
一种齿轮箱端盖锻造方法.pdf

静芙****可爱

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮箱端盖锻造方法.pdf
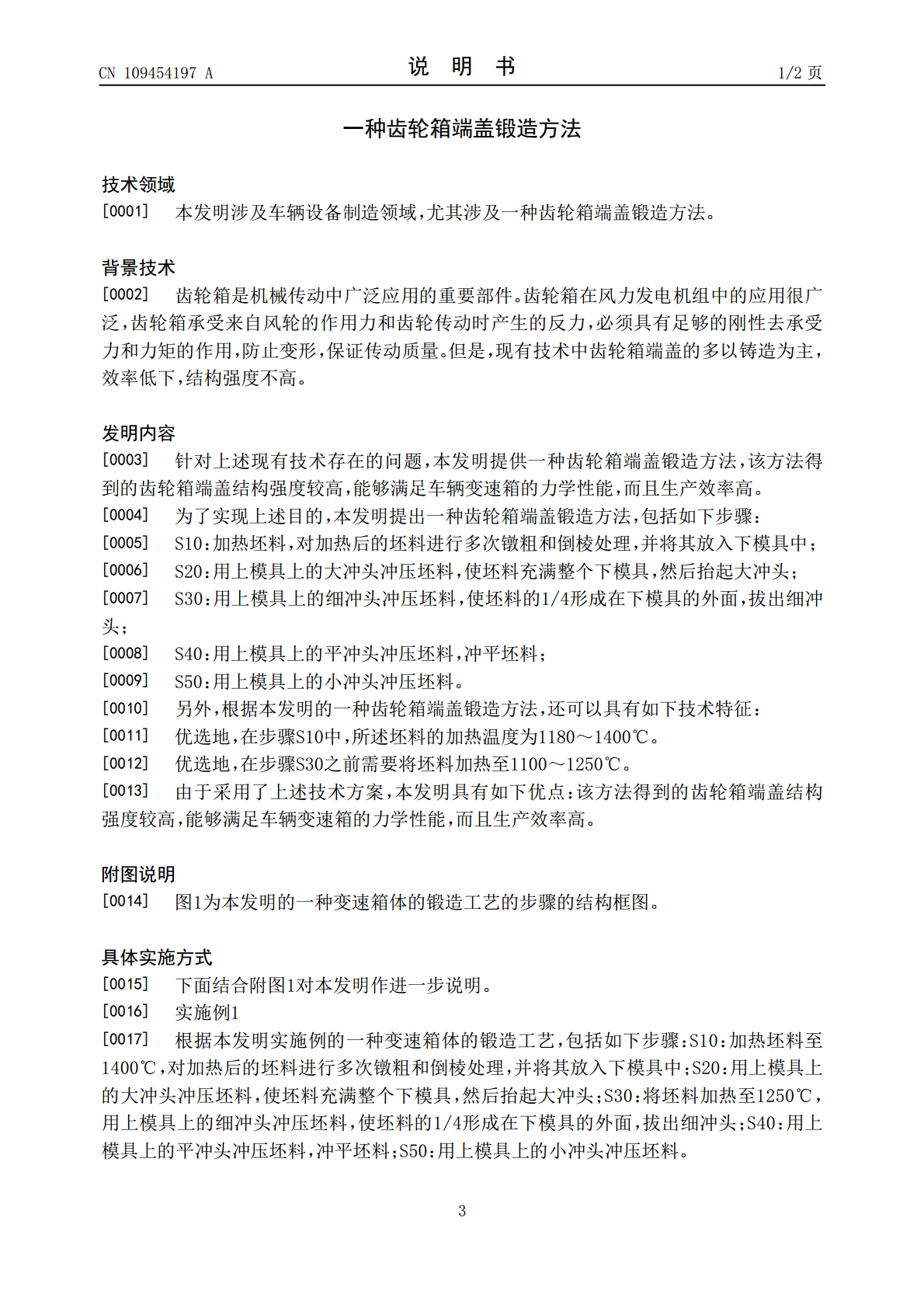
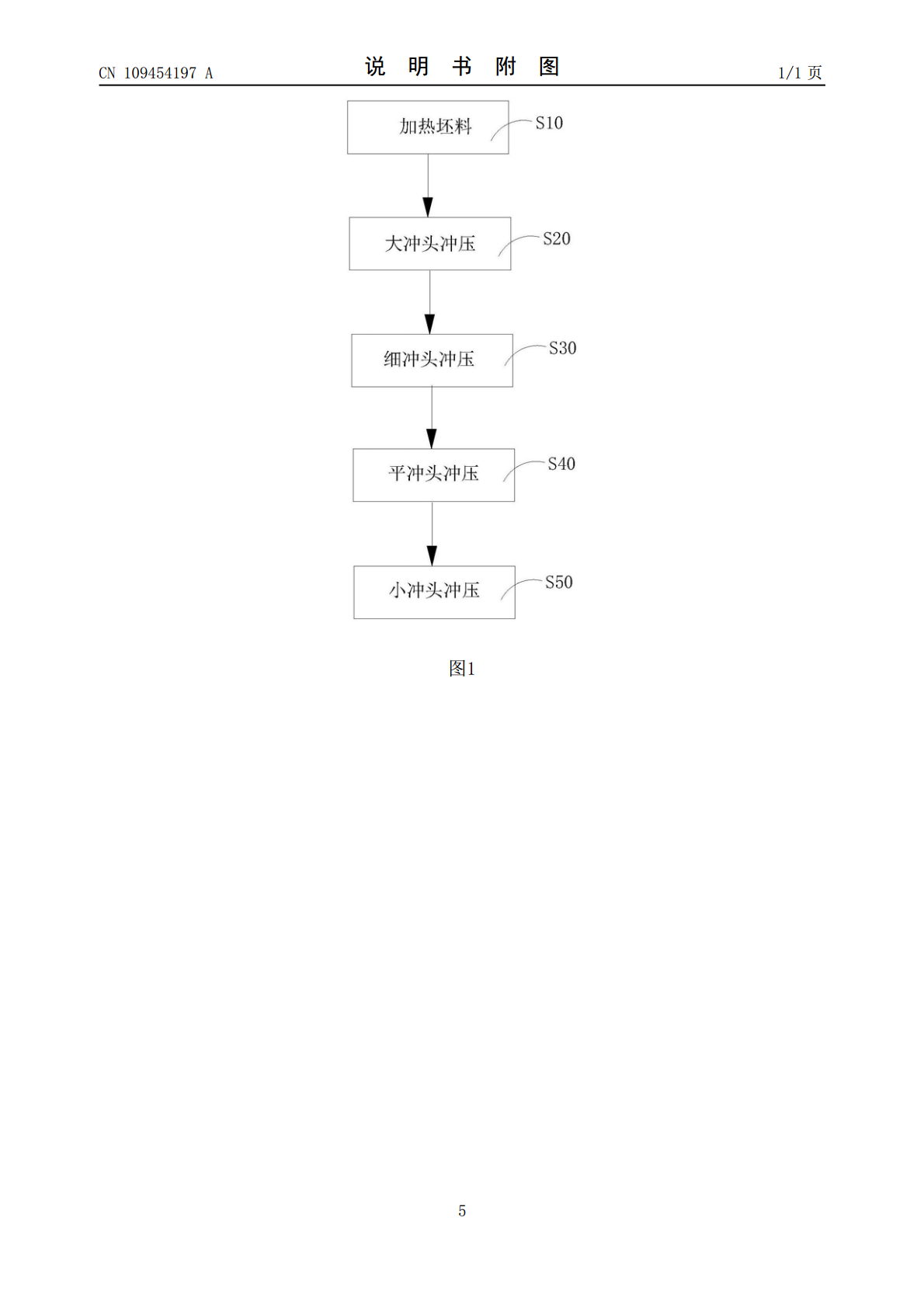
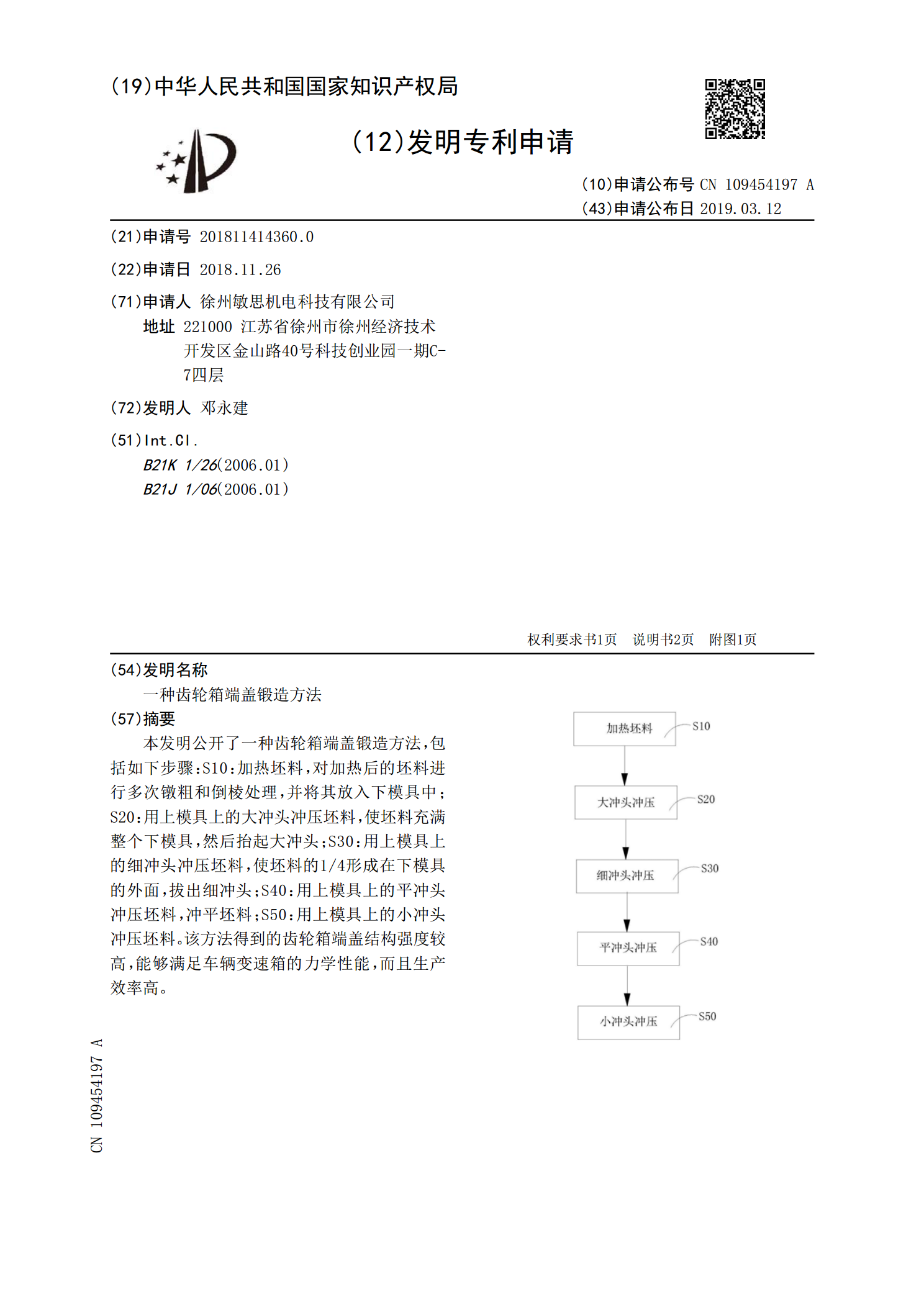
本发明公开了一种齿轮箱端盖锻造方法,包括如下步骤:S10:加热坯料,对加热后的坯料进行多次镦粗和倒棱处理,并将其放入下模具中;S20:用上模具上的大冲头冲压坯料,使坯料充满整个下模具,然后抬起大冲头;S30:用上模具上的细冲头冲压坯料,使坯料的1/4形成在下模具的外面,拔出细冲头;S40:用上模具上的平冲头冲压坯料,冲平坯料;S50:用上模具上的小冲头冲压坯料。该方法得到的齿轮箱端盖结构强度较高,能够满足车辆变速箱的力学性能,而且生产效率高。
一种防滑阀用铝端盖的锻造加工方法.pdf
本发明公开了一种防滑阀用铝端盖的锻造加工方法,具体包括如下步骤:下料→加热处理→制坯→成型→切边→热处理→抛丸→发出,本发明从坯料加热处理、锻造工艺及后处理出发,全面系统的优化防滑阀用铝端盖精密锻造模具和工艺技术,采用高精度的加热炉和温度控制仪表来控制加热温度,并严格控制生产节拍,来保证锻造温度的不丢失,不仅满足工艺要求,而且显著提高防滑阀用铝端盖的质量,提升生产效率,降低生产成本。
一种减速器齿轮箱端盖及其制备方法.pdf
本发明涉及一种减速器齿轮箱端盖,具体涉及一种减速器齿轮箱端盖及其制备方法,属于合金材料技术领域。所述减速器齿轮箱端盖的组成元素及质量百分比为:Al:8.80%‑10.00%、Zn:0.42%‑0.85%、Mn:0.15%‑0.45%、B:0.05%‑0.10%、Ca:0.20%‑1.20%、Sr:0.20%‑0.60%、Y:0.30%‑1.50%、Ce:0.20%‑0.80%、Si≤0.04%、Fe≤0.003%、Ni≤0.0015%、Cu≤0.002%,余量为Mg。并具体公开了该减速器齿轮箱端盖的制备方

一种齿轮箱端盖加工用定位工装.pdf
本发明公开一种齿轮箱端盖加工用定位工装,包括底板,所述底板上设置有多个用于定位工件的定位组件,所述定位组件包括设置于中心处的定位芯及与定位芯相配合的压板,所述定位芯的两侧对称设置有弹簧盒,所述弹簧盒内安装有弹簧,所述弹簧与自定位块相连,所述自定位块倾斜布置,其上开有与工件的转角相配合的卡口。所述一种齿轮箱端盖加工用定位工装结构简单,易于实现,其通过倾斜布置的自定位块配合弹簧的结构实现工件的自定心,并通过定位芯、压板将工件快速定位,免去了校准基准时间,提高了产品的稳定性和生产效率,且底板上设置有多个定位组件

一种齿轮箱端盖与弹性销轴的装配方法.pdf
本发明公开了一种齿轮箱端盖与弹性销轴的装配方法,采用低频感应加热器对齿轮箱端盖进行阶梯式升温加热,用低频感应加热器上的固定加热线圈插入到齿轮箱端盖上的安装孔内,对安装孔进行局部加热,并用低频感应加热器的柔性加热电缆以螺旋的形式盘放在齿轮箱端盖上,对齿轮箱端盖上进行整体加热,使齿轮箱端盖上的安装孔达到装配尺寸,同时通过低温冷冻箱对弹性销轴进行冷冻,使弹性销轴满足装配尺寸,最后利用双头螺栓及空心千斤顶将弹性销轴进行轴向预紧,完成齿轮箱端盖上的安装孔与弹性销轴的装配。本发明方法具有安装方便可靠,占用空间小和节约