋转台的上表面对称安装有固定板。本发明通过移动台在加工台的上表面进行移动,可将放置板上的加工件移动至除锈盘的下方除锈,并且通过旋转电机的工作,可使得旋转台进行转动,进而可使得对加工件的不同的位置进行打磨除锈,同时还可通
一种铸件表面处理装置.pdf
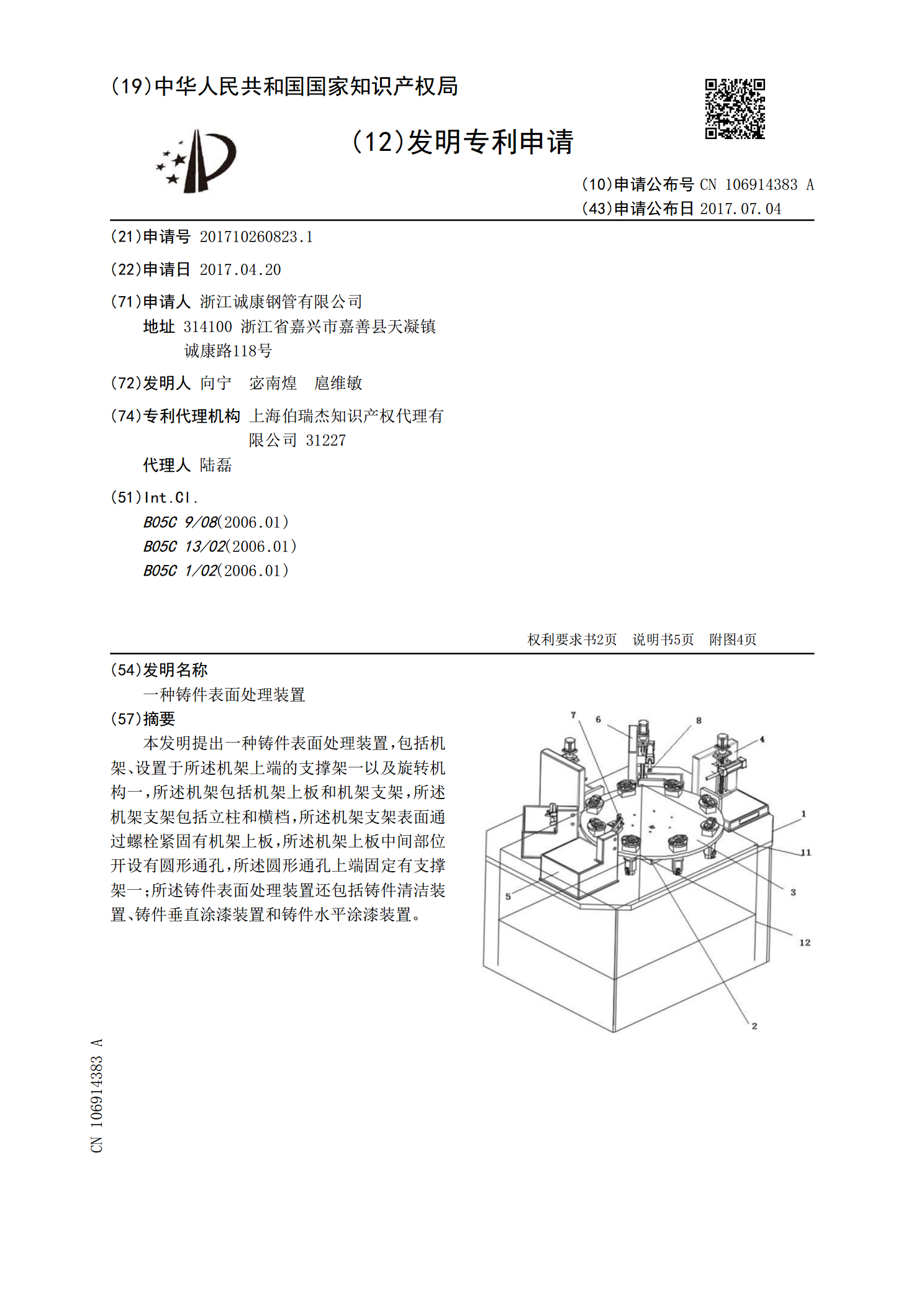
本发明提出一种铸件表面处理装置,包括机架、设置于所述机架上端的支撑架一以及旋转机构一,所述机架包括机架上板和机架支架,所述机架支架包括立柱和横档,所述机架支架表面通过螺栓紧固有机架上板,所述机架上板中间部位开设有圆形通孔,所述圆形通孔上端固定有支撑架一;所述铸件表面处理装置还包括铸件清洁装置、铸件垂直涂漆装置和铸件水平涂漆装置。
一种铸件表面粘砂处理装置.pdf
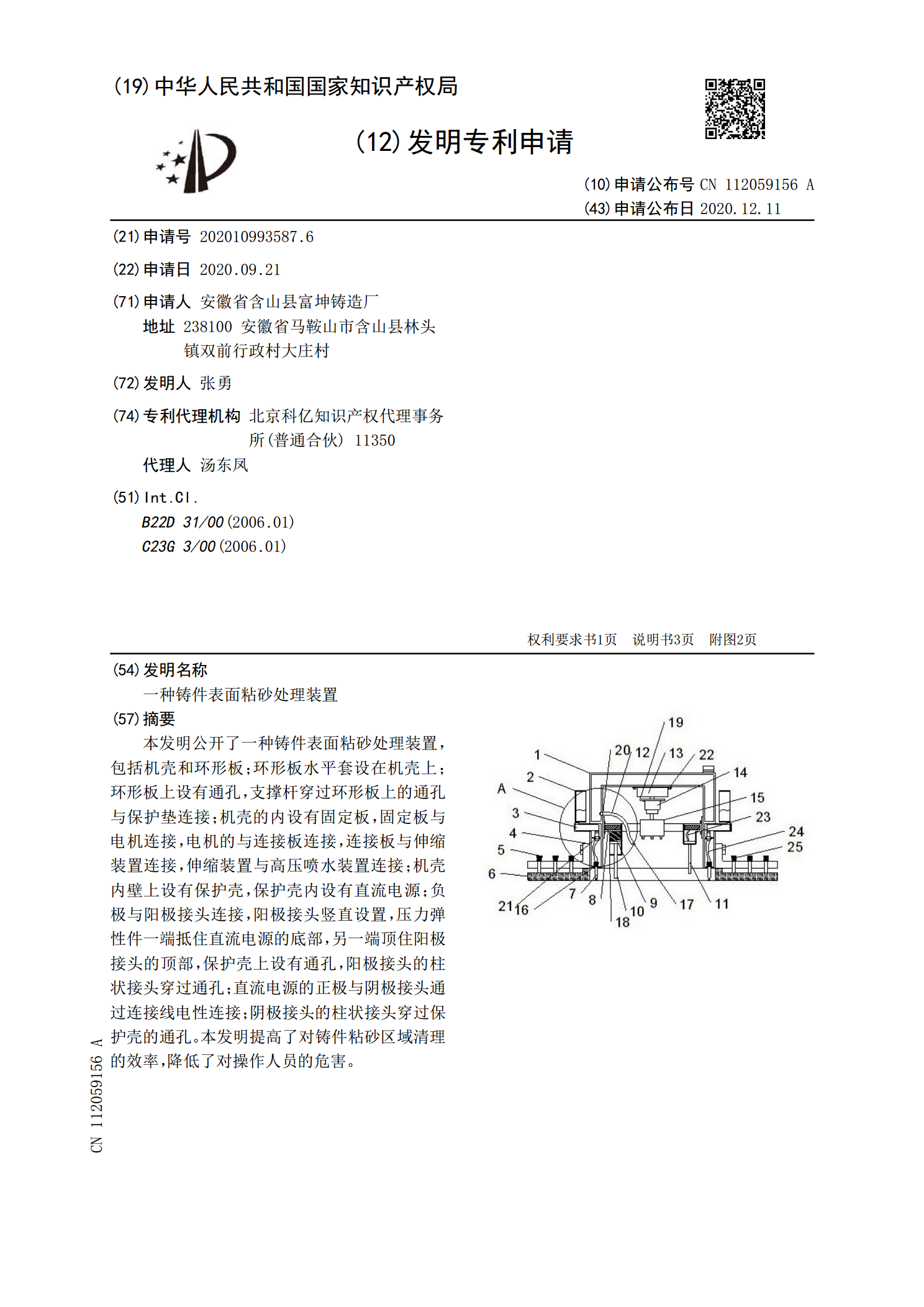
本发明公开了一种铸件表面粘砂处理装置,包括机壳和环形板;环形板水平套设在机壳上;环形板上设有通孔,支撑杆穿过环形板上的通孔与保护垫连接;机壳的内设有固定板,固定板与电机连接,电机的与连接板连接,连接板与伸缩装置连接,伸缩装置与高压喷水装置连接;机壳内壁上设有保护壳,保护壳内设有直流电源;负极与阳极接头连接,阳极接头竖直设置,压力弹性件一端抵住直流电源的底部,另一端顶住阳极接头的顶部,保护壳上设有通孔,阳极接头的柱状接头穿过通孔;直流电源的正极与阴极接头通过连接线电性连接;阴极接头的柱状接头穿过保护壳的通孔